一种钢管连续生产用对焊工作台的制作方法
[0001]
本实用新型涉及方形钢管生产技术领域,尤其涉及一种钢管连续生产用对焊工作台。
背景技术:
[0002]
方形钢管简称方钢管又叫方管,是方形管材的一种称呼,也就是边长相等的的钢管,一般是由高频焊接的圆管进行二次成型加工而成。方管的原材料是带钢,成卷的带钢开卷后经过工艺处理卷制而成,带钢经由成型机组一次成型,将原本平直的带钢卷曲成弧形,并由高频焊接设备对卷曲后的带钢进行,使弧形的带钢合缝成圆形钢管,再在方管成型机组内进行二次成型,使圆管变形为方管。
[0003]
专利公开号为cn209716847u公开了一种钢带剪切对焊机用钢带对接输送装置,包括底座,底座上设有双层平台,上层平台可相对下层平台横向移动,下层平台可相对底座纵向移动,上层平台上依次设置压紧机构和输送机构。上述技术方案通过手轮带动螺旋副机构运动实现板料带在宽度方向的调整,使新旧料带对接时在宽度方向上保持平齐。
[0004]
上述技术方案在带钢进行对接时,需要有另外一名焊工进行施焊,但现有的焊接方式中,工人手持焊枪对焊缝进行焊接,在焊枪摆动幅度出现较大变化时,部分带钢焊接处形成的焊疤焊缝宽窄差变大,焊缝边缘不匀直,使焊缝区域应力分布错位,不仅造成焊缝成型不美观,还影响焊缝与带钢的结合强度,使焊缝容易破坏。
技术实现要素:
[0005]
本实用新型的目的是提供一种钢管连续生产用对焊工作台,可以在焊接完成后对带钢上多余的不合格焊缝进行修磨清理,减少凸出的焊缝部,降低带钢焊接部分的焊缝宽窄差,提高带钢对焊的质量。
[0006]
本实用新型是通过以下技术方案得以实现的:
[0007]
一种钢管连续生产用对焊工作台,包括对焊台架和滑动连接于对焊台架上端中部的活动压架,所述活动压架在对焊台架上纵向滑动,所述活动压架上滑动连接有两个滑板座,两个所述滑板座上固定连接有连动架体,一侧的所述滑板座上固定连接有电动机,所述电动机转动端固定连接有中心转杆,所述中心转杆上套接有两个打磨砂轮,两个所述打磨砂轮互相远离一侧固定连接有用于将打磨砂轮与中心转杆卡接的锁止机构,两个所述打磨砂轮之间设有用于调节两个打磨砂轮间距的同轴平移机构。
[0008]
通过采用上述技术方案,在中心转杆上设置的两个打磨砂轮,可根据焊缝宽度调节两个打磨砂轮的间距。
[0009]
进一步设置为:所述同轴平移机构包括砂盘调节架、纵移转轴、调节螺栓和内顶弹簧,所述砂盘调节架固定连接于中心转杆中部,所述纵移转轴滑动连接于砂盘调节架内部,所述纵移转轴两端均转动连接有连动转杆,所述纵移转轴通过连动转杆与打磨砂轮转动连接,所述内顶弹簧上下两端分别与纵移转轴和中心转杆相抵,所述调节螺栓螺纹连接于砂
盘调节架上部,所述调节螺栓下端与纵移转轴相抵接。
[0010]
通过采用上述技术方案,在中心转杆中部设置的同轴平移机构,使砂盘调节架上的调节螺栓和内顶弹簧配合调节纵移转轴在砂盘调节架上的位置,从而调节两个打磨砂轮在中心转杆上的位置。
[0011]
进一步设置为:所述锁止机构包括定位桩片和砂轮定位螺栓,所述定位桩片与打磨砂轮固定连接,所述定位桩片中部螺纹连接有砂轮定位螺栓,所述砂轮定位螺栓锁止状态时与中心转杆相抵接。
[0012]
通过采用上述技术方案,在打磨砂轮上设置的锁止机构,拧动定位桩片上的砂轮定位螺栓,使砂轮定位螺栓与中心转杆解锁锁定状态时,便于移动打磨砂轮在中心转杆上的位置。
[0013]
进一步设置为:所述中心转杆上部开设有定位滑槽,所述砂轮定位螺栓锁止状态时与定位滑槽底部相抵接。
[0014]
通过采用上述技术方案,使砂轮定位螺栓锁止状态时与定位滑槽相抵接,便于提高砂轮定位螺栓与中心转杆锁止状态的稳定性。
[0015]
进一步设置为:所述中心转杆两侧开设有限转横槽,所述打磨砂轮内部设有两个用于限制打磨砂轮在中心转杆上转动的卡位齿块,所述卡位齿块与限转滑槽相匹配。
[0016]
通过采用上述技术方案,使打磨砂轮内部的两个卡位齿块与中心转杆上的限转滑槽相匹配,便于提高打磨砂轮在中心转杆上滑动时的稳定性,减小中心转杆转动工作时,打磨砂轮在中心转杆上的晃动。
[0017]
进一步设置为:所述电动机下侧设有驱动机构,所述驱动机构包括移位丝杆和副滑杆,所述移位丝杆转动连接于电动机下侧的滑板座上,所述电动机下侧的滑板座内开设有传动螺孔和滑移通孔,所述移位丝杆贯穿传动螺孔与滑板座螺纹连接,所述副滑杆贯穿滑移通孔与滑板座滑动连接。
[0018]
通过采用上述技术方案,在电动机下侧设置的驱动机构,便于通过转动滑板座上的移位丝杆调节滑板座在活动压架上的位置。
[0019]
进一步设置为:所述对焊台架上端中部固定连接有两个限位滑杆,所述活动压架垂直于带钢传动方向的两端固定连接有纵移桩片,所述活动压架通过纵移桩片与对焊台架滑动连接。
[0020]
通过采用上述技术方案,使活动压架通过纵移桩片与对焊台架滑动连接,便于使活动压架下移时,对带钢头尾对接部分进行压合固定,从而方便后续对焊缝进行打磨处理。
[0021]
进一步设置为:所述连动架体远离电动机一侧设有转轴座,所述转轴座固定连接于滑板座上部,所述转轴座与中心转杆远离电动机一端转动连接。
[0022]
通过采用上述技术方案,在连动架体远离电动机一侧设置的转轴座,便于减小中心转杆转动时的晃动,提高中心转杆带动两个打磨砂轮转动时的稳定性。
[0023]
综上所述,本实用新型的有益技术效果为:
[0024]
(1)本实用新型使电动机驱动中心转杆上端两个打磨砂轮转动,对焊缝两侧的不规则焊疤进行打磨清理,减少因焊缝宽窄差较大造成的焊缝区域应力分布错位的影响,提高带钢的对焊质量;
[0025]
(2)在两个打磨砂轮之间设置的同轴平移机构,便于根据焊缝宽窄情况调节两个
打磨砂轮的间距,从而方便适应不同焊缝宽度。
附图说明
[0026]
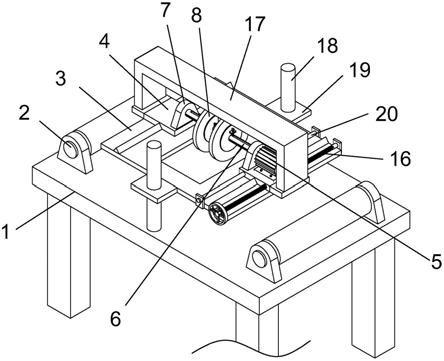
图1是本实用新型的整体结构示意图;
[0027]
图2是本实用新型的正视图;
[0028]
图3是本实用新型砂盘调节架部分的结构示意图;
[0029]
图4是本实用新型的俯视图。
[0030]
附图标记:1、对焊台架;2、压料辊;3、活动压架;4、滑板座;5、电动机;6、中心转杆;7、转轴座;8、打磨砂轮;9、定位桩片;10、砂轮定位螺栓;11、砂盘调节架;12、纵移转轴;13、连动转杆;14、调节螺栓;15、内顶弹簧;16、移位丝杆;17、连动架体;18、限位滑杆;19、纵移桩片;20、副滑杆。
具体实施方式
[0031]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
[0032]
在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型保护范围的限制此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
[0033]
参照图1,为本实用新型公开的一种钢管连续生产用对焊工作台,包括对焊台架1和滑动连接于对焊台架1上端中部的活动压架3,活动压架3在对焊台架1上纵向滑动,活动压架3两侧设有两个与对焊台架1转动连接的压料辊2,压料辊2用于压合带钢在对焊台架1上的传动,限制带钢在对焊台架1上的翘起,活动压架3上滑动连接有两个滑板座4,两个滑板座4上固定连接有连动架体17,一侧的滑板座4上固定连接有电动机5,电动机5转动端固定连接有中心转杆6。
[0034]
请参阅图1和图2,中心转杆6上套接有两个打磨砂轮8,中心转杆6两侧开设有限转横槽,打磨砂轮8内部设有两个用于限制打磨砂轮8在中心转杆6上转动的卡位齿块,卡位齿块与限转滑槽相匹配,使打磨砂轮8内部的两个卡位齿块与中心转杆6上的限转滑槽相匹配,便于提高打磨砂轮8在中心转杆6上滑动时的稳定性,减小中心转杆6转动工作时,打磨砂轮8在中心转杆6上的晃动,两个打磨砂轮8互相远离一侧固定连接有用于将打磨砂轮8与中心转杆6卡接的锁止机构。
[0035]
请参阅图3,锁止机构包括定位桩片9和砂轮定位螺栓10,定位桩片9与打磨砂轮8固定连接,定位桩片9中部螺纹连接有砂轮定位螺栓10,砂轮定位螺栓10锁止状态时与中心转杆6相抵接,在打磨砂轮8上设置的锁止机构,拧动定位桩片9上的砂轮定位螺栓10,使砂轮定位螺栓10与中心转杆6解锁锁定状态时,便于移动打磨砂轮8在中心转杆6上的位置,中心转杆6上部开设有定位滑槽,砂轮定位螺栓10锁止状态时与定位滑槽底部相抵接,使砂轮定位螺栓10锁止状态时与定位滑槽相抵接,减小中心转杆6转动时处于砂轮定位螺栓10锁
止状态下的打磨砂轮8在中心转杆6上的晃动,待移动到合适位置后,反向拧动砂轮定位螺栓10,使砂轮定位螺栓10与中心转杆6抵接,完成对打磨砂轮8位置的限定。
[0036]
请参阅图3,两个打磨砂轮8之间设有用于调节两个打磨砂轮8间距的同轴平移机构,同轴平移机构包括砂盘调节架11、纵移转轴12、调节螺栓14和内顶弹簧15,砂盘调节架11固定连接于中心转杆6中部,纵移转轴12滑动连接于砂盘调节架11内部,纵移转轴12两端均转动连接有连动转杆13,纵移转轴12通过连动转杆13与打磨砂轮8转动连接,内顶弹簧15上下两端分别与纵移转轴12和中心转杆6相抵,调节螺栓14螺纹连接于砂盘调节架11上部,调节螺栓14下端与纵移转轴12相抵接,使砂盘调节架11上的调节螺栓14和内顶弹簧15配合调节纵移转轴12在砂盘调节架11上的位置,从而调节两个打磨砂轮8在中心转杆6上的位置,使纵移转轴12向远离中心转杆6一侧移动时,拉动两个打磨砂轮8向互相靠近一侧移动,纵移转轴12向靠近中心转杆6一侧移动时,两个连动转杆13推动两个打磨砂轮8向互相远离一侧移动,从而根据焊缝宽度调节两个打磨砂轮8的间距,在中心转杆6上调节两个打磨砂轮8的位置,可根据焊缝宽度调节两个打磨砂轮8的间距,对焊接完成后带钢上多余的不合格焊缝进行修磨清理,降低带钢焊接部分的焊缝宽窄差。
[0037]
请参阅图4,电动机5下侧设有驱动机构,驱动机构包括移位丝杆16和副滑杆20,移位丝杆16转动连接于电动机5下侧的滑板座4上,电动机5下侧的滑板座4内开设有传动螺孔和滑移通孔,移位丝杆16贯穿传动螺孔与滑板座4螺纹连接,副滑杆20贯穿滑移通孔与滑板座4滑动连接,在电动机5下侧设置的驱动机构,便于通过转动滑板座4上的移位丝杆16调节滑板座4在活动压架3上的位置。
[0038]
请参阅图1,对焊台架1上端中部固定连接有两个限位滑杆18,活动压架3垂直于带钢传动方向的两端固定连接有纵移桩片19,活动压架3通过纵移桩片19与对焊台架1滑动连接,使活动压架3通过纵移桩片19与对焊台架1滑动连接,便于使活动压架3下移时,对带钢头尾对接部分进行压合固定,从而方便后续对焊缝进行打磨处理。
[0039]
请参阅图2,连动架体17远离电动机5一侧设有转轴座7,转轴座7固定连接于滑板座4上部,转轴座7与中心转杆6远离电动机5一端转动连接,在连动架体17远离电动机5一侧设置的转轴座7,便于减小中心转杆6转动时的晃动,提高中心转杆6带动两个打磨砂轮8转动时的稳定性。
[0040]
本实用新型的工作原理及有益效果为:
[0041]
当在对焊台架1上完成对带钢的焊接后,移动带钢焊缝处至活动压架3下侧,下移活动压架3,使活动压架3对带钢焊缝处进行扣合限位,根据焊缝的宽度调节砂盘调节架11,焊缝较宽时,转动调节螺栓14,使调节螺栓14抵接纵移转轴12向靠近中心转杆6一侧移动,纵移转轴12两侧的连动转杆13推动两个打磨砂轮8向互相远离一侧移动,焊缝较窄时,反向转动调节螺栓14,使调节螺栓14向远离中心转杆6一侧移动,内顶弹簧15推动纵移转轴12向远离中心转杆6一侧移动,进而带动两个打磨砂轮8向互相靠近一侧移动,待两个打磨砂轮8移动至焊缝两侧边缘处位置后,转动砂轮定位螺栓10,使砂轮定位螺栓10与中心转杆6上的定位滑槽抵接,完成对打磨砂轮8在中心转杆6上的位置固定,启动电动机5,使电动机5转动端驱动中心转杆6带动两个打磨砂轮8转动,打磨砂轮8对带钢焊缝边缘部进行打磨,转动移位丝杆16驱动滑板座4在活动压架3上滑动,从而完成对带钢焊缝两侧边缘部的打磨,减小焊缝宽窄差,提高带钢的对焊质量。
[0042]
以上所述,仅为本实用新型较佳的具体实施方式,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1