一种大型杆件的制作方法及工装与流程
[0001]
本发明涉及机械技术领域,尤其是涉及一种大型杆件的制作方法及工装。
背景技术:
[0002]
大型杆类零件主要应用于桥类零件上,属于细长杆件,长度超过10米,孔径尺寸及孔的同轴度要求高,产品的互换性要求高。
[0003]
现有此类零件主要采取整体装焊后,数控加工各平面及孔的方案,不足之处是对设备的要求较高,设备投入成本较大,对装焊的要求也高,焊后加工余量大,制造成本高。本发明采取焊前加工各零部件到位,设备要求低,加工余量少,加工成本低,然后装焊时采用工装和销轴定位,一步装焊成型,对焊接要求也降低了很多。
[0004]
中国专利文献cn 203830973u记载了一种挂篮钢构架弦杆加工工装,通过底座和限位板对弦杆进行限位,并用螺栓进行紧固,该装置缺少基准,无法保证整体的焊接精度。
技术实现要素:
[0005]
本发明的主要目的在于克服设备投入大、制造成本高昂的情况下,提供一种大型杆件的制作方法,发明一种装置,使用工装和销轴定位,将大型杆类零件的各零部件一次装焊到位,避免了采取整体装焊后余量大,机加工难度大,制造成本高的问题。
[0006]
为解决上述技术问题,本发明所采用的技术方案是,一种大型杆件的制作方法,包括以下步骤:s1、取钢件,包括型钢、钢板,钢块,记录外形尺寸和数量;s2、对型钢进行切割和机加工,以使得两两一对,长度相等,高度一致;s3、根据s2的长度和高度将钢板和钢块进行切割和机加工,制作成支撑架、螺栓块、台阶定位块、阳接头,阴接头、阴接头定位块;s4、将s1-s3所述加工后的型钢、支撑架、螺栓块、台阶定位块、阳接头,阴接头定位块放置于工装上;s5、通过工装上的台阶面和销钉将s4所述零件定位并用螺栓和销轴将其固定,所述销轴分2段;s6、对s5所述用工装固定后的零件进行焊接;s7、将s6所述焊接成型后的杆件从工装上取下;s8、对s6所述杆件的焊接部位再进行固定加焊。
[0007]
优选方案中,其特征在于,在s6-s7之间还包括无损检测的步骤。
[0008]
优选方案中,在s5中,所述阳接头上设有第一通孔,和工装上的第一固定块通过第一销轴进行连接,型钢上远离阳接头的一端设有阴接头,阴接头设有第二通孔,通过阴接头定位块定位后,阴接头通过第二销轴和工装上的第二固定块进行连接。
[0009]
优选方案中,在s5中,所述台阶定位块通过工装上的台阶面定位,支撑架上设有支撑架孔,通过销钉和工装上的销孔件定位,螺栓块上设有螺栓孔,通过螺钉和工装上的基准
面连接。
[0010]
一种用于大型杆件的制作装方法中的工装,包括座板,所述座板中部设有台阶面,台阶面两侧对称分布有基准面,基准面旁设有销孔件,座板两端还设有第一固定块和第二固定块。
[0011]
优选方案中,所述第一固定块上设有第三通孔,第三通孔和杆件阳接头连接,第二固定块上设有第四通孔,第四通孔和杆件阴接头连接。
[0012]
优选方案中,所述基准面上设有用于和螺栓块连接的螺纹孔,销孔件上设有用于定位支撑架的销孔。
[0013]
优选方案中,所述基准面所处平面和销孔件的销孔的轴向平面垂直,第一固定块上的第三通孔轴线和第二固定块上的第四通孔轴线平行。
[0014]
优选方案中,所述座板为槽钢平板。
[0015]
优选方案中,所述台阶面、基准面材料为不锈钢材质。
[0016]
本方法相比于整体装焊完成后再进行机加工的方法而言,好处在于使用基准面、台阶面和销轴定位,能够快速的找正工件,尤其在批量生产中提效明显,且质量稳定。对焊接件的要求也大大减低,同时也大大减轻了大机床的负荷,减少了大型设备的投入,操作简单,成本低廉。
附图说明
[0017]
下面结合附图和实施例作进一步说明。
[0018]
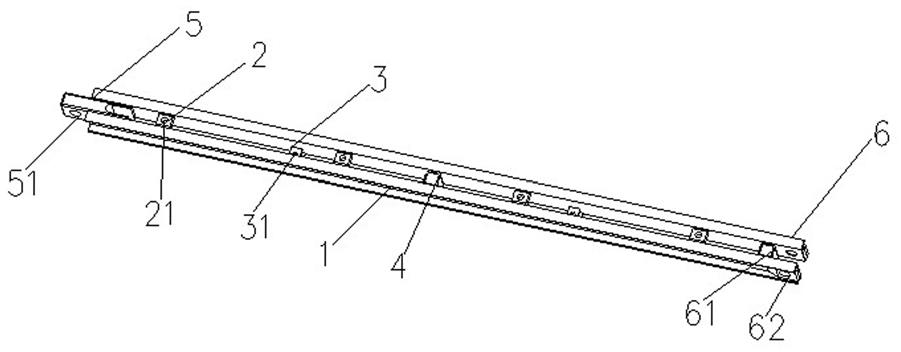
图1为本发明中杆件示意图;图2为本发明中工装结构示意图;图3为本发明中杆件在工装上固定的结构示意图。
[0019]
图中:型钢1,支撑架2,螺栓块3,台阶定位块4,阳接头5,第一通孔51,阴接头6,阴接头定位块61,第二通孔62,工装7,螺栓8,销轴9,第一销轴91,第二销轴92,杆件10,台阶面11,销钉12,销孔件13,螺钉14,基准面15,座板16,第一固定块17,第三通孔171,第二固定块18,第四通孔181。
具体实施方式
[0020]
如图1~3所示,一种大型杆件的制作方法,包括以下步骤:s1、取钢件,包括型钢1、钢板,钢块,记录外形尺寸和数量;s2、对型钢进行切割和机加工,以使得两两一对,长度相等,高度一致;s3、根据s2的长度和高度将钢板和钢块进行切割和机加工,制作成支撑架2、螺栓块3、台阶定位块4、阳接头5,阴接头6、阴接头定位块61;s4、将s1-s3所述加工后的型钢1、支撑架2、螺栓块3、台阶定位块4、阳接头5,阴接头定位块6放置于工装7上;s5、通过工装上的台阶面和销钉将s4所述零件定位并用螺栓8和销轴9将其固定,所述销轴分2段;s6、对s5所述用工装7固定后的零件进行焊接;s7、将s6所述焊接成型后的杆件10从工装7上取下;
s8、对s6所述杆件10的焊接部位再进行固定加焊。
[0021]
由此结构,使得杆件的焊接变得简单,容易操作,且生产出来的杆件质量稳定,大大减轻了机床的负荷,减少了大设备的投入,节约了成本。
[0022]
优选方案中,其特征在于,在s6-s7之间还包括无损检测的步骤。由此结构,保证了杆件在使用过程中能承受载荷和扭矩。
[0023]
优选方案中,在s5中,所述阳接头5上设有第一通孔51,和工装7上的第一固定块17通过第一销轴91进行连接,型钢1上远离阳接头5的一端设有阴接头6,阴接头设有第二通孔62,通过阴接头定位块6定位后,阴接头6通过第二销轴92和工装7上的第二固定块18进行连接。由此结构,保证了杆件能紧固在工装上。
[0024]
优选方案中,在s5中,所述台阶定位块4通过工装7上的台阶面11定位,支撑架2上设有支撑架孔21,通过销钉12和工装7上的销孔件13定位,螺栓块3上设有螺栓孔31,通过螺钉14和工装7上的基准面15连接。由此结构,保证了焊接时的精度。
[0025]
一种用于大型杆件的制作装方法中的工装,包括座板16,所述座板16中部设有台阶面11,台阶面11两侧对称分布有基准面15,基准面15旁设有销孔件13,座板16两端还设有第一固定块17和第二固定块18。由此结构,使得杆件放置在工装上时能方便快捷的找正。
[0026]
优选方案中,所述第一固定块17上设有第三通孔171,第三通孔171和杆件阳接头5连接,第二固定块18上设有第四通孔181,第四通孔181和杆件阴接头6连接。由此结构,能准确固定焊接的组件,同时易于操作。
[0027]
优选方案中,所述基准面15上设有用于和螺栓块3连接的螺纹孔151,销孔件13上设有用于定位支撑架2的销孔131。由此结构,保证了杆件上歌组件的位置要求和精度要求。
[0028]
优选方案中,,所述基准面15所处平面和销孔件13的销孔131的轴向平面垂直,第一固定块17上的第三通孔171轴线和第二固定块18上的第四通孔181轴线平行。由此结构,保证了工装作为承载焊接平台的精度要求。
[0029]
优选方案中,所述座板16为槽钢平板。由此结构,材料方便易得,节约成本。
[0030]
优选方案中,所述台阶面11、基准面15材料为不锈钢材质。由此结构,以使得长期使用过程中的工装精度的稳定保持。
[0031]
上述的实施例仅为本发明的优选技术方案,而不应视为对于本发明的限制,本发明的保护范围应以权利要求记载的技术方案,包括权利要求记载的技术方案中技术特征的等同替换方案为保护范围。即在此范围内的等同替换改进,也在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1