一种设备关键零部件的增材修复工装的制作方法
1.本实用新型涉及一种设备关键零部件的增材修复工装,用于大型设备中较长丝杠或轴类零件(2m以上)的表面磨损修复,属于设备维修技术领域。
背景技术:
2.大型进口机床设备,是军工科研生产中不可替代的重要单点设备。其重要核心零部件多为进口,精度高,价格昂贵,供货周期长,一旦出现损坏情况,往往会造成设备长时间的停机,造成巨大的经济损失。
3.此类零部件通常会在轴承安装位产生磨损,利用传统刷镀技术可以对金属零部件的磨损部位进行增材修复(磨损量0.5mm以内),但由于大型机床类设备的丝杠及轴类零件长度较长,本身又具有较高的精度要求,一般要求同轴度小于0.005mm,刷镀技术仅能解决增材问题,无法解决修复精度问题。以丝杠及轴类零件为例,大型进口设备3m长度的德国丝杠精度要求极高,轴承安装位同轴度小于0.005mm,丝杠通常需要几十万元,4个月以上的供货周期,如果没有新型修复方法,此类零件往往只能选择报废换件处理,造成巨大的经济损失。
技术实现要素:
4.本实用新型解决的技术问题是:克服现有技术的不足,提出一种设备关键零部件的增材修复工装,通过两组可以调节的三点定位中心调节工装,配合具有主轴中心通孔的车床,可实现关键磨损零部件的高精度修复。
5.本实用新型解决技术的方案是:
6.一种设备关键零部件的增材修复工装,包括外环和内环,外环为与机床主轴孔固定并起到支撑作用,内环为起到对丝杠夹持调整作用的三瓣式铝环,内环每瓣弧度为110
°-
120
°
,瓣间距为2-5mm;在内圈铝环与外圈外环之间设计3组球头调节螺钉,与铝环为点接触,可通过三个调节螺钉来改变丝杠中心点位置。
7.优选的,外环为上下层圆形开孔结构,用以配合与车床主轴通孔连接及对内环进行支撑。
8.优选的,内环硬度hrc低于20,低于丝杠表面硬度。
9.优选的,通过调节两头的两组中心调解工装的球头调节螺钉,调整丝杠在机床通孔两端的直径中心点同轴度,最终确保两侧径向圆跳动均小于0.003mm,保证车床主轴旋转过程中整个丝杠和磨损部位的同轴度在0.005mm以内。
10.优选的,内环内径比丝杠内径大0.03mm-0.05mm。
11.本实用新型与现有技术相比的有益效果是:
12.(1)本实用新型外环为与机床主轴通孔固定并起到支撑作用的外环,确保了工装整体的刚度和强度,有利于丝杠相对于通孔车床主轴中心孔的同轴度调节;
13.(2)本实用新型内环为起到对丝杠夹持调整作用的三瓣式铝环,另外包括6-8组调
节锁紧螺钉,其中3组螺钉为球头螺钉,外部外环为上下层圆形开孔结构,用以配合与车床主轴通孔连接及对内环铝环瓣进行支撑。
附图说明
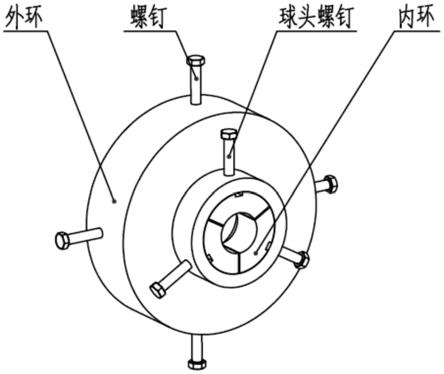
14.图1为本实用新型结构示意图;
15.图2为本实用新型带有丝杠的示意图。
具体实施方式
16.下面结合实施例对本实用新型作进一步阐述。
17.如图1、2所示,一种设备关键零部件的增材修复工装,包括以下几部分部件:外环为与机床主轴孔固定并起到支撑作用的外环;内环为起到对丝杠夹持调整作用的三瓣式铝环;6-8组螺钉,其中3组螺钉为球头螺钉。外部外环为上下层圆形开孔结构,用以配合与车床主轴通孔连接及对内环铝环瓣进行支撑,采用45#钢或a3钢材料制成。内环三瓣式铝环可采用2系列铝合金或黄铜、紫铜材料,确保铝环硬度hrc低于20,即远低于丝杠表面硬度,起到保护丝杠的作用。螺钉采用8.8级以上钢质螺钉,确保工装支撑强度,其中3组螺钉需选用球头螺钉,用以调节丝杠中心点。
18.工装外侧为外环,通过3-4组8.8级以上强度的螺钉将外环与车床主轴锁紧连接;工装内侧为三瓣式铝环,每片自身弧度为110-120
°
,通过3组8.8级以上强度的球头螺钉与外环固定连接,球头调节螺钉头部与铝环为点接触;铝环内表面与需要内部夹持的丝杠弧面夹紧连接。
19.将丝杠通过两组三点式中心调节工装夹持在车床上,通过丝杠两头完好部位圆周打千分表来确定两侧径向跳动数值。通过调节两头的两组中心调解工装的球头螺钉,来调整丝杠在机床通孔两端的直径中心点同轴度,最终确保两侧径向圆跳动均小于0.003mm,即可保证车床主轴旋转过程中整个丝杠和磨损部位的同轴度在0.005mm以内。调整好丝杠同轴度后,为了保持调整好的精度,在铝环和外环之间的调整槽内灌注填充胶,24小时会常温固化,会使点接触变成了大面积的完全接触,调整好的精度就不会产生偏差。为防止填充胶和外环粘在一起,在装配前,可在外环上涂一层分离剂,待加工完成后,可将所有零件拆分。通过工装将丝杠同轴精度调整完成后,后续即可对丝杠磨损部位进行粗车、精车、手工研磨等后续修复步骤。
20.此类丝杠零部件通常会在轴承安装位产生磨损,利用传统刷镀技术可以对金属零部件的磨损部位进行增材修复(磨损量0.5mm以内),但由于大型机床类设备的丝杠及轴类零件长度较长,本身又具有较高的精度要求,一般要求同轴度小于0.005mm,刷镀技术仅能解决增材问题,无法解决修复精度问题。
21.具体制作方法为:
22.1)根据丝杠直径,设计制作两套适用于主轴中心通孔车床两侧装夹的中心调节加持工装。工装外侧为外环,可通过4个螺钉将外环与车床主轴锁紧;工装内侧为三瓣式铝环,每片120
°
,片间距2mm,铝环内径比丝杠内径大0.05mm,内环三瓣式铝环可采用2系列铝合金或黄铜、紫铜材料,确保铝环硬度hrc低于20,即远低于丝杠表面硬度,起到保护丝杠的作用。在内圈铝环与外圈外环之间有3组球头调节螺钉,铝环在调节螺钉处铣平槽,与调节螺
钉为点接触。三点决定一个圆,这种结构以可通过三个调节螺钉来改变内部铝环的夹持位置来改变丝杠中心点位置,进而调整丝杠在机床通孔两端的直径中心点同轴度。
23.2)将步骤1)制作的中心调节工装准备好,准备好一台具有中心通孔的车床,将丝杠通过左右两组三点式中心调节工装夹持在车床上,通过调整工装内外环之间的球头螺钉,来改变三瓣铝环的夹紧程度,进而改变内部铝环的位置,进而改变丝杠两端中心点位置,最终使丝杠磨损部位同轴度与机床主轴同轴度达到0.005mm以内,确保保证车床主轴旋转过程中丝杠磨损部位旋转的同轴度。调整好同轴度后,调整螺钉与铝环之间是点接触,这种方式有利于调整,但是在以后的滚珠丝杠加工修复过程中,这种装夹结构只是点接触,在零件旋转运动的情况下不利于精度保持,精度容易产生偏差。为了保持调整好的精度,在铝环和外环之间的调整槽内灌注填充胶,24小时会常温固化,会使点接触变成了大面积的完全接触,调整好的精度就不会产生偏差。为防止填充胶和外环粘在一起,在装配前,可在外环上涂一层分离剂,待加工完成后,可将所有零件拆分。
24.3)将步骤2)得到的通过工装固定在车床上的丝杠磨损表面进行镍基合金刷镀增材处理。刷镀前需要对丝杠进行清洗,用丙酮擦拭除油,并进行车加工去料0.03mm,车加工时不能使用切削冷却液,并在准备刷镀的部位周围做好保护。在刷镀过程中电流不能过大,否则金属镀层不够致密。刷镀速度要控制在机床主轴每转动5圈,镀层厚度增加0.001mm。如果刷镀区域温度高出室温15℃,要待温度降下来再继续刷镀。最终修复区域的镀层尺寸要比滚珠丝杠的基准面高出0.05mm。
25.4)将步骤3)得到的丝杠维修部位进行精车及研磨修复,准备好研磨砂﹑酒精﹑煤油和砂纸(颗粒度从400目到1000目均需要准备)。架千分表打滚珠丝杠没磨损的部位,测出跳动量,用记号笔标记出跳动高点。之前已经将机床主轴和滚珠丝杠调同轴,所以这个跳动量值就是机床主轴的跳动量,标记出来便于以后修复丝杠的高点。
26.5)将步骤4)得到的丝杠进行粗车修复,粗车刷镀部位。一般研磨前留余量为0.01—0.02mm。粗车,单边留余量0.03mm。
27.6)将步骤5)得到的丝杠修复面,用400目砂纸打磨。由于0.03mm的单边余量太大,超过了研磨套的内径尺寸,只能用相对粗的砂纸打磨。在打磨的过程中要经常检测外径值和同轴度情况,注意修正。控制打磨速度,保证零件表面温度不要太热,否则会导致测量尺寸产生偏差。最终打磨到单边余量0.01mm。
28.7)将步骤6)得到的丝杠精车修复部位准备进行手工研磨修复,设计制作专用手工研磨套,研磨套的内套加工要注意保证内孔尺寸精度的保证:研磨套材料为黄铜h62,通过研磨套将尺寸修复至0.003mm,保证同轴度达到0.005mm。
29.8)将步骤7)得到的研磨套对丝杠精车修复部位进行手工研磨修复,上研磨套,用注射器注研磨砂。将螺钉拧上一定力度,不需要太紧。转动机床主轴,用手握住研磨套,在刷镀区域来回研磨。注意多测量,检测外径值和同轴度情况,掌握用力的手感。控制研磨速度,保证零件表面温度不要太热。研磨到单边余量0.005mm时,要停下来,进行“定温”。研磨部位需要散热,温度需要降下来,和室温平衡,这样测量微米级精度会比较准确。“定温”需要2个小时左右。“定温”后测量外径尺寸,记录下来。找到标记的丝杠高点,在相对的刷镀面做出标记。继续上研磨套,不转动主轴,在做出标记面上加一定的力,做局部研磨。经常测量,研磨到0.004mm时,停下来,这样能在一定程度上消除机床主轴跳动量影响。再上研磨套,重复
研磨过程,并将测量频率增大,研磨速度降低,到零限之前,最后有一次“定温”过程。到尺寸(尺寸的零限)后,用1000目砂纸抛光,抛光会使表面粗糙度更好,不会有尺寸变化。最终使滚珠丝杠修复精度达到0.002mm,同轴度0.005mm。
30.9)将步骤8)得到的修复丝杠从车床和修复工装上拆卸下来,做好保护。
31.本实用新型外环为与机床主轴通孔固定并起到支撑作用的外环,确保了工装整体的刚度和强度,有利于丝杠相对于通孔车床主轴中心孔的同轴度调节。
32.本实用新型虽然已以较佳实施例公开如上,但其并不是用来限定本实用新型,任何本领域技术人员在不脱离本实用新型的精神和范围内,都可以利用上述揭示的方法和技术内容对本实用新型技术方案做出可能的变动和修改,因此,凡是未脱离本实用新型技术方案的内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化及修饰,均属于本实用新型技术方案的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1