一种用于滑轮组件的旋铆机的制作方法
1.本实用新型属于汽车零部件制造技术领域,具体涉及一种用于滑轮组件的旋铆机。
背景技术:
2.汽车玻璃的制作是通过在加热炉内将玻璃加热到接近软化温度,然后将玻璃迅速送入不同冷却强度的风栅中,对玻璃进行不均匀冷却,使玻璃主视区与周边区产生不同的应力,一般这种生产的玻璃是区域钢化玻璃。
3.汽车四门玻璃臂式升降器互不通用,其主动臂、从动臂均需与滑轮组件铆接,如何在同一台旋铆机上实现、且操作便利,是个技术难点。
技术实现要素:
4.本实用新型提出了一种用于滑轮组件的旋铆机,通过设置彼此分离的铆座、单臂座、叉臂主座和叉臂副座,提高了操作的便捷性。
5.本实用新型的技术方案是这样实现的:
6.一种用于滑轮组件的旋铆机,其包括旋铆机本体,其特征在于,所述旋铆机本体包括机架、气动旋铆机、工装和电控箱,所述机架包括立架和台面,所述气动旋铆机包括铆头和机身,所述台面铺放在立架上,并与立架用螺钉连为一体,所述工装和机身都安放在台面上,并通过螺钉与台面连接为一体,所述铆头安装在机身的端部,所述电控箱安装在立架的内部,所述机身与电控箱之间为电气连接,所述工装包括铆座、单臂座、叉臂主座和叉臂副座,且铆座、单臂座、叉臂主座和叉臂副座四者彼此分离,并未连接成一体,所述铆座、单臂座、叉臂主座和叉臂副座通过螺钉与台面连为一体。
7.在本实用新型的用于滑轮组件的旋铆机中,所述铆座为铬钢圆柱,且上表面设有矩形沉孔,所述单臂座的主体为单臂座底座,且上粘有两片圆磁铁,并插有一根单臂中销和一根单臂头销。
8.在本实用新型的用于滑轮组件的旋铆机中,所述叉臂主座的结构是在叉臂主座底板上安装有定位右柱、吸附右柱、主轴托柱、吸附左柱、定位左柱、小主从托柱、主从托柱和从动臂吸附柱。
9.在本实用新型的用于滑轮组件的旋铆机中,所述定位右柱和定位左柱均由定位柱中插入齿扇销构成,所述吸附右柱和吸附左柱均由齿扇柱中粘附一片圆磁铁构成,所述主轴托柱由主轴柱中插入一根主轴销构成,所述小主从托柱与主从托柱上表面均有个圆形沉孔,所述从动臂吸附柱由从动柱中插入一根从动销,并粘附一片环形磁铁构成。
10.在本实用新型的用于滑轮组件的旋铆机中,所述叉臂副座的结构是在副座底板上插入一根主轴销和两根限位柱、并粘附两片圆磁铁构成。
11.在本实用新型的用于滑轮组件的旋铆机中,所述工装在工作时会安装待铆工件,所述待铆工件包括滑轮组件、单臂左件、单臂右件、叉臂左件和叉臂右件,所述单臂左件与
单臂右件对称,所述叉臂左件与叉臂右件对称,所述滑轮组件与所述任何一件左件或右件均可一起构成待铆工件,完成旋铆工作以后,所述待铆工件就被加工为相应的铆后半成品。
12.实施本实用新型的这种用于滑轮组件的旋铆机,具有以下有益效果:
13.1)本技术方案通过设置简单的工装组合,总共八件滑轮组件的旋铆,可以适应全部四个车门。
14.2)本技术方案设置的圆磁铁和环形磁铁,在旋铆工作时既能压紧待铆工件的加工远端以免工件翘曲,又方便取放。
附图说明
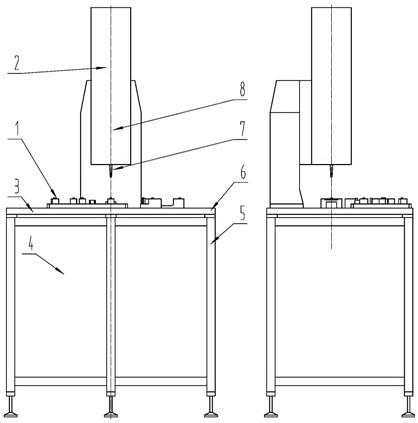
15.图1为本实用新型用于滑轮组件的旋铆机的示意图;
16.图2为本实用新型中台面的结构示意图;
17.图3为本实用新型中单臂座底座的结构示意图;
18.图4为本实用新型中叉臂主座的结构示意图;
19.图5为本实用新型中叉臂副座结构示意图;
20.图6为本实用新型中待铆工件的结构示意图;
21.图7为本实用新型中单臂件的结构示意图;
22.图8为本实用新型中滑轮组件与叉臂左件的配合结构示意图;
23.图9为本实用新型中工装运行状态一的结构图;
24.图10为本实用新型中工装运行状态二的结构图。
25.图中:1机架、2气动旋铆机、3 工装、4 电控箱、5 立架、 6 台面、 7 铆头、8 机身、 9 铆座、10 单臂座、11 叉臂主座、12 叉臂副座、13单臂座底座、14 圆磁铁、15 单臂中销、16 单臂头销、17叉臂主座底板、18 定位右柱、19 吸附右柱、20 主轴托柱、21 吸附左柱、22 定位左柱、23 小主从托柱、24 主从托柱; 25 从动臂吸附柱;26 定位柱;27 齿扇销、28 从动柱、29 从动销、30 环形磁铁、31 主轴柱、32 主轴销、33 齿扇柱、34 副座底板、35 限位柱、36 滑轮组件、37 单臂左件、38 单臂右件、39左件单臂铆后半成品、叉臂左件40、叉臂右件41、左件叉臂铆后半成品42。
具体实施方式
26.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
27.如图1至图10所示的本实用新型的这种用于滑轮组件的旋铆机,其包括旋铆机本体,旋铆机本体包括机架1、气动旋铆机2、工装3和电控箱4,机架1包括立架5和台面6,气动旋铆机2包括铆头7和机身8,台面6铺放在立架5上,并与立架5用螺钉连为一体,工装3和机身8都安放在台面6上,并通过螺钉与台面6连接为一体,铆头7安装在机身8的端部,电控箱4安装在立架5的内部,机身8与电控箱4之间为电气连接,工装3包括铆座9、单臂座10、叉臂主座11和叉臂副座12,且铆座9、单臂座10、叉臂主座11和叉臂副座12四者彼此分离,并未连接成一体,铆座9、单臂座10、叉臂主座11和叉臂副座12通过螺钉与台面6连为一体,铆座9为铬钢圆柱,且上表面设有矩形沉孔,单臂座10的主体为单臂座底座13,且上粘有两片圆磁铁14,并插有一根单臂中销15和一根单臂头销16,叉臂主座11的结构是在叉臂主座底板17上
安装有定位右柱18、吸附右柱19、主轴托柱20、吸附左柱21、定位左柱22、小主从托柱23、主从托柱24和从动臂吸附柱25,定位右柱18和定位左柱22均由定位柱26中插入齿扇销27构成,吸附右柱19和吸附左柱21均由齿扇柱33中粘附一片圆磁铁14构成,主轴托柱20由主轴柱31中插入一根主轴销32构成,小主从托柱23与主从托柱24上表面均有个圆形沉孔,从动臂吸附柱25由从动柱28中插入一根从动销29,并粘附一片环形磁铁30构成,叉臂副座12的结构是在副座底板34上插入一根主轴销32和两根限位柱35、并粘附两片圆磁铁14构成,工装3在工作时会安装待铆工件,滑轮组件36可以与单臂左件37或单臂右件38或叉臂左件40或叉臂右件41分别组成不同的待铆工件,其中单臂左件37与单臂右件38对称,叉臂左件40与叉臂右件41对称,待铆工件经旋铆加工后会形成各自的铆后半成品,例如左件单臂铆后半成品39、左件叉臂铆后半成品42。
28.本实用新型的工作原理及步骤为:
29.1)针对单臂件(包括单臂左件37和单臂右件38),本实用新型具体操作过程(仅以单臂左件37为例)如下:
30.1.1)将滑轮组件36卡入铆座9的矩形沉孔内,将单臂左件37安装在单臂座10上,使滑轮组件36的铆钉刚好穿过单臂左件37的铆接孔,并且使单臂座底座13上的仿形沟槽刚好卡住将单臂左件37的两侧边缘、使单臂中销15刚好穿入单臂左件37的中孔,使单臂头销16刚好穿入单臂左件37的头孔,使两片圆磁铁14刚好吸住单臂左件37的端部。
31.1.2)启动气动旋铆机2,铆头7一边偏心旋转一边下压,正好压在滑轮组件36的铆钉上,形成旋铆加工;
32.1.3)旋铆加工时间到后,铆头7上升缩回,人工取出左件单臂铆后半成品39;
33.1.4)进入下一个循环,人工继续放料。
34.2)针对叉臂件(包括叉臂左件40和叉臂右件41),本实用新型具体操作过程(仅以叉臂左件40为例)如下:
35.2.1)将滑轮组件36卡入铆座9的矩形沉孔内,将叉臂左件40安装在叉臂主座11和叉臂副座12上,使滑轮组件36的铆钉刚好穿过叉臂左件40一侧从动臂的铆接孔,并且使叉臂左件40主动臂和从动臂交接处的凸出部位刚好卡在主从托柱24上表面的圆形沉孔内,使叉臂左件40另一侧从动臂放在从动柱28上,且从动销29正好穿过该从动臂的工艺孔,环形磁铁30将该从动臂吸住。叉臂左件40的齿扇搁放在副座底板34上,且由圆磁铁14吸住。副座底板34上的主轴销32正好穿过叉臂左件40的主轴孔,两根限位柱35挡在叉臂左件40主动臂两侧,用于确定叉臂左件40的工作位置。小主从托柱23就似一个圆柱被切掉了一部分,被切掉的这部分就是为了避让此时的叉臂左件40。
36.2.2) 启动气动旋铆机2,铆头7一边偏心旋转一边下压,正好压在滑轮组件36的铆钉上,形成旋铆加工,实现将第一个滑轮组件36旋铆在一侧从动臂端部;
37.2.3)旋铆加工时间到后,铆头7上升缩回,人工取出铆后半成品,将其翻转180
°
,再取一个滑轮组件36卡入铆座9的矩形沉孔内,使滑轮组件36的铆钉刚好穿过铆后半成品另一侧从动臂的铆接孔,从动销29正好穿过已铆过的从动臂的工艺孔,主轴销32仍然穿过铆后半成品的主轴孔,相当于将两个从动臂交换位置;
38.2.4)启动气动旋铆机2,将第二个滑轮组件36旋铆在另一侧从动臂端部;
39.2.5)旋铆加工时间到后,铆头7上升缩回,人工取出铆第二次后的半成品,将其水
平旋转一定角度,再取一个滑轮组件36卡入铆座9的矩形沉孔内,使滑轮组件36的铆钉刚好穿过半成品主动臂端部的铆接孔,并且使半成品主动臂和从动臂交接处的凸出部位刚好卡在小主从托柱23上表面的圆形沉孔内,两根从动臂悬空,齿扇正好被吸附右柱19和吸附左柱21里的圆磁铁14吸住,主轴托柱20上的主轴销32正好穿过半成品的主轴孔,定位右柱18上的齿扇销27刚好穿过半成品齿扇一端的孔,而齿扇另一端便于刚好抵在定位左柱22上的齿扇销27边;
40.2.6)启动气动旋铆机2,将第三个滑轮组件36旋铆在主动臂端部;
41.2.7)旋铆加工时间到后,铆头7上升缩回,人工取出第三次旋铆后的半成品,即左件叉臂铆后半成品42,进入下一个循环,人工继续放料。
42.上述过程仅以叉臂左件40举例,若换成叉臂右件41,过程与以上相同,只不过在第三次旋铆定位时,是定位左柱22上的齿扇销27刚好穿过半成品齿扇一端的孔,而齿扇另一端便于刚好抵在定位右柱18上的齿扇销27边。
43.本成果所涉小轿车4个车门,叉臂左件40是左前门玻璃升降器的零件、叉臂右件41属于右前门玻璃升降器、单臂左件37属于左后门、单臂右件38属于右后门。本成果利用几个简单的工装组合,可以适应全部4个车门玻璃升降器滑轮组件的旋铆;圆磁铁14和环形磁铁30,在旋铆工作时既能压紧待铆工件的加工远端以免工件翘曲,又方便取放。 至此,本实用新型的目的得以完成。
44.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1