一种折弯模具的制作方法
1.本实用新型涉及一种折弯模具。
背景技术:
2.折弯是钣金件成型工艺中的一种常见加工方法,其过程是借助折弯模具对钣金件进行快速冲压以折弯一定角度;现有的折弯模具在对钣金件进行90度折弯时,为了节省时间,均采用一次性折弯的方式,这就导致钣金件因受力过快而极易变形甚至直接被拉断,加工合格率较低,反而提高了加工成本,而且折弯模具中的压头一旦磨损后,只能整个更换,进一步导致加工成本较高,有待于进一步改进。
技术实现要素:
3.针对上述现有技术的现状,本实用新型所要解决的技术问题在于提供一种能有效避免钣金件因受力过快而发生变形甚至被拉断,从而大幅提高了加工合格率并降低了加工成本的折弯模具。
4.本实用新型解决上述技术问题所采用的技术方案为:一种折弯模具,包括下模板以及设于下模板上方的上模板,下模板顶部设有从后往前依次设置的第一模座、第二模座和第三模座,对应地,上模板的底部固定有从后往前依次设置的冲孔刀座、冲切刀座和折弯组件;冲孔刀座、冲切刀座和折弯组件分别与第一模座、第二模座和第三模座相互配合,其特征在于,所述第三模座包括横向固定在下模板顶部的垫块以及横向固定在垫块顶部的座板,所述座板顶部开设有导向槽、第一折弯孔和第二折弯孔,所述第一折弯孔和第二折弯孔均设于导向槽的右侧并从后往前依次分布,所述折弯组件包括从后往前依次设置的第一折弯座和第二折弯座;所述第一折弯座和第二折弯座分别活动插入在第一折弯孔和第二折弯孔中,所述第一折弯座的下端左侧转角处形成有斜面,所述第二折弯孔的右侧内壁上向外形成有限位块,所述第二折弯座的下端与限位块的顶部相互配合,所述第二折弯座的下端左侧转角处还固定有可拆卸的嵌块;所述嵌块的左侧下端开设有缺口腔,所述缺口腔的顶部右侧转角处向外形成有若干个筋条成型块,所述缺口腔的右侧内壁上开设有躲避槽。
5.优选地,所述第二折弯座的下端左侧开设有缺口,所述嵌块设于缺口中,所述缺口的顶部内壁上开设有定位槽,对应地,所述嵌块的顶部内侧转角出向外形成有定位条,所述定位条横向且活动插入在定位槽中;所述嵌块的顶部和右侧外壁分别贴合在缺口的顶部和右侧内壁上。
6.优选地,所述第二折弯座的左侧外壁上向外形成有若干个第一对位条,对应地,所述嵌块的左侧外壁上向外形成有相同数量的第二对位条,若干个所述第二对位条的位置分别与若干个第一对位条的位置相互对应。
7.优选地,所述座板顶部开设有切边孔,所述切边孔设于第一折弯孔的后侧,所述折弯组件还包括切边刀座,所述切边刀座的下端活动插入在切边孔中。
8.与现有技术相比,本实用新型的优点在于:本实用新型能在不延长折弯时间的前
提下,先借助第一折弯座将钣金件折弯45度,然后再借助第二折弯座继续将钣金件折弯45度以达到折弯90度的效果,进而有效避免钣金件因受力过快而发生变形甚至被拉断,从而大幅提高了加工合格率以降低加工成本,而且一旦嵌块磨损后,只要单独更换嵌块即可,无需更换整个第二折弯座,进而进一步降低了加工成本。
附图说明
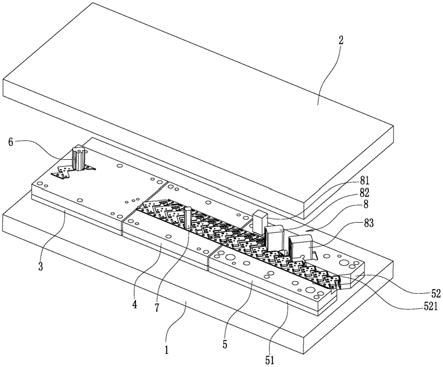
9.图1为本实用新型的左前侧结构图;
10.图2为本实用新型的折弯组件的左前侧结构图;
11.图3为本实用新型的第二折弯座和嵌块的左前侧结构图。
具体实施方式
12.除非另外定义,本实用新型使用的技术术语或者科学术语应当为本实用新型所属领域内具有一般技能的人士所理解的通常意义。本实用新型中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
13.为了保持本实用新型实施例的以下说明清楚且简明,本实用新型省略了已知功能和已知部件的详细说明。
14.如图1~3所示,一种折弯模具,包括下模板1以及设于下模板1上方的上模板2,下模板1顶部设有从后往前依次设置的第一模座3、第二模座4和第三模座5,对应地,上模板2的底部固定有从后往前依次设置的冲孔刀座6、冲切刀座7和折弯组件8;冲孔刀座6、冲切刀座7和折弯组件8分别与第一模座3、第二模座4和第三模座5相互配合,第三模座5包括横向固定在下模板1顶部的垫块51以及横向固定在垫块51顶部的座板52,座板52顶部开设有导向槽521、第一折弯孔523和第二折弯孔524,第一折弯孔523和第二折弯孔524均设于导向槽521的右侧并从后往前依次分布,折弯组件8包括从后往前依次设置的第一折弯座82和第二折弯座83;第一折弯座82和第二折弯座83分别活动插入在第一折弯孔523和第二折弯孔524中,第一折弯座82的下端左侧转角处形成有斜面821,第二折弯孔524的右侧内壁上向外形成有限位块525,第二折弯座83的下端与限位块525的顶部相互配合,第二折弯座83的下端左侧转角处还固定有可拆卸的嵌块84;嵌块84的左侧下端开设有缺口腔843,缺口腔843的顶部右侧转角处向外形成有若干个筋条成型块844,缺口腔843的右侧内壁上开设有躲避槽845。
15.第二折弯座83的下端左侧开设有缺口831,嵌块84设于缺口831中,缺口831的顶部内壁上开设有定位槽832,对应地,嵌块84的顶部内侧转角出向外形成有定位条841,定位条841横向且活动插入在定位槽832中;嵌块84的顶部和右侧外壁分别贴合在缺口831的顶部和右侧内壁上。
16.第二折弯座83的左侧外壁上向外形成有若干个第一对位条833,对应地,嵌块84的
左侧外壁上向外形成有相同数量的第二对位条842,若干个第二对位条842的位置分别与若干个第一对位条833的位置相互对应。
17.座板52顶部开设有切边孔522,切边孔522设于第一折弯孔523的后侧,折弯组件8还包括切边刀座81,切边刀座81的下端活动插入在切边孔522中。
18.使用时:将板材嵌入在导向槽521中并从后往前慢慢进给,进而在冲孔刀座6和冲切刀座7的作用下依次完成冲孔和切除;接着,当板材移动到切边刀座81的下方时,切边刀座81通过与切边孔522的相互配合会将板材上的经过冲孔和切除后形成的边角料切除,至此就在板材上形成了一个个依次分布的板件9。
19.当板件9的右端移动到第一折弯孔523的上方时,第一折弯座82的下端在上模板2的带动下向下插入到第一折弯孔523中,斜面821会将板件9的右端先向下弯折45度,然后待第一折弯座82的下端向上脱离第一折弯孔523后继续向前移动。
20.接着,板件9的右端移动到第二折弯孔524的上方时,第二折弯座83在上模板2的带动下向下插入到第二折弯孔524中,嵌块84的下端左侧会将板件9的右端继续向下弯折45度以达到90度弯折,并借助若干个筋条成型块844在折弯处形成若干个筋条91,这样就完成了90度折弯。
21.位于板件9的右端外壁上的凸条会在折弯时嵌入到躲避槽845中,从而防止凸条阻碍折弯。
22.若嵌块84磨损后,只要将定位条841从定位槽832中横向拉出就可拆下磨损的嵌块84并更换。
23.本实用新型能在不延长折弯时间的前提下,先借助第一折弯座82将钣金件折弯45度,然后再借助第二折弯座83继续将钣金件折弯45度以达到折弯90度的效果,进而有效避免钣金件因受力过快而发生变形甚至被拉断,从而大幅提高了加工合格率以降低加工成本,而且一旦嵌块84磨损后,只要单独更换嵌块84即可,无需更换整个第二折弯座83,进而进一步降低了加工成本。
24.最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的技术人员应当理解,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行同等替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神与范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1