一种ECU上盖铆接方法与流程
一种ecu上盖铆接方法
技术领域
1.本发明涉及机械加工工艺领域,具体提供一种ecu上盖铆接方法。
技术背景
2.铆接是一种通过金属的塑形变形实现两种零件的紧固的方法,是连接两个零件常用的加工方式,其加工过程常常借助专用工装。无铆钉铆接技术是通过上下模具,在多层板上铆接形成一面凹一面凸,使得板料变形后连接到一起。
3.铆接具有耐冲击、牢靠、效率高、连接变形小等优点,广泛用于汽车、航天、家电等行业。现有的针对ecu上盖的铆接方法大多是采用单工位压铆,无法实现自动化生产,另外铆接和检测是有不同工位实现,生产效率低,人工成本高。
技术实现要素:
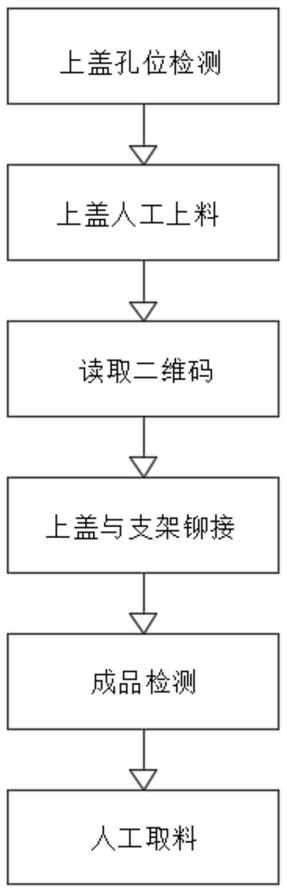
4.为了解决现有技术中生产效率低、人工成本高,同时无法实现自动化生产的技术问题,本发明提供一种ecu上盖铆接方法,包括以下步骤:
5.s1、上盖孔位检测;
6.s2、上盖人工上料;
7.s3、读取二维码;
8.s4、上盖与支架铆接;
9.s5、成品检测;
10.s6、人工取料。
11.进一步的,步骤s1中通过传感器判定检测销与产品铆接孔的状态,当两者孔位超差时,检测销无法插入,传感器无信号并报警,禁止后续操作。
12.进一步的,步骤s2中上盖采用三个基准定位。
13.进一步的,步骤s4中包括以下步骤:
14.s4.1、工作台旋转90
°
;
15.s4.2、支架自动上料,铆接一侧支架;
16.s4.3、工作台按照s4.1旋转方向继续旋转90
°
;
17.s4.4、另一支架自动上料,铆接另一侧支架。
18.进一步的,支架通过机器人夹爪上料,采用棒状张开涨紧的结构,放在设备上后,通过真空吸将支架抓住。
19.进一步的,上盖与支架之间通过气缸压紧,但拉紧力不能超过60n。
20.进一步的,通过气缸调压阀控制,气压控制在0.5
‑
0.7bar。
21.进一步的,步骤s5中两侧支架铆接后继续旋转90
°
进入检测工位,由伺服压机推动垂直度检测销插入支架孔检测两孔垂直度是否≤0.2,以及检测支架平面度是否≤0.4,如检测销未通过、平面度>0.4则判定ng送至ng箱,反之进入步骤s6。
22.有益效果:
23.1、本发明通过将铆接和检测工位集成在一个设备中,通过设备的旋转实现对不同工位的选择,能够实现自动化生产,另外能够节约人工成本,提高生产效率;通过上盖孔位检测,能够确保铆接冲头相对于上盖的孔位置度,不出现铆偏现象。
24.2、本发明通过传感器的设置,能检测铆接支架相对上盖的位置度,垂直度,平面度,能够检测铆接孔位置度是否满足要求,防止铆接后铆点偏移。
25.3、本发明通过三个基准定位,能够确保x、y、z三个方向的限位,提高铆接的质量。
附图说明
26.图1、为本发明整体流程框图。
27.图2、为本发明上盖与支架铆接流程框图。
具体实施方式
28.下面结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域的技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明的保护范围。
29.实施例1
30.本发明提供一种ecu上盖铆接方法,如图1、图2所示,包括以下步骤:s1、上盖孔位检测;s2、上盖人工上料;s3、读取二维码;s4、上盖与支架铆接;s5、成品检测;s6、人工取料。具体其中上盖孔位检测是铆接前对上盖铆接孔位的确认,通过此工位,可以检测铆接孔位置度是否满足要求,防止铆接后铆点偏移;当上盖孔位无异常时,通过人工将上盖安装于旋转工作台的第一个工位上并固定好;接着读取二维码,设备开始运转,二维码的设计使得设备具备追溯功能,可以将测试数据与二维码绑定后储存至工控机内,可以随时用usb导出,或者上传至服务器内;工作台按顺时针旋转90
°
,安装有上盖的第一工位转动至第一铆接工位,与此处自动上料的支架进行铆接,完成后工作台继续转动90
°
,与第二铆接工位自动上料的另一支架铆接,其中支架通过机器人夹爪上料,采用棒状张开涨紧的结构,放在设备上后,通过真空吸将支架抓住;铆接完毕后,工作台继续转动90
°
,此时完成两次铆接的上盖进入检测工位,检测后,不合格的产品进入ng箱,合格的产品保留在工作台上,当工作台再次旋转90
°
后,通过人工将产品取出。在实际生产中,同一时刻设备的几个工位上都会有产品存在。
31.在本实施例中,通过将铆接和检测工位集成在一个设备中,通过设备的旋转实现对不同工位的选择,能够实现自动化生产,另外能够节约人工成本,提高生产效率;通过上盖孔位检测,能够确保铆接冲头相对于上盖的孔位置度,不出现铆偏现象。
32.实施例2
33.本发明提供一种ecu上盖铆接方法,如图1、图2所示,包括以下步骤:s1、上盖孔位检测;s2、上盖人工上料;s3、读取二维码;s4、上盖与支架铆接;s5、成品检测;s6、人工取料。具体其中上盖孔位检测是铆接前对上盖铆接孔位的确认,通过此工位,可以检测铆接孔位置度是否满足要求,防止铆接后铆点偏移,优选的通过传感器判定检测销与产品铆接孔的状态,当两者孔位超差时,检测销无法插入,传感器无信号并报警,禁止后续操作;当上盖孔
位无异常时,通过人工将上盖安装于旋转工作台的第一个工位上并固定好;接着读取二维码,设备开始运转,二维码的设计使得设备具备追溯功能,可以将测试数据与二维码绑定后储存至工控机内,可以随时用usb导出,或者上传至服务器内;工作台按顺时针旋转90
°
,安装有上盖的第一工位转动至第一铆接工位,与此处自动上料的支架进行铆接,完成后工作台继续转动90
°
,与第二铆接工位自动上料的另一支架铆接,其中支架通过机器人夹爪上料,采用棒状张开涨紧的结构,放在设备上后,通过真空吸将支架抓住;铆接完毕后,工作台继续转动90
°
,此时完成两次铆接的上盖进入检测工位,检测后,不合格的产品进入ng箱,合格的产品保留在工作台上,当工作台再次旋转90
°
后,通过人工将产品取出。在实际生产中,同一时刻设备的几个工位上都会有产品存在。
34.在本实施例中,通过将铆接和检测工位集成在一个设备中,通过设备的旋转实现对不同工位的选择,能够实现自动化生产,另外能够节约人工成本,提高生产效率;通过上盖孔位检测,能够确保铆接冲头相对于上盖的孔位置度,不出现铆偏现象;通过传感器的设置,能检测铆接支架相对上盖的位置度,垂直度,平面度,能够检测铆接孔位置度是否满足要求,进一步防止铆接后铆点偏移。
35.实施例3
36.本发明提供一种ecu上盖铆接方法,如图1、图2所示,包括以下步骤:s1、上盖孔位检测;s2、上盖人工上料;s3、读取二维码;s4、上盖与支架铆接;s5、成品检测;s6、人工取料。具体其中上盖孔位检测是铆接前对上盖铆接孔位的确认,通过此工位,可以检测铆接孔位置度是否满足要求,防止铆接后铆点偏移;当上盖孔位无异常时,通过人工将上盖安装于旋转工作台的第一个工位上并固定好,上盖采用三个基准定位,具体z向基准,通过机械定位块保证气缸压至下限位,使每次下压位置保持一致;以上盖两侧边作为x、y基准,由气缸推动压紧块将侧边压至限位;接着读取二维码,设备开始运转,二维码的设计使得设备具备追溯功能,可以将测试数据与二维码绑定后储存至工控机内,可以随时用usb导出,或者上传至服务器内;工作台按顺时针旋转90
°
,安装有上盖的第一工位转动至第一铆接工位,与此处自动上料的支架进行铆接,完成后工作台继续转动90
°
,与第二铆接工位自动上料的另一支架铆接,其中支架通过机器人夹爪上料,采用棒状张开涨紧的结构,放在设备上后,通过真空吸将支架抓住;铆接完毕后,工作台继续转动90
°
,此时完成两次铆接的上盖进入检测工位,检测后,不合格的产品进入ng箱,合格的产品保留在工作台上,当工作台再次旋转90
°
后,通过人工将产品取出。在实际生产中,同一时刻设备的几个工位上都会有产品存在。
37.在本实施例中,通过将铆接和检测工位集成在一个设备中,通过设备的旋转实现对不同工位的选择,能够实现自动化生产,另外能够节约人工成本,提高生产效率;通过上盖孔位检测,能够确保铆接冲头相对于上盖的孔位置度,不出现铆偏现象;通过三个基准定位,能够确保x、y、z三个方向的限位,提高铆接的质量,进一步防止铆接后铆点偏移。
38.实施例4
39.在实施例1的基础上,如图1、图2所示,产品定位初步完成,铆机进入,定位块靠紧产品,通过气缸压紧,但拉紧力不能超过60n,此项通过气缸调压阀控制,气压控制在0.5
‑
0.7bar。定位块贴合面尽量贴合,<0.1mm最佳,然后两个气缸分别推动冲头使其向前运动,完成铆接动作。其中支架固定时先以支架底面作为b基准,上面由气缸将支架压至下限位,使每次下压的位置都保持一致,即b基准不变,不受材料尺寸变化的影响;接着再用气缸将
定位块推进,定位块侧边为固定支架直边的限位;最后用气缸将压紧块推进,将支架与定位块限位边固定,完成y方向的定位。
40.实施例5
41.在实施例1的基础上,如图1、图2所示,步骤s5中两侧支架铆接后继续旋转90
°
进入检测工位,由伺服压机推动垂直度检测销插入支架孔检测两孔垂直度是否≤0.2,以及检测支架平面度是否≤0.4,如检测销未通过、平面度>0.4则判定ng送至ng箱,反之进入步骤s6,其中平面度具体采用类似三坐标测量仪取点检测,用4根探针探测两侧支架平面完成取点,计算平面度;垂直度检测采用通止规检测。
42.在本实施例中,铆接时压头采用硬挤压的方式,脱出时会有较大的力,甚至整片产品侧板拉弯,所以润滑必不可少,本发明采用创新涂油机构,生产前对压头进行润滑油涂抹,抹油装置采用特殊软性材料,通过机械结构将该装置通过压头。
43.实施例6
44.在实施例1的基础上,为了确保铆接过程,必须在每次铆接时监测力
‑
位移的曲线,位移的分辨率为0.01mm。力的分辨率是1n。
45.以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容作出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1