一种铆接仿形墩头及安装方法与流程
1.本发明涉及船舶铆接仿形技术领域,具体涉及一种铆接仿形墩头及安装方法。
背景技术:
2.自1879年世界第一艘钢船问世以来,大部分船舶均采用钢材进行建造。对于钢质船舶而言,其制造工艺经历了从铆接到焊接的发展过程。20世纪40年代以前船舶都采用铆接结构,40年代以后部分船舶开始采用焊接结构;随着焊接技术的发展,50年代以后船舶基本上都采用焊接结构。
3.20世纪40年代以前的铆接船舶随着时代的变迁已渐渐消失在人们的生活中,极少数幸存下来的船舶也处于破损状态,若不进行翻新修复,铆接船舶将在不久的将来消失殆尽。铆接船舶的修复或者复古建造最重要的是船舶外形面的复现,在进行铆接船舶的修复和建造时,若采用铆接工艺,会耗费大量的人力物力和财力,比如建造一艘约500吨铆接船舶,至少需要使用不同规格的铆钉约20万个,严重制约着铆接船舶的修复工期和重建工期。不仅如此,铆接船舶的施工工艺流程与现代造船模式相差很大,这也导致铆接船舶的修复或重建工期较长。
4.碰焊是指由碰焊机将工件面对面焊接连接的工艺过程。具体为:两工件(金属焊件)夹持于碰焊机机头上,两工件的接合端相互抵紧,以大量的电流经夹头导致工件上,通过接触面产生高温,结合端达到可塑状态时再在移动端施以适当压力使两端挤压接合。
技术实现要素:
5.有鉴于此,本发明的目的在于提供一种铆接仿形墩头,以解决现有铆接船舶修复和重建工期长的技术问题。
6.本发明所采用的技术方案为:一种铆接仿形墩头,所述铆接仿形墩头包括:
7.墩头主体;所述墩头主体为导电材质,所述墩头主体的一侧为仿形侧、另一侧为焊接侧;
8.碰焊柱;所述碰焊柱一体成型于所述墩头主体的仿形侧;
9.熔耗触点;所述熔耗触点一体成型于所述墩头主体的焊接侧;
10.熔塑槽;所述熔塑槽成型于所述墩头主体的焊接侧,用于容纳所述熔耗触点的熔化液。
11.优选的,所述熔耗触点包括同轴设置的柱状段和锥形段,所述柱状段一体成型于所述墩头主体的焊接侧,所述锥形段一体成型于所述柱状段的端部。
12.优选的,所述柱状段的直径d3=6mm~8mm,所述柱状段的高h2=1mm;所述锥形段的高h3=1mm。
13.优选的,所述墩头主体整体呈圆台形或圆头形。
14.优选的,所述墩头主体的材质为钢。
15.优选的,所述碰焊柱的直径d1=5mm,所述碰焊柱的高度h=12mm~13mm。
16.优选的,所述熔塑槽环绕所述熔耗触点一周,且所述熔塑槽的容积大于所述熔耗触点的体积。
17.优选的,所述墩头主体、碰焊柱和熔耗触点同轴设置。
18.本发明的另一目的在于提供一种铆接仿形墩头的安装方法,所述方法用于将上述的铆接仿形墩头焊接于船舶外形面上,所述方法包括如下步骤:
19.s10:获取仿形区域的墩头参数,并依据所述墩头参数制作绝缘靠板,所述绝缘靠板上设有与所述仿形区域的铆接仿形位置相对应的定位孔;
20.s30:先将所述绝缘靠板固定于所述仿形区域上,使用碰焊机将所述铆接仿形墩头压入所述绝缘靠板的定位孔中;
21.s40:对所述碰焊机通电,并通过所述碰焊机对所述铆接仿形墩头施加轴向作用力;
22.s50:切割所述铆接仿形墩头的碰焊柱并打磨。
23.优选的,所述方法还包括:
24.s20:使用所述绝缘靠板标记出所述仿形区域的铆接仿形位置,并对所述铆接仿形位置进行清洁;
25.s40:所述碰焊机的每次通电时长为30ms~40ms,焊接电流为600a~800a;
26.s60:先对所述铆接仿形墩头的周边进行手工刷漆填缝,再对所述仿形区域整体喷涂油漆。
27.本发明的有益效果:
28.1、本发明在墩头主体的仿形侧设有碰焊柱,在墩头主体的焊接侧设有熔耗触点和熔塑槽,通过碰焊柱与碰焊机的配合向墩头主体施加焊接电流和焊接压力,可使熔耗触点熔化并流入熔塑槽,实现墩头主体与船体焊接固定;将墩头主体上的碰焊柱切割后,可实现船舶外形面的铆接仿形。
29.2、本发明的铆接仿形墩头安装于船舶外板上可复现船舶铆接外观效果,具有成本低、施工便捷、连接牢固可靠、与实际铆接船舶外观效果一致的特点。
30.3、本发明的安装方法采用碰焊的连接方法将铆接仿形墩头安装在船体外板表面,具有操作简单、重复性好的特点;本发明的安装方法采用绝缘靠板和强力磁性压块辅助施工,可快速确认碰焊施工位置,降低人工操作偏差,并提高工作效率。
附图说明
31.图1为本发明的铆接仿形墩头的结构示意图之一;
32.图2为本发明的铆接仿形墩头的结构示意图之二
33.图3本发明的圆台形铆接仿形墩头的结构参数图;
34.图4本发明的圆头形铆接仿形墩头的结构参数图;
35.图5本发明的铆接仿形墩头在船舶外形面上的安装示意图;
36.图6本发明的铆接仿形墩头在船舶外形面上的安装流程图;
37.图7本发明的绝缘靠板的主视图;
38.图8船舶外形面仿形区域的铆接仿形布置图;
39.图9为本发明22mm圆台形铆接仿形墩头的结构参数图;
40.图10为本发明22mm圆头形铆接仿形墩头的结构参数图;
41.图11为本发明16mm圆头形铆接仿形墩头的结构参数图。
42.图中附图标记说明:
43.100、铆接仿形墩头
44.110、墩头主体;
45.120、碰焊柱;
46.130、熔耗触点;
47.131、柱状段;
48.132、锥形段;
49.140、熔塑槽;
50.200、仿形区域;
51.300、绝缘靠板;
52.310、定位孔。
具体实施方式
53.下面结合附图对本发明的具体实施方式作进一步详细说明。这些实施方式仅用于说明本发明,而并非对本发明的限制。
54.在本发明的描述中,需要说明的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
55.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
56.此外,在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
57.实施例,如图1
‑
图11所示,一种铆接仿形墩头,该铆接仿形墩头100碰焊于船舶外板的仿形区域200后,可以模仿铆接船舶的铆接外形面,用于重现铆接船舶的铆接外观。该铆接仿形墩头100包括:
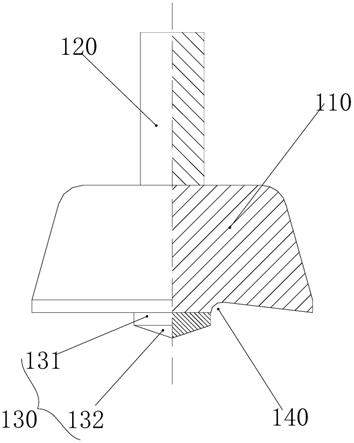
58.一墩头主体110;该墩头主体110为导电材质,且墩头主体110的一侧为仿形侧,用于模仿铆钉外形,墩头主体110的另一侧为焊接侧,用于与船舶外板焊接连接;
59.一碰焊柱120;该碰焊柱120一体成型于墩头主体110的仿形侧,碰焊柱120在铆接仿形墩头100安装固定时起连接固定和导电作用;
60.一熔耗触点130;该熔耗触点130一体成型于墩头主体110的焊接侧;
61.一熔塑槽140;该熔塑槽140成型于墩头主体110的焊接侧,在铆接仿形墩头100安装固定时,熔塑槽140用于容纳熔耗触点130的熔化液,以使墩头主体110的焊接侧贴合船舶
外板的表面并减轻熔化液(金属液)飞溅情况。
62.本技术在墩头主体110的仿形侧设有碰焊柱120,在墩头主体110的焊接侧设有熔耗触点130和熔塑槽140,通过碰焊柱120与碰焊机的配合向墩头主体110施加焊接电流和焊接压力,可使熔耗触点130熔化并流入熔塑槽140,以使墩头主体110与船体外板焊接固定;将墩头主体110上的碰焊柱120切割后,可实现船舶外形面的铆接仿形。
63.在一具体实施例中,如图1、图2所示,熔塑槽140成型于墩头主体110上,并位于墩头主体110的焊接侧,该熔塑槽140为环绕熔耗触点130一周的环形槽,该环形槽的由墩头主体110的边缘位置向内倾斜圆弧过渡至熔耗触点130边缘位置,且熔塑槽140的容积大于熔耗触点130的体积。如此设置,在铆接仿形墩头100安装固定时,熔耗触点130在焊接电流的作用下熔化为金属液,同时在轴向压力作用,该金属液可流入熔塑槽140的内凹空间中,用于填充墩头主体110焊接侧与船体外板表面之间的间隙,并使墩头主体110的焊接侧与船体外板固定连接,同时减少碰焊时金属液飞溅现象的发生。
64.在一具体实施例中,如图1
‑
图4所示,熔耗触点130包括同轴设置的一柱状段131和一锥形段132,该柱状段131一体成型于墩头主体110的焊接侧,且锥形段132一体成型于柱状段131的端部。如此设置,将熔耗触点130的一端设置成锥形,不仅便于铆接仿形墩头100安装固定时的定位,还有利于碰焊时熔耗触点130的快速熔化,实现铆接仿形墩头100与船体外板的焊接固定连接。
65.优选的,柱状段131的直径d3=6mm~8mm,柱状段131的高h2=1mm;锥形段132的高h3=1mm。如此设置,通过碰焊方式将铆接仿形墩头100固定安装于船舶外板上后,熔耗触点130熔化所形成的金属液将墩头主体110与船体外板连接为一体,使得铆接仿形墩头100可承受220kg~230kg的轴向载荷,同时还节省材料,降低铆接仿形墩头100的生产成本。
66.在一具体实施例中,如图1所示,墩头主体110整体呈圆台形,使得铆接仿形墩头100为圆台形铆接仿形墩头100;或者,如图2所示,墩头主体110整体呈圆头形,使得铆接仿形墩头100为圆头形铆接仿形墩头100。如此设置,通过对墩头主体110外形的不同设置,丰富了铆接仿形墩头100的外形,使得铆接仿形墩头100可用于不同铆接形状的铆接船舶外形面的修复和重建。
67.优选的,如图3和图4所示,铆接仿形墩头100的参数包括碰焊柱120的直径d1,碰焊柱120的高度h(轴向长度);墩头主体110焊接端的直径d2,墩头主体110的高度h(轴向长度),墩头主体110仿形侧的倒角r,墩头主体110焊接侧的留根厚度a。具体的:碰焊柱120的直径d1为固定值,直径d1=5mm;碰焊柱120的高度h(轴向长度)=12mm~13mm;墩头主体110焊接侧的直径d2,墩头主体110的高度h(轴向长度)=0.5*d2;墩头主体110仿形侧的倒角r=2mm,墩头主体110焊接侧的留根厚度a=1mm;其中,圆台形铆接仿形墩头100的参数还包括墩头主体110的斜度为0.1*d2。
68.在一具体实施例中,墩头主体110的材质为钢。如此设置,不仅可以降低铆接仿形墩头100的生产成本,还可以降低靠泊等擦碰工况造成的墩头主体110的损伤,有助于延长船舶铆接外形面的使用寿命。
69.在一具体实施例中,如图1
‑
图4所示,墩头主体110、碰焊柱120、熔耗触点130和熔塑槽140一体成型同轴设置。如此设置,采用一体成型结构,不仅便于铆接仿形墩头100的批量制造,还可节省生产成本。
70.实施例,一种铆接仿形墩头的安装方法,如图5
‑
图11所示,该方法用于将上述的铆接仿形墩头100焊接于船舶外板的表面上,并用于模仿铆接船舶的铆接外形面,该方法包括如下步骤:
71.s10:获取仿形区域200的墩头参数,并依据获取的墩头参数制作绝缘靠板300,绝缘靠板300上设有与仿形区域200的铆接仿形位置相对应的定位孔310;其中绝缘靠板300上定位孔310的孔距等于仿形区域200内墩头的轴线间距,且绝缘靠板300上定位孔310的孔径尺寸不小于碰焊枪枪头的直径,以便于操作人员手持碰焊枪将铆接仿形墩头100压入绝缘靠板300的定位孔310中。如此设置,通过获取的墩头参数并设计制作用于对铆接仿形位置进行定位的绝缘靠板300,可快速定位各个铆接仿形位置,降低人工操作偏差,提高工作效率。
72.优选的,绝缘靠板300为木质靠板。如此设置,不仅便于绝缘靠板300的生产,也可降低生产成本,同时利用木板质轻的特点,便于将绝缘靠板300固定在仿形区域200上。
73.s20:使用绝缘靠板300通过划线的方式标记出仿形区域200的所有铆接仿形位置,并对铆接仿形位置进行清洁,以除去各个铆接仿形位置的底漆、油污和水渍。如此设置,通过对船体外板的仿形区域200进行清洁,不仅便于铆接仿形墩头100与船体外板的焊接固定,也可进一步保证船舶外形面的铆接外观效果。
74.s30:使用强力磁性压块(如电磁铁)先将绝缘靠板300固定于仿形区域200上,并保证绝缘靠板300上的定位孔310与铆接仿形位置一一对应,然后将铆接仿形墩头100放入碰焊机枪头上,再使用碰焊机将铆接仿形墩头100压入绝缘靠板300的定位孔310中,并保证铆接仿形墩头100的熔耗触点130穿过绝缘靠板300的定位孔310与船舶仿形区域200抵触。如此设置,通过强力磁性压块与船舶外板的磁吸作用,可快速实现绝缘靠板300在仿形区域200的固定和拆卸,便于提高焊接效率;通过碰焊机枪头将铆接仿形墩头100压入绝缘靠板300的定位孔310中,使得铆接仿形墩头100和船体外板处于待焊接状态,以便于后续通电焊接作业。
75.s40:接通电流对碰焊机通电,并通过碰焊机对铆接仿形墩头100施加轴向作用力,以使熔耗触点130被电流熔化的同时对墩头主体110施加轴向压力,2s~3s后铆接仿形墩头100的墩头主体110即可焊接连接到船舶的仿形区域200上,移走碰焊机枪头。其中,碰焊属于短周期焊接,焊接时间为30ms~40ms,焊接电流为600a~800a。
76.该步骤中需要多次重复碰焊作业,直至完成仿形区域200内所有铆接仿形墩头100的安装固定;当碰焊完成后,需检查墩头主体110与仿形区域200的贴合度,也就是墩头主体110与船舶外板的外表面的间距;若贴合度超过1.5mm,则需要敲除该铆接仿形墩头100,并重新碰焊。
77.s50:切割铆接仿形墩头100的碰焊柱120并打磨切割面,使得铆接仿形墩头100的墩头主体110的呈圆台形或圆头形。
78.s60:先对仿形区域200的铆接仿形墩头100周边进行手工刷漆,使得油漆填充满墩头主体110与船舶外板外表面之间的缝隙,再对仿形区域200整体喷涂油漆,以完成整个仿形区域200的铆接仿形。如此设置,可以保证船舶外板具有较佳的铆接仿形效果。
79.具体实施例:在进行某30年代铆接船舶复造时,为了保证外观效果具有年代感,船体结构最终应呈现出铆接效果,也即可见区域应存在铆接墩头,若全部采用铆接工艺进行
建造,劳动强度大、建造周期长、成本高,采用了本技术的铆接仿形墩头100可使船体结构外观呈现铆接效果。本实施例选择其中外板局部区域铆接仿形进行阐述,如图5
‑
图11所示,具体步骤如下:
80.第一步:获取原船设计图纸,确定此区域铆钉布置及墩头基本参数;具体的,该型船舶共涉及三种规格的墩头,三种墩头的规格分别为:直径22mm的圆台形墩头、直径22mm的圆头形墩头和直径16mm的圆头形墩头。
81.第二步:对比同时期铆接船舶与标准,可知圆头形铆接仿形墩头100的墩头主体110的高度h不随直径变化,统一取为h=5mm;圆台型铆接仿形墩头100的墩头主体110的高度一般为直径d2的1/2,倾斜度一般为直径d2的1/10,倒角r为2mm圆弧倒角;所有铆接仿形墩头100的留根a=1mm。将碰焊柱120、熔耗触点130和熔塑槽140的参数信息与墩头主体110的参数合并进而确定各铆接仿形墩头100生产参数。
82.第三步:通过三维数控车床批量生产所需数量的三种规格的铆接仿形墩头100,同时根据原船设计图纸上铆钉布置图制作一批木质的绝缘靠板300,该绝缘靠板300上应具有与原船设计图纸上铆钉布置位置相对应的定位孔310。
83.第四步:使用绝缘靠板300在船体外板的相应区域标识出所有的铆接仿形位置。
84.第五步:对所有的铆接仿形位置进行清洁,以除去各个铆接仿形位置的底漆、油污和水渍等。
85.第六步:碰焊施工;具体的:使用强力磁性压块(如电磁铁)先将绝缘靠板300固定于仿形区域200上,然后将铆接仿形墩头100放入碰焊机枪头上,再使用碰焊机将铆接仿形墩头100压入绝缘靠板300的定位孔310中,并保证铆接仿形墩头100的熔耗触点130穿过绝缘靠板300的定位孔与船舶仿形区域200抵触。
86.接通电流对碰焊机通电,并通过碰焊机对铆接仿形墩头100施加轴向作用力,以使熔耗触点130被电流熔化的同时对墩头主体110施加轴向压力,2s~3s后铆接仿形墩头100的墩头主体110即可焊接连接到船舶的仿形区域200上,移走碰焊机枪头。
87.重复以上操作,直至完成仿形区域200内所有铆接仿形墩头100的安装固定;碰焊完成后,需检查墩头主体110与仿形区域200外表面的贴合度,也就是墩头主体110与船舶外板的间距;若贴合度超过1.5mm,则需要敲除该铆接仿形墩头100,并重新碰焊。
88.第七步:切割铆接仿形墩头100的碰焊柱120并打磨切割面。
89.第八步:铆接仿形墩头100周边手工刷漆填缝后与周围结构统喷油漆,完成该区域铆接仿形安装。
90.与现有技术相比,本技术至少具有以下有益技术效果:
91.将本技术的铆接仿形墩头100碰焊连接于焊接船舶的外形面上后,可达到与实际铆接船舶相同的外观效果;本技术的铆接仿形墩头100的安装工艺施工便捷、连接牢固可靠。
92.本技术更加适应现代工业体系、成本低、效果好、持久牢固,对于有历史意义的现存铆接船舶的修复给出了一种新的方法,此方法同样适用于其他铆接钢结构的仿制或外观修复,具备可移植性。
93.本技术采用仿形的装饰思路,通过碰焊的方式将铆接仿形墩头100安装在船体结构的表面上,不仅使得船舶外形面可在未实施铆接工艺的前提下达到铆接船舶的外观效
果,还实现了大批量重复简单施工过程。
94.本技术使用具有定位孔310的绝缘靠板300进行辅助施工,并通过强力磁性压块将绝缘靠板300固定在施工区域,可快速确认施工位置,降低人工操作偏差,提高工作效率。
95.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1