一种颗粒氧新型高速旋转压片成型装置的制作方法
1.本实用新型涉及压片成型装置技术领域,具体涉及一种颗粒氧新型高速旋转压片成型装置。
背景技术:
2.颗粒氧主要用于水产养殖中的增氧剂,由于国内水产养殖业的增长,颗粒氧的应用越来越广泛。但是,目前市场上出现的颗粒氧压片成型装置采用液压缸对模具进行压制,工作效率较低。
技术实现要素:
3.鉴于现有技术中的上述缺陷或不足,期望提供一种颗粒氧新型高速旋转压片成型装置。
4.根据本技术实施例提供的技术方案,一种颗粒氧新型高速旋转压片成型装置,包括上压制辊、下压制辊、输送装置和支撑架,所述上压制辊、所述下压制辊、所述输送装置均通过轴承固定在所述支撑架上,所述上压制辊位于所述下压制辊的正上方,所述上压制辊和所述下压制辊均为水平纵向放置的圆柱体形状,
5.所述上压制辊包括上辊体和压制凸起,所述上辊体为水平纵向放置的圆柱体形状,所述压制凸起为圆柱体形状,所述压制凸起的数量为若干个,若干个所述压制凸起均匀分布在所述上辊体的外侧表面,
6.所述下压制辊包括下压制辊体和压制凹槽,所述下压制辊体为水平纵向放置的圆柱体形状,所述压制凹槽为圆柱体凹槽,所述压制凹槽的数量为若干个,若干个所述压制凹槽均匀分布在所述下压制辊体的外侧表面,
7.所述压制凸起的数量与所述压制凹槽的数量相同,所述压制凸起与所述压制凹槽相配合,
8.所述输送装置包括输送带、链条、旋转齿轮和齿轮轴杆,所述旋转齿轮的数量为四个,所述齿轮轴杆的数量为两个,每个所述齿轮轴杆上均固定套取两个所述旋转齿轮,两个所述旋转齿轮分别固定在所述齿轮轴杆的前端部位和后端部位,所述输送带为软质塑胶材质,所述链条的数量为两个,两个所述链条分别固定在所述输送带的前端面和后端面上,
9.所述下压制辊和两个所述齿轮轴杆形成三角形状,所述输送带绕过所述下压制辊和两个所述齿轮轴杆形成三角形状,所述链条与所述旋转齿轮啮合。
10.本实用新型中,所述支撑架为竖直放置的长方形板块,所述上压制辊、所述下压制辊均通过辊轴固定连接所述支撑架。
11.本实用新型中,所述上辊体的长度和所述下压制辊体的长度相同,所述上辊体的直径和所述下压制辊体的直径相同。
12.本实用新型中,所述输送带的宽度大于所述上辊体的长度,所述输送带的宽度大于所述下压制辊体的长度。
13.本实用新型中,所述上压制辊、所述下压制辊和所述齿轮轴杆均连接旋转电机。
14.本实用新型中,所述输送带为弹性塑胶材质。
15.综上所述,本技术的有益效果:本技术装置采用压制辊对颗粒氧进行压片成型,不需要采用模具进行压制,制作成本较低,工作效率较高。
附图说明
16.通过阅读参照以下附图所作的对非限制性实施例所作的详细描述,本技术的其它特征、目的和优点将会变得更明显:
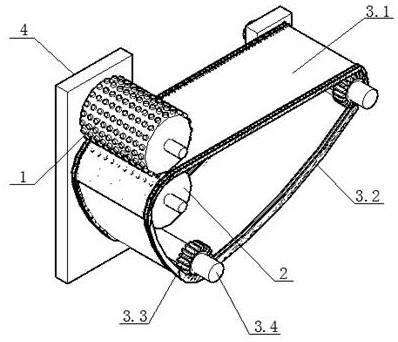
17.图1为本实用新型整体装置的立体结构示意图;
18.图2为本实用新型整体装置的剖视结构示意图;
19.图3为本实用新型上压制辊的立体结构示意图;
20.图4为本实用新型下压制辊的立体结构示意图。
21.图中标号:上压制辊-1;上辊体-1.1;压制凸起-1.2;下压制辊-2;下压制辊体-2.1;压制凹槽-2.2;输送装置-3;输送带-3.1;链条-3.2;旋转齿轮-3.3;齿轮轴杆-3.4;支撑架-4。
具体实施方式
22.下面结合附图和实施例对本技术作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释相关发明,而非对该发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与发明相关的部分。
23.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本技术。
24.如图1和图2所示,一种颗粒氧新型高速旋转压片成型装置,包括上压制辊1、下压制辊2、输送装置3和支撑架4,所述上压制辊1、所述下压制辊2、所述输送装置3均通过轴承固定在所述支撑架4上,所述上压制辊 1位于所述下压制辊2的正上方,所述上压制辊1和所述下压制辊2均为水平纵向放置的圆柱体形状,所述压制凸起1.2的数量与所述压制凹槽2.2 的数量相同,所述压制凸起1.2与所述压制凹槽2.2相配合,所述支撑架4 为竖直放置的长方形板块,所述上压制辊1、所述下压制辊2均通过辊轴固定连接所述支撑架4。所述上辊体1.1的长度和所述下压制辊体2.1的长度相同,所述上辊体1.1的直径和所述下压制辊体2.1的直径相同。所述输送带3.1的宽度大于所述上辊体1.1的长度,所述输送带3.1的宽度大于所述下压制辊体2.1的长度。所述上压制辊1、所述下压制辊2和所述齿轮轴杆3.4均连接旋转电机。
25.如图3所示,所述上压制辊1包括上辊体1.1和压制凸起1.2,所述上辊体1.1为水平纵向放置的圆柱体形状,所述压制凸起1.2为圆柱体形状,所述压制凸起1.2的数量为若干个,若干个所述压制凸起1.2均匀分布在所述上辊体1.1的外侧表面。
26.如图4所示,所述下压制辊2包括下压制辊体2.1和压制凹槽2.2,所述下压制辊体2.1为水平纵向放置的圆柱体形状,所述压制凹槽2.2为圆柱体凹槽,所述压制凹槽2.2的数量为若干个,若干个所述压制凹槽2.2 均匀分布在所述下压制辊体2.1的外侧表面。
27.如图2所示,所述输送装置3包括输送带3.1、链条3.2、旋转齿轮3.3 和齿轮轴杆
3.4,所述旋转齿轮3.3的数量为四个,所述齿轮轴杆3.4的数量为两个,每个所述齿轮轴杆3.4上均固定套取两个所述旋转齿轮3.3,两个所述旋转齿轮3.3分别固定在所述齿轮轴杆3.4的前端部位和后端部位,所述输送带3.1为软质塑胶材质,所述链条3.2的数量为两个,两个所述链条3.2分别固定在所述输送带3.1的前端面和后端面上,所述下压制辊2和两个所述齿轮轴杆3.4形成三角形状,所述输送带3.1绕过所述下压制辊2和两个所述齿轮轴杆3.4形成三角形状,所述链条3.2与所述旋转齿轮3.3啮合。所述输送带3.1为弹性塑胶材质。
28.实施例1:所述上压制辊1、所述下压制辊2、所述输送装置3均通过轴承固定在所述支撑架4上,所述输送带3.1绕过所述下压制辊2和两个所述齿轮轴杆3.4形成三角形状,所述链条3.2与所述旋转齿轮3.3啮合,所述旋转齿轮3.3套取在所述齿轮轴杆3.4上,所述齿轮轴杆3.4为水平纵向放置的圆柱体形状。
29.实施例2:使用时,将需要压片的颗粒氧放置在所述输送带3.1上端面的右端部位,然后启动旋转电机,使得所述输送带3.1向左运动,所述上压制辊1顺时针旋转,所述下压制辊2逆时针旋转,当颗粒氧到达所述上压制辊1和所述下压制辊2接触的部位,所述压制凸起1.2压向所述压制凹槽2.2时,颗粒氧就会被压制成片,压制成片的成品将会从所述输送带 3.1的左端面掉落。这样所述上压制辊1和所述下压制辊2即使在高速旋转的情况下,也可以较为轻松的压制成片,工作效率大大提高。
30.以上描述仅为本技术的较佳实施例以及对所运用技术原理等方案的说明。同时,本技术中所涉及的发明范围,并不限于上述技术特征的特定组合而成的技术方案,同时也应涵盖在不脱离所述发明构思的情况下,由上述技术特征或其等同特征进行任意组合而形成的其它技术方案。例如上述特征与本技术中公开的(但不限于)具有类似功能的技术特征进行互相替换而形成的技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1