一种轮毂车亮刀具的制作方法
[0001]
本实用新型轮毂生产技术领域,具体涉及一种轮毂车亮刀具。
背景技术:
[0002]
在铝合金轮毂制造行业中,轮毂的表面通常需要进行车削加工。在生产大深度的轮毂时,现有的刀具在车削只能加工其中一个面,再加工另一个面时会与轮毂发生碰撞,只能准备两种刀具来进行更换,对相应的面进行加工,加工效率低下。
[0003]
如图2所示,轮毂的第一加工区域a,需要用正装刀(刀头部12安装于刀杆11的内侧)对其进行加工;如图4所示,如果用反装刀(刀头部12安装于刀杆11的外侧)对其进行加工,刀具与产品会发生碰撞。
[0004]
如图5所示,轮毂的第二加工区域b,需要用反装刀对其进行加工;如图3所示,如果用正装刀对其进行加工,刀具与产品会发生碰撞。
技术实现要素:
[0005]
本实用新型的目的在于克服现有技术的不足,提供一种轮毂车亮刀具。
[0006]
为实现上述目的,本实用新型提供了如下技术方案来实现的:
[0007]
一种轮毂车亮刀具,包括刀杆、刀头部和延长部,刀头部通过延长部安装于刀杆上,刀头部包括与延长部相连的刀体和安装于刀体上的刀片。
[0008]
刀杆、延长部之间可拆卸连接,刀杆和延长部之间设置有夹板,夹板上开设通孔,还包括固定螺栓,固定螺栓穿过夹板上的通孔后分别拧入刀杆和延长部内。
[0009]
延长部、刀头部之间可拆卸连接,延长部下部设有支撑杆,支撑杆上部设有凸块,刀体下部开设有固定槽,凸块与固定槽相配合,延长部和刀体的上下端面上均开设有盲孔,还包括定位架,定位架包括两个支脚和一根横杆,两个支脚分别与延长部、刀体上的盲孔相配合。
[0010]
作为优选,凸块为圆台形,凸块直径较大的一端与支撑杆固定连接。
[0011]
作为优选,定位架的两个支脚和一个横杆一体成型,支脚的直径略大于盲孔的直径。
[0012]
作为优选,刀杆、刀头部、延长部一体成型。
[0013]
与现有技术相比,本实用新型的有益效果是:本实用新型通过延长部连接刀杆和刀头部,根据不同轮毂的形状,更换相配的延长部,使得刀头部能加工轮毂的两个内侧面而不会碰撞,无需在加工过程中更换刀具,提升了生产的效率和刀具的使用率。
附图说明
[0014]
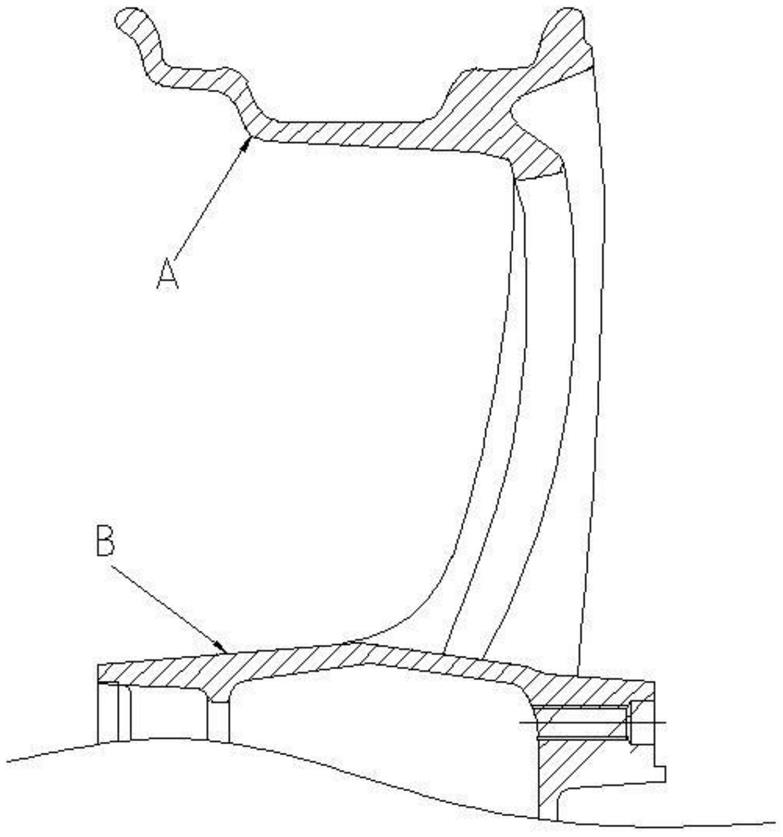
图1为轮毂的局部结构示意图,该局部结构示意图示出了第一加工区域和第二加工区域;
[0015]
图2为正装刀加工第一加工区域的示意图;
[0016]
图3为正装刀加工第二加工区域的示意图;
[0017]
图4为反装刀加工第一加工区域的示意图;
[0018]
图5为反装刀加工第二加工区域的示意图;
[0019]
图6为本实用新型的一种实施例的结构示意图;
[0020]
图7为本实用新型的另一种实施例的结构示意图;
[0021]
图8为本实用新型的另一种实施例的前视图;
[0022]
图9为图8中c处的放大示意图;
[0023]
图10为本实用新型的另一种实施例的仰视图;
[0024]
图11为图10中d处的放大示意图;
[0025]
图12为本实用新型中定位架的结构示意图;
[0026]
图13为本实用新型加工第一加工区域的示意图;
[0027]
图14为本实用新型加工第二加工区域的示意图。
[0028]
附图标记:a、第一加工区域;b、第二加工区域;
[0029]
11、刀杆;12、刀头部;13、延长部;14、夹板;15、固定螺栓;16、定位架;17、支撑杆;18、凸块;19、固定槽;110、盲孔;121、刀体;122、刀片;161、横杆;162、支脚。
具体实施方式
[0030]
下面结合附图6-12对本实用新型的实施例进行详细阐述。
[0031]
一种轮毂车亮刀具,包括刀杆11、刀头部12和延长部13,刀头部12通过延长部13安装于刀杆11上,刀头部12包括与延长部13相连的刀体121和安装于刀体121上的刀片122。通过延长部13连接刀杆11和刀头部12,根据轮毂的形状,选择合适形状的延长部13,在加工轮毂时使刀具除刀片122外其余部分不会与轮毂发生接触,不更换刀具即可完成轮毂表面的完整加工。
[0032]
刀杆11、延长部13之间可拆卸连接,刀杆11和延长部13之间设置有夹板14,夹板14上开设通孔,还包括固定螺栓15,固定螺栓15穿过夹板14上的通孔后分别拧入刀杆11和延长部13内。拧紧固定螺栓15,通过上下两块夹板14将刀杆11和延长部13固定连接在一起。
[0033]
延长部13、刀头部12之间可拆卸连接,延长部13下部设有支撑杆17,支撑杆17上部设有凸块18,刀体121下部开设有固定槽19,凸块18与固定槽19相配合,延长部13和刀体121的上下端面上均开设有盲孔110,还包括定位架16,定位架16包括两个支脚162和一根横杆161,两个支脚162分别与延长部13、刀体121上的盲孔110相配合。凸块18与固定槽19配合固定,将刀头部12初步固定在延长部13上,再通过定位架16的两个支脚162插入盲孔110内,将延长部13和刀体121相固定。
[0034]
刀杆11、延长部13、刀头部12之间可拆卸连接,方便后续的更换。
[0035]
作为优选,凸块18为圆台形,凸块18直径较大的一端与支撑杆17固定连接。凸块18的尺寸略大于固定槽19的尺寸,凸块18与固定槽19之间为过盈配合。
[0036]
作为优选,定位架16的两个支脚162和一个横杆161一体成型,支脚162的直径略大于盲孔110的直径。
[0037]
作为优选,刀杆11、刀头部12、延长部13一体成型。
[0038]
在加工轮毂的两个内侧面时都不会发生接触,无需在加工过程中更换刀具。
[0039]
以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1