一种汽车天窗导轨生产用侧冲模具的制作方法
1.本实用新型涉及冲压模具领域,具体为一种汽车天窗导轨生产用侧冲模具。
背景技术:
2.随着汽车产业的发展,汽车制造技术水平不断提高,汽车车身冲压组件结构也越来越复杂,因此对冲压模具结构及精度都提出了更加 严格的要求,例如专利号为cn201420846165.6的专利号,该专利解决了现有侧冲孔模具存在的冲头与侧压料芯干涉问题,提高了冲压制件的孔位精度和产品质量,但模具在加工时,模具主体需要压板固定,且需要很多种类的模具板放置板适配不同型号大小的材料,这样十分浪费模具生产周期。
技术实现要素:
3.本实用新型的目的在于提供一种汽车天窗导轨生产用侧冲模具,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:
5.一种汽车天窗导轨生产用侧冲模具,包括有下模座、放置模和导正模,所述下模座上设置有第一凹槽,所述第一凹槽中心处设置有第一通孔,且所述放置模和导正模放置在第一凹槽内,所述放置模上设置有第二凹槽,所述第二凹槽上设置有第二通孔,且上面设置有挡料块,所述第二凹槽的两侧设置有滑动槽,所述挡料块的两侧设置有滑动轴,所述滑动轴位于第二凹槽内,且所述放置模的两侧前后均设置有第一容纳槽,所述第一容纳槽内设置有卡合组件,所述卡合组件包括有卡合块,所述导正模上设置有第三通孔,且其两侧前后设置有第二容纳槽,所述第二容纳槽内也设置有卡合组件,所述第一通孔、第二通孔和第三通孔位于同一水平位置,所述第三通孔上设置有撞针,所述第一凹槽两侧设置有四个与卡合块配对的卡合槽。
6.进一步的,所述第一凹槽底部设置有两条滑动轨,所述放置模下端设置有与之配对的滑动条杆,从而能够实现放置模更好的在下模座上的安装。
7.进一步的,所述挡料块上端设置有固定螺栓,通过扭紧固定螺栓可固定挡料块位置,从而能够实现限定挡料块的位置,实现精准固定。
8.进一步的,所述滑动槽的两端设置有限位块,从而能够防止挡料块滑出滑动槽。
9.进一步的,所述卡合块为梯形结构,从而能够实现不需要人工按压,自然推动下即可完成卡合。
10.进一步的,所述卡合组件还包括有第一弹簧,所述第一弹簧安装在第一容纳槽或第二容纳槽内,从而能够实现卡合块的自动弹出,完成自动卡合。
11.进一步的,所述下模座的前后端设置有四个与卡合槽配对且贯通的开槽,所述开槽内设置有回弹组件,所述回弹组件包括有第二弹簧和回弹板,所述第二弹簧位于开槽内侧,所述回弹板位于卡合槽内部,且第二弹簧和回弹板均连接在拉动杆上,所述拉动杆裸露在开槽外端,从而能够实现拉动拉动杆即可使回弹板触碰卡合块,使卡合块弹出卡合槽内,
完成拆卸。
12.进一步的,所述回弹板和卡合块为磨砂设计,从而能够防止机械磨损。
13.与现有技术相比,本实用新型的有益效果是:
14.该模具将下模座、放置模和导正模三部分,通过导正模可固定住放置模,从而不需要再安装压板固定,且通过挡料块的设计,从而使第二凹槽能够适应不同长度的坯料,通过卡合组件的设计,可使模具三组件完成简单便捷的安装固定,极大程度节约生产周期。
附图说明
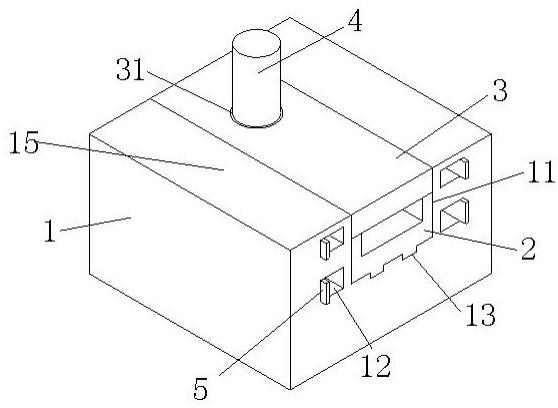
15.图1为本实用新型的整体结构示意图;
16.图2为本实用新型的放置模示意图;
17.图3为本实用新型的导正模示意图;
18.图4为本实用新型卡合组件和回弹组件剖视图;
19.图中:1、下模座;2、放置模;3、导正模;4、撞针;5、回弹组件;6、卡合组件;7、挡料块;11、第一凹槽;12、开槽;13、滑动轨;14、卡合槽;15、第一通孔;21、第二通孔;22、滑动条杆;23、第二凹槽;24、滑动槽;25、限位块;26、第一容纳槽;31、第三通孔;32、第二容纳槽;51、拉动杆;52、回弹板;53、第二弹簧;61、卡合块;62、第一弹簧;71、滑动轴;72、固定螺栓。
具体实施方式
20.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更加全面的描述,附图中给出了本实用新型的若干实施例,但是本实用新型可以通过不同的形式来实现,并不限于文本所描述的实施例,相反的,提供这些实施例是为了使对本实用新型公开的内容更加透彻全面。
21.需要说明的是,当元件被称为“固设于”另一个元件,它可以直接在另一个元件上也可以存在居中的元件,当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件,本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
22.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常连接的含义相同,本文中在本实用新型的说明书中所使用的术语知识为了描述具体的实施例的目的,不是旨在于限制本实用新型,本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
23.请参阅图1
‑
4,本实用新型提供一种技术方案:一种汽车天窗导轨生产用侧冲模具,包括有下模座1、放置模2和导正模3,所述下模座1上设置有第一凹槽11,所述第一凹槽11中心处设置有第一通孔15,且所述放置模2和导正模3放置在第一凹槽11内,所述放置模2上设置有第二凹槽23,所述第二凹槽23上设置有第二通孔21,且上面设置有挡料块7,所述第二凹槽23的两侧设置有滑动槽24,所述挡料块7的两侧设置有滑动轴71,所述滑动轴71位于第二凹槽23内,且所述放置模2的两侧前后均设置有第一容纳槽26,所述第一容纳槽26内设置有卡合组件6,所述卡合组件6包括有卡合块61,所述导正模3上设置有第三通孔31,且其两侧前后设置有第二容纳槽32,所述第二容纳槽32内也设置有卡合组件6,所述第一通孔15、第二通孔21和第三通孔31位于同一水平位置,所述第三通孔31上设置有撞针4,所述第
一凹槽11两侧设置有四个与卡合块61配对的卡合槽14,在本实施例中,通过导正模3可固定住放置模2,从而不需要再安装压板固定,且通过挡料块7的设计,从而使第二凹槽23能够适应不同长度的坯料,通过卡合组件6的设计,可使模具三组件完成简单便捷的安装固定,极大程度节约生产周期。
24.请着重参照附图1、附图2、附图3所示,所述第一凹槽11底部设置有两条滑动轨13,所述放置模2下端设置有与之配对的滑动条杆22,所述挡料块7上端设置有固定螺栓72,通过扭紧固定螺栓72可固定挡料块7位置,所述滑动槽24的两端设置有限位块25,所述卡合块61为梯形结构,在本实施例中,通过滑动轨13可使放置模2更好便捷的安装在下模座1上,通过固定螺栓72的设计可更好的限制挡料块7的位置,通过限位块25可放置挡料块7滑出滑动槽24外,通过卡合块61的梯形结构,可不需要人工按压,自然推动下即可完成卡合。
25.请着重参照附图4所示,所述卡合组件6还包括有第一弹簧62,所述第一弹簧62安装在第一容纳槽26或第二容纳槽32内,所述下模座1的前后端设置有四个与卡合槽14配对且贯通的开槽12,所述开槽12内设置有回弹组件5,所述回弹组件5包括有第二弹簧53和回弹板52,所述第二弹簧53位于开槽12内侧,所述回弹板52位于卡合槽14内部,且第二弹簧53和回弹板52均连接在拉动杆51上,所述拉动杆51裸露在开槽12外端,所述回弹板52和卡合块61为磨砂设计,在本实施例中,通过卡合组件6的设计,可实现自动卡合,通过回弹组件5可完成卡合块61的回弹,实现三组件的拆装。
26.本实用新型的具体操作方式如下:
27.首先将放置模2通过滑动条杆22安装在滑动轨13上,之后卡合块61会因为第一弹簧62的作用力而自动卡合在卡合槽14实现放置模2的固定,之后将坯料放置在第二凹槽23内,之后通过调节挡料块7的位置实现坯料的位置固定,之后通过扭紧固定螺栓72完成固定螺栓72的固定,之后将导正模3安装在下模座1上,同理卡合块61会卡合入卡合槽14实现导正模3的固定,,之后开始加工;当需要拆卸时,通过拉动拉动杆51,即可使回弹板52触碰卡合块61,使卡合块61弹出卡合槽14内,完成拆卸。
28.上述结合附图对实用新型进行了示例性描述,显然本实用新型具体实现并不受上述方式的限制,只要采用了本实用新型的方法构思和技术方案进行的这种非实质改进,或未经改进将实用新型的构思和技术方案直接应用于其他场合的,均在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1