一种多功能多层环保袋智能生产线的制作方法
1.本发明涉及环保垃圾袋制造技术领域,具体涉及一种多功能多层环保袋智能生产线。
背景技术:
2.塑料袋作为一种日常生活中频繁使用的产品,其使用量极大,且在实际使用过程中,往往用一次之后就需要进行更换,因此造成了大量的塑料垃圾,而这些塑料垃圾往往在实际处理过程中因其不可降解的性质,从而给生活环境带来了极大的污染。
3.关于可降解环保袋体的发展一直在进行中,目前大多数声称自身可降解的环保袋大都为塑料材质,其虽然采用淀粉等可降解材料制作,但是往往其拉伸强度和断裂伸长率均较差、袋承重能力较小,给人们的日常使用带来了极大的不便,并且可降解塑料袋色泽暗淡发黄,透明度低,给人一种不够清洁和难看之感,用起来不够放心,含淀粉的降解塑料耐水性也较差、湿强度低,一遇水则力学性能大降,在日常使用过程中出现诸多限制。
4.为了克服上述的技术问题,我司成功研发出多款可降解环保袋体,如申请号为cn202010513179.6以及cn202010499348.5的专利文件,为适应全新设计的环保袋的形状结构,以及践行智能化、自动化、高质量以及高效率的指导方针,我司环保袋的生产工艺以及生产流程也进行了重新设计与研发,特此提出一种多功能多层环保袋智能生产线。
技术实现要素:
5.为了克服上述的技术问题,本发明的目的在于提供一种多功能多层环保袋智能生产线。
6.本发明的目的可以通过以下技术方案实现:
7.一种多功能多层环保袋智能生产线,包括:
8.原材料供料系统,包括立体仓库货架、堆垛起重机、出入库工作台、agv搬运系统、自动控制系统以及wms系统,将环保袋生产所需的料带送入下道工序并准确录入输出数据;
9.套袋循环生产系统,由多台单机组成循环线路,单机将上道工序传输来的料带加工成单层环保袋,多台单机配合实现快速套完所需层数的环保袋;
10.多层环保袋后处理系统,对多层环保袋做出厂前的精加工,主要包括打点熔接模块、套纸筒切边模块、提手处理模块、贴胶带模块、翻边打孔模块以及下料模块;
11.成品打包码垛系统,对精加工完毕的多层环保袋进行打包装箱作业,由单体打包模块、装箱模块、整箱打包模块以及码垛模块组成;
12.成品存储系统,其与所述原材料供料系统组成架构相似,主要实现出入库、仓库调拨、库存调拨、定期盘库以及物料输送功能。
13.进一步在于,所述套袋循环生产系统中的单机可分为控制柜、冶具流入工位、上料及料带熔接模块、单层套袋模块以及冶具流出工位,当冶具沿循环线路自单机穿出,冶具的外部即套设了一层与其型状大小相匹配的环保袋。
14.进一步在于,所述多层环保袋后处理系统还包括冶具回流通道,所述冶具回流通道与所述套袋循环生产系统构成闭环线路,其用于将空出的冶具重新投入到多层套袋的生产中。
15.进一步在于,所述冶具回流通道还包括人工冶具检验模块。
16.进一步在于,还包括监控中心,所述监控中心通过摄像头以及传感器对生产线的正常运转进行全方位监控,确保环保袋生产的安全有序进行。
17.进一步在于,还包括agv小车。
18.本发明的有益效果:
19.1、本发明所提供的多功能多层环保袋智能生产线,工作效率高,加工精度高,出错率低,并且大大降低了人工成本,对环保袋行业的发展意义重大,有重要的引领作用。
附图说明
20.下面结合附图对本发明作进一步的说明。
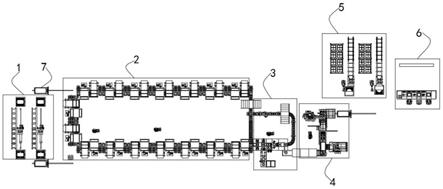
21.图1是本发明的俯视图;
22.图2是本发明中套袋循环生产系统的流程图;
23.图3是本发明中套袋循环生产系统的单机俯视图;
24.图4是本发明中多层环保袋后处理系统的俯视图;
25.图5是本发明中成品打包码垛系统的立体视图;
26.图6是本发明中多层环保袋生产的具体流程示意图。
27.图中:1、原材料供料系统;2、套袋循环生产系统;21、控制柜;22、冶具流入工位;23、上料及料带熔接模块;24、单层套袋模块;25、冶具流出工位;3、多层环保袋后处理系统;31、打点熔接模块;32、套纸筒切边模块;33、提手处理模块;34、贴胶带模块;35、翻边打孔模块;36、下料模块;37、冶具回流通道;4、成品打包码垛系统;41、单体打包模块;42、装箱模块;43、整箱打包模块;44、码垛模块;5、成品存储系统;6、监控中心;7、agv小车。
具体实施方式
28.下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
29.如图1所示,一种多功能多层环保袋智能生产线,包括:
30.原材料供料系统1,包括立体仓库货架、堆垛起重机、出入库工作台、agv搬运系统、自动控制系统以及wms系统,将环保袋生产所需的料带送入下道工序并准确录入输出数据,其主要实现的功能有出入库、仓库调拨、库存调拨、定期盘库以及物料输送等,本系统可有效控制并跟踪仓库业务的物流和成本管理全过程,实现或完善企业的仓储信息管理,本系统既可以独立执行库存操作,也可与其他系统结合使用,为企业提供更为完整企业物流管理流程和财务管理信息。
31.如图1和图2所示,套袋循环生产系统2,由多台单机组成循环线路,单机将上道工序传输来的料带加工成单层环保袋,多台单机配合实现快速套完所需层数的环保袋,在本
实施例中,共由16台单机组成本系统,相邻的两台单机为一套设备,八套设备均为独立模块,设备与设备之间采用标准接口连接,可根据需求后期灵活调整,这也使得单一的单机维护、保养不会影响生产线的整体运作,在紧急情况下,可快速更换有问题的单机设备,实现生产线的快速维护,有效减少停机时间。
32.本套袋循环生产系统2可通过读取冶具上的条码确认当前冶具上产品的生产信息和加工参数,来达到生产信息在设备之间的共享,通过上层控制系统对产线的实时监控来达到为产品订单的合理分配提供有利的数据支持。
33.多层套袋流转方向如图2所示,通过读取冶具上的条码可确认当前工位设备的动作,在接收到生产任务指令后,按照设备1-16的顺序依次完成多层套袋,完成指定层数套袋后从出口方向流入多层环保袋后处理系统3,进行后续处理,而取下多层套袋后的空白冶具由冶具回流通道37流至入口,再由入口进入套袋循环生产系统2的线路进行循环套袋作业。
34.本系统中冶具回流通道37与套袋循环生产系统2构成闭环线路,其用于将空出的冶具重新投入到多层套袋的生产中,在本实施例中,冶具回流通道37呈匚型结构,多层环保袋后处理系统3设置在冶具回流通道37的流经线路上,除此之外,冶具回流通道37还包括人工冶具检验模块,通过对冶具的实时检测,确保流入套袋循环生产系统2中的冶具不会影响多层环保袋的生产质量。
35.如图2和图3所示,套袋循环生产系统2中的单机可分为控制柜21、冶具流入工位22、上料及料带熔接模块23、单层套袋模块24以及冶具流出工位25:
36.当冶具沿循环线路自单机穿出,上料及料带熔接模块23实现料带的上料、纠偏(前期人工介入上料,后期增加自动化)、主料带和拉手料带的熔接、料带的张力控制以及对料带质量进行检测,包括:宽度、厚度及有无漏洞,而单层套袋模块24实现环保袋侧面熔接封装以及环保袋顶部熔接封装,且本模块具有废料回收功能以及熔接质量检测功能,在前期时由人工检测,后期增加自动化检测;
37.冶具流入工位22用于返修品的再流入,冶具流出工位25用于不良品的流出,袋子熔接正常时,输送线正常放行冶具,起到正常输送送作用,运行完这一系流程后,冶具的外部即套设了一层与其型状大小相匹配的环保袋,冶具依次经过多个单机设备后,实现多层环保袋的自动套装。
38.如图1和图4所示,多层环保袋后处理系统3,对多层环保袋做出厂前的精加工,主要包括:
39.打点熔接模块31,对缠绕完成的多层环保袋侧面打加固孔,对需要切除的料带进行熔接,方便回收处理,防止单层废料回收失败;
40.套纸筒切边模块32,本模块主要进行纸筒内自动喷胶、纸筒与多层环保袋的组装、对多余料带切除以及回收(即切边功能),本模块在前期运行时由人工上料,运行至后期时,处于扩展折叠状态的外壳可自动展开上料,这里需要对纸筒做出解释,本生产线所生产的环保袋产品为多层套袋和纸筒组合后作为一个整体产出,纸筒充当多层环保袋的支撑外壳,即环保袋的轮廓与纸筒的形状以及大小相似,由于纸筒具有一定的硬度,在生产时其可被打包成特定的收纳形状,而在使用时,通过抽拉折叠,即可实现纸筒以及多层环保袋的展开,便于运输,缓解物流压力,同时也便于用户的自由存储运用,本发明所生产的多层环保袋位于纸筒内部,在处于折叠状态时,纸筒以及多层套袋可压缩为类平板结构,当需要使用
时,通过伸拉扩张纸筒,使得纸筒变为立体的筒状结构,其内部的多层套袋也随之变化,套袋的开口朝上,且套袋开口的大小依赖于纸筒伸张后筒口的大小;
41.提手处理模块33,对多层物料熔接以及打撕裂线,撕裂线位于环保袋的袋体与袋耳的连接处,在后期使用时,可沿着撕裂线简便地揪住袋体将二者分离,方便袋体自纸筒中的取出,这使得本环保袋可应用于日常生活中的多种场景中,如将多层环保袋做垃圾袋使用,当最上一层的袋体盛满后,可沿撕裂线将袋体与袋耳分离并取出袋体,用户可直接将垃圾放入下一层袋体内,简单方便,优化了用户扔垃圾的使用体验,如将多层环保袋做购物袋或外卖袋使用,使用方式如上文所述,可大幅度提升打包速度,极大地缓解繁忙时期商家面对出餐以及用户较多时排队的压力,其他的使用场景不做一一论述,可自由发挥想象,当纸筒内部的多层套袋使用完毕后,纸筒本身也可充当一次性垃圾袋使用,由于采用可降解材料制成,纸筒在盛满后即可与内部垃圾一并处理,简单便捷,利用率高;
42.贴胶带模块34,环保袋的两侧同时贴胶带;
43.翻边打孔模块35,对袋耳的提手处进行翻边、打提手孔;
44.下料模块36,成品下料转移至成品打包码垛系统4,而空冶具回流至套袋循环生产系统2;
45.经过多层环保袋后处理系统3,使多层环保袋去除了生产工艺中的毛边等其他瑕疵,针对用户在使用时可能遇到的多种情况进行了优化,设计较为人性化。
46.如图1和图5所示,成品打包码垛系统4,对精加工完毕的多层环保袋进行打包装箱作业,由单体打包模块41、装箱模块42、整箱打包模块43以及码垛模块44组成;
47.单体打包模块41,成品流入后,装入隔板(产品使用说明书),同时对纸筒折边进行挤压,使其成扁平状,自动用纸带捆绑打包,喷码机自动喷码打印相关信息(生产日期、产品批次号、规格等),这里的隔板作用是将多层套袋隔开,因为在打包作业时纸筒会被压成板状,其内部的多层套袋也会紧贴,位于最内部的一个套袋的相对面会紧密接触在一起,如果不使用相应的隔开手段,当纸筒伸张扩展后,最内部的一个套袋可能会因为紧贴而无法随纸筒扩张,不利于用户的使用,因此在最内部的一个套袋内部装入隔板,通过隔板将最内部的一个套袋的相对面隔开,利于日常使用,同时还可在隔板上印制产品使用说明书,做本产品的说明用,一物多用,进一步减少了浪费,更加绿色环保;
48.装箱模块42,将多个单个产品整齐装在一个纸箱内;
49.整箱打包模块43,使用自动打包机对纸箱进行打包,喷码机自动喷码打印相关信息(生产日期、产品批次号、规格等);
50.码垛模块44,机器人自动码垛,码垛完成后由agv小车7搬运至成品存储系统5。
51.成品存储系统5,其与原材料供料系统1组成架构相似,主要实现出入库、仓库调拨、库存调拨、定期盘库以及物料输送功能。
52.本发明中的agv小车7既能实现原材料在原材料供料系统1中的存入以及取出,也能将生产完成的多层环保袋运送至成品存储系统5以便出货,有效提升了整条生产线的生产效率,且本发明中的输送线路以及轨道也针对agv小车7做了适应性处理,有利于agv小车7与各个系统之间进行对接,提升了过程中的流畅度。
53.如图1所示,本发明还包括监控中心6,监控中心6通过摄像头以及传感器对生产线的正常运转进行全方位监控,确保环保袋生产的安全有序进行。
54.如图6所示为本发明中多层环保袋生产的具体流程示意图,本发明中先将主体薄膜以及拉手料带安装在套袋循环生产系统2中的单机设备上,然后冶具通过循环线路流经单机设备,在此过程中实现对环保袋前侧面、后侧面以及顶部的熔接,在冶具循环流经多个单机设备后,多层套袋结束,多层套袋进入多层环保袋后处理系统3,对多层套袋进行切边、提手部位的熔接、撕裂线的打孔、提手部位的加工等并套装外筒,精加工完成的多层套袋在折叠装隔板并压扁后,进入成品打包码垛系统4,在这一步对多层套袋的单体进行打包喷码并装箱,以及对箱体进行喷码打包,此后即可输送至成品存储系统5存储,方便后续的出货以及清点。
55.在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
56.以上内容仅仅是对本发明所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1