一种超声波焊接机的制作方法
[0001]
本实用新型涉及焊接技术领域,尤其是涉及一种超声波焊接机。
背景技术:
[0002]
目前,超声波焊接机(ultrasonic wave metal spot welder)是把高频电能通过换能器转换成机械振动能作用于工件上,在两工件表面之间产生高频摩擦,直至两工件表面之间发热而熔接在一起的先进高科技设备。一套超声波焊接系统的主要组件包括超声波发生器,换能器、焊头三部分,超声波发生器,换能器、焊头依次连接,波发生器,换能器、焊头通过机架进行固定。超声波焊接机在工作时通过超声波发生器将50/60赫兹电流转换成15、20、30或40 khz 电能。被转换的高频电能通过换能器再次被转换成为同等频率的机械运动,随后机械运动通过换能器上的变幅杆装置传递到焊头上。焊头将接收到的振动能量传递到待焊接工件的接合部,在该区域,振动能量被通过摩擦方式转换成热能,将要焊接的工件表面熔化,进而可使两个工件焊接在一起。
[0003]
现有专利授权公告号:cn209439592u《超声波焊接机》公开了一种超声波焊接机,包括机体以及底座;机体包括换能器以及连接在换能器底端的焊接头,底座位于焊接头的下方,还包括密封罩设在焊接头外围的且与焊接头相对固定的密封罩,密封罩的底端具有开口,焊接时,开口与底座密封贴合,以使待焊接工件处于密闭腔体内,且密封罩上具有抽气孔,以使密闭腔体可形成为负压腔。
[0004]
上述中的现有技术方案存在以下缺陷:当通过超声波焊接机焊接不同的工件时,不同工件需要焊接的位置、大小均不相同,此时需要更换焊接头以适应不同的工件,上述方案中焊接头时,需要人工握住焊接头,使得焊接头抵接在换能器底座,且不能移动,然后再通过螺栓固定,焊接头为金属制成,重量较大,使得整个安装更换过程比较麻烦。
技术实现要素:
[0005]
针对现有技术存在的不足,本实用新型的目的是提供一种焊接头安装更加方便的超声波焊接机。
[0006]
本实用新型的上述目的是通过以下技术方案得以实现的:一种超声波焊接机,包括机架、设置在所述机架上端的换能器以及设置在所述换能器下端的焊接头,所述换能器下端设置有固定座,所述固定座侧端设置有弧形连接头,所述焊接头侧端设置有连接杆,所述连接杆远离所述焊接头的一端垂直设置有限位杆,所述弧形连接头侧端开设有供所述连接杆插接的连接槽,所述弧形连接头中部开设有供所述限位杆嵌接转动的限位槽,所述限位槽和所述连接槽相连通,所述固定座远离所述弧形连接头的一端设置有定位片,所述焊接头远离所述连接杆的一端转动连接有定位板,所述定位板中部开设有供所述定位片插接的定位孔。
[0007]
通过采用上述技术方案,当该超声波焊接机需要焊接另一种工件时,需要更换焊接头,此时将原焊接头取下,将新焊接头取出,使得焊接头一端的限位杆直接插接在限位槽
内,转动焊接头,使得连接杆插入连接槽内,当焊接头的上端面与固定座的下端面抵接时,转动定位板,使得定位片插进定位孔内,此时焊接头被预固定,此时再通过螺栓将焊接头和固定座完全固定。该方案避免了安装焊接头时要一直托举着固定,使得安装过程更加方便,同时,通过限位槽、连接槽和定位孔也使得焊接头固定的位置更加准确。
[0008]
本实用新型进一步设置为:所述定位板的转轴上套设有扭簧,所述定位板远离扭簧的一端设置有导向面。
[0009]
通过采用上述技术方案,通过在定位板的转轴上设置扭簧,使得定外板竖直向上且一直抵接在焊接头侧端,再加上设置导向面,使得转动焊接头时,不需要人工转动定位板,定位片沿着导向面直接滑入定位孔内,同时扭簧使得定位板侧端抵接在固定座侧端,从而使得焊接头的安装更加方便。
[0010]
本实用新型进一步设置为:所述焊接头两侧端设置有限位板,所述限位板随所述焊接头转动,并抵接于所述固定座侧端,所述限位板和所述固定座通过螺栓固定。
[0011]
通过采用上述技术方案,通过设置限位板,并通过螺栓将限位板和固定座固定,使得在安装焊接头时,直接在侧端通过螺栓固定,避免了从底部打入螺栓将焊接头和固定座固定,使得固定更加方便。
[0012]
本实用新型进一步设置为:所述焊接头远离所述固定座的一端设置有耐磨板。
[0013]
通过采用上述技术方案,该超声波焊接机工作时焊接头进行频率非常高的振动,从而将工件与焊接头的接触部分融化,进而焊接,长时间使用后会导致焊接头与工件的接触部分出现磨损,而更换整个焊接头又比较浪费,该方案通过在焊接头下端设置耐磨板,使得工作时由耐磨板与工件接触,而耐磨板出现磨损时只需要单独更换耐磨板,便可使得焊接头继续使用,从而节省成本。
[0014]
本实用新型进一步设置为:所述机架下端设置有底座,所述底座向所述焊接头下侧延伸形成焊接座,所述焊接座内开设有多条冷却水道。
[0015]
通过采用上述技术方案,当工件被焊接完成后,需要进行包装,超声波焊接是将工件表面融化进行焊接,只有当焊接部位完全凝固,才能达到想要的连接强度,通过在焊接座内开设冷却水道,使得焊接座表面温度下降,将焊接完的工件直接放置在焊接座上,有利于加快工件冷却,减小焊接处断裂的风险。
[0016]
本实用新型进一步设置为:所述焊接座上端滑移连接有多块支撑块。
[0017]
通过采用上述技术方案,移动支撑块组合出合适的大小,当焊接不同的工件,将工件放置在合适大小的支撑块上,从而使得工件放置的位置更适合焊接,以得到更好的焊接效果。
[0018]
本实用新型进一步设置为:所述焊接座上端设置有“t”型滑条,所述支撑块下端开设有供所述“t”型滑条滑移插接的“t”型滑槽。
[0019]
通过采用上述技术方案,支撑块通过
ꢀ“
t”型滑槽滑移连接在“t”型滑条上,使得支撑块的更换非常方便,当工件为不规整形状时,可通过更换相对应的支撑块,以达到焊接的目的,使得该超声波焊接机可更加方便焊接多种工件。
[0020]
本实用新型进一步设置为:所述底座一端竖直设置有支撑柱,所述机架通过多个卡箍固定所述支撑柱侧端。
[0021]
通过采用上述技术方案,机架通过卡箍固定在支撑柱侧端,使得松动卡箍可使得
机架可上下移动再进行固定,使得该超声波焊接机可适用于更多规格的工件。
[0022]
综上所述,本实用新型的有益技术效果为:
[0023]
1.通过将限位杆直接插接在限位槽内,转动焊接头,使得连接杆插入连接槽内,而后定位片抵接着导向面滑入定位孔内,使得焊接头被预固定,使得焊接头的安装更加方便;
[0024]
2.通过设置多条冷却水道,加速焊接完工件的冷却速度,减少焊接处断裂的风险;
[0025]
3.机架通过卡箍固定在支撑柱侧端,使得机架可在支撑柱上滑移固定,从而使得该超声波焊机可焊接更多规格的工件。
附图说明
[0026]
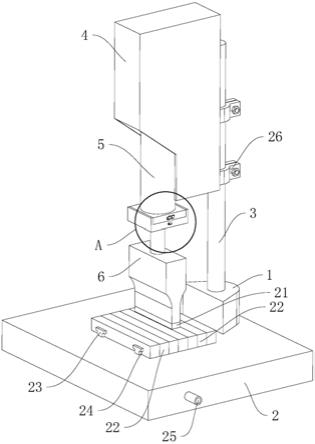
图1为超声波焊接机的结构示意图;
[0027]
图2为图1的a处放大图;
[0028]
图3为超声波焊接机的结构示意图;
[0029]
图4为图3的b处放大图。
[0030]
图中:1、底座;2、焊接座;3、支撑柱;4、机架;5、换能器;6、焊接头;7、固定座;8、弧形连接头;9、限位槽;10、连接槽;11、定位片;12、连接杆;13、限位杆;14、转动座;15、转动轴;16、定位板;17、扭簧;18、定位孔;19、导向面;20、限位板;21、耐磨板;22、支撑块;23、“t”型滑条;24、“t”型滑槽;25、冷却水道;26、卡箍。
具体实施方式
[0031]
以下结合附图对本实用新型作进一步详细说明。
[0032]
参见图1,一种超声波焊接机,包括底座1、与底座1一体设置的焊接座2、通过螺栓固定在底座1上端的支撑柱3、通过卡箍26固定在支撑柱3一侧的机架4、设置在机架4上端的换能器5以及设置在换能器5下端的焊接头6。
[0033]
参见图1和图2,换能器5下端通过螺栓固定有方型固定座7,固定座7一侧端焊接有弧形连接头8,弧形连接头8由下向上弯曲,弧形连接头8靠近固定座7的一端开设有底部为圆弧状的限位槽9,弧形连接头8中部开设有垂直于限位槽9的连接槽10,连接槽10连通于限位槽9。
[0034]
参见图2和图4,固定座7背离弧形连接头8的一端面垂直焊接有定位片11,定位片11的上端面垂直于固定座7侧端面,定位片11的下端面为倾斜状,即定位片11下端远离固定座7的一侧高于靠近固定座7的一侧。
[0035]
焊接头6侧端焊接有连接杆12,连接杆12远离焊接头6的一端垂直焊接有限位杆13,限位杆13插接在限位槽9内,焊接头6可以将限位杆13做转轴使用,使得焊接头6转动时,连接杆12滑移插接于连接槽10,限位杆13在限位槽9内转动。
[0036]
焊接头6背离连接杆12的一端焊接有转动座14,转动座14通过转动轴15转动连接有定位板16,转动轴15上套设有扭簧17,使得定位板16竖直向上且抵接在焊接头6侧端。定位板16中部开设有供定位片11插接的定位孔18,定位板16远离转动轴15的一端设置为导向面19。当转动焊接头6时,定位片11先抵接于导向面19,此时定位板16向远离焊接头6一侧转动,继续转动焊接头6,定位片11滑入定位孔18内,此时焊接头6的上端面抵接在固定座7的下端面,定位板16的一端面抵接在固定座7的侧端面,从而将焊接头6预固定在固定座7下
端。
[0037]
参见图2和图3,焊接头6在未设置定位板16和连接杆12的两侧端平行焊接有限位板20,当焊接头6被预固定后,限位板20侧端抵接在固定座7侧端,通过螺栓将限位板20和固定座7完全固定。
[0038]
参见图1和图3,焊接头6的下端通过螺栓固定有耐磨板21。
[0039]
焊接座2上端滑移连接有多块支撑块22,焊接座2上端在焊接头6下侧一体设置有一条“t”型滑条23,支撑块22下端开设有供“t”型滑条23滑移插接的“t”型滑槽24。
[0040]
焊接座2内水平开设有多条冷却水道25,通过向冷却水道25内通入水,使得整个焊接座2的温度下降,当工件焊接完成后放在焊接座2一边静置可加速工件焊接处的冷却。
[0041]
本实施例的实施原理为:
[0042]
当该超声波焊接机需要焊接另一种工件时,先根据工件的大小的形状,调节机架4的位置以及支撑块22的形状,此时将原焊接头6取下,将新焊接头6取出,使得焊接头6一端的限位杆13直接插接在限位槽9内,转动焊接头6,使得连接杆12插入连接槽10内,当焊接头6的上端面与固定座7的下端面逐渐靠近时,定位片11沿着导向面19直接滑入定位孔18内,同时扭簧17使得定位板16侧端紧紧的抵接在固定座7侧端,从而将焊接头6预固定,此时限位板20抵接在固定座7侧端,然后通过螺栓将限位板20和固定座7固定。
[0043]
本具体实施方式的实施例均为本实用新型的较佳实施例,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1