一种全自动链条钢管压槽机的制作方法
1.本实用新型涉及压槽机领域,尤其涉及一种全自动链条钢管压槽机。
背景技术:
2.在复合管上压槽是为了方便管道间的连接,一般采用压槽机完成。压槽机的工作原理是利用转动的凹压轮带动管子转动,凸压轮在油缸作用下缓缓向管子施压,从而开成所需的凹槽,以备安装时使用。现有的压槽机自动性、连续性差,需要人工控制,费时费力,影响加工的效率和效果。
技术实现要素:
3.(一)实用新型目的
4.为解决背景技术中存在的技术问题,本实用新型提出一种全自动链条钢管压槽机。本实用新型设置两组压槽单元和三个工位配合,利用链条、横向移动钢管机构、第一工位旋转机构、第二工位旋转机构和第三工位旋转机构带动钢管多方向移动,实现对钢管两端的连续、自动压槽,自动性强,减轻人力,压槽效率高、效果好。
5.(二)技术方案
6.为解决上述问题,本实用新型提出了一种全自动链条钢管压槽机,包括进料单元、机架、压槽单元、升降架、升降机单元、横向移动钢管机构、辅助单元、托管单元、链条单元、链条升降单元、第一工位旋转机构、第二工位旋转机构和第三工位旋转机构;压槽单元设置两组,两组压槽单元设置在机架的左右两端;升降机单元设置在机架上;升降架通过升降机单元传动,设置在两组压槽单元之间,升降架上设置有第一工位、第二工位和第三工位;横向移动钢管机构设置四组,每两组横向移动钢管机构与一组压槽单元配合,且对应其位置设置在升降架的一端;第一工位旋转机构设置在第一工位上;第二工位旋转机构设置在第二工位上;第三工位旋转机构设置在第三工位上;辅助单元和托管单元分别设置多组,多组辅助单元和托管单元分散设置在第一工位旋转机构、第二工位旋转机构和第三工位旋转机构上;调节链条单元高度的链条升降单元设置在机架上;链条单元设置多组,多组链条单元间隔设置在两组压槽单元之间,位于升降架的上方;且一端延伸至进料端,另一端延伸至出料端;进料单元设置在机架上,且位于靠近第一工位的一侧。
7.优选的,机架上设置有安装单元;进料单元设置在安装单元上。
8.优选的,机架上设置有第一传动单元;第一传动单元与升降机单元中的升降件一传动连接。
9.优选的,机架上设置有第二传动单元;第二传动单元与链条升降单元中的升降件二传动连接。
10.优选的,升降机单元设置四组,分为位于机架的前后左右。
11.优选的,链条单元设置四组。
12.优选的,托管单元设置四组。
13.本实用新型的上述技术方案具有如下有益的技术效果:
14.本实用新型设置两组压槽单元和三个工位配合,利用链条、横向移动钢管机构、第一工位旋转机构、第二工位旋转机构和第三工位旋转机构带动钢管多方向移动,实现对钢管两端的连续、自动压槽,自动性强,减轻人力,压槽效率高、效果好。
附图说明
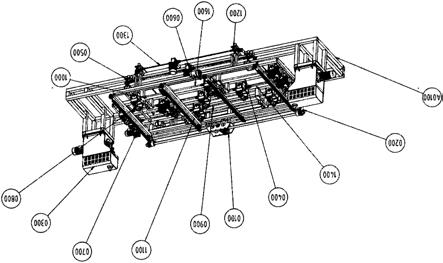
15.图1为本实用新型提出的一种全自动链条钢管压槽机的结构示意图。
16.附图标注:a0100、机架;0100、安装单元;0200、进料单元;0300、压槽单元;0400、升降架;0500、升降机单元;0600、第一传动单元;0700、横向移动钢管机构;0800、辅助单元;0900、第一工位旋转机构;1000、托管单元;1100、链条单元;1200、链条升降单元;1300、第二传动单元;1400、第二工位旋转机构;1600、第三工位旋转机构。
具体实施方式
17.为使本实用新型的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本实用新型进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本实用新型的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本实用新型的概念。
18.如图1所示,本实用新型提出的一种全自动链条钢管压槽机,包括进料单元0200、机架a0100、压槽单元0300、升降架0400、升降机单元0500、横向移动钢管机构0700、辅助单元0800、托管单元1000、链条单元1100、链条升降单元1200、第一工位旋转机构0900、第二工位旋转机构1400和第三工位旋转机构1600;压槽单元0300设置两组,两组压槽单元0300设置在机架a0100的左右两端;升降机单元0500设置在机架a0100上;升降架0400通过升降机单元0500传动,设置在两组压槽单元0300之间,升降架0400上设置有第一工位、第二工位和第三工位;横向移动钢管机构0700设置四组,每两组横向移动钢管机构0700与一组压槽单元0300配合,且对应其位置设置在升降架0400的一端;第一工位旋转机构0900设置在第一工位上;第二工位旋转机构1400设置在第二工位上;第三工位旋转机构1600设置在第三工位上;辅助单元0800和托管单元1000分别设置多组,多组辅助单元0800和托管单元1000分散设置在第一工位旋转机构0900、第二工位旋转机构1400和第三工位旋转机构1600上;调节链条单元1100高度的链条升降单元1200设置在机架a0100上;链条单元1100设置多组,多组链条单元1100间隔设置在两组压槽单元0300之间,位于升降架0400的上方;且一端延伸至进料端,另一端延伸至出料端;进料单元0200设置在机架a0100上,且位于靠近第一工位的一侧。
19.在一个可选的实施例中,机架a0100上设置有安装单元0100;进料单元0200设置在安装单元0100上。
20.在一个可选的实施例中,机架a0100上设置有第一传动单元0600;第一传动单元0600与升降机单元0500中的升降件一传动连接。
21.在一个可选的实施例中,机架a0100上设置有第二传动单元1300;第二传动单元1300与链条升降单元1200中的升降件二传动连接。
22.在一个可选的实施例中,升降机单元0500设置四组,分为位于机架a0100的前后左
右。
23.在一个可选的实施例中,链条单元1100设置四组。
24.在一个可选的实施例中,托管单元1000设置四组。
25.本实用新型的工作步骤如下:
26.s1、钢管通过进料单元0200旋转送入链条单元1100的链条上,链条转动把钢管送入第一工位,第一工位上的第一工位旋转机构0900工作,同时辅助单元0800、托管单元1000、横向移动钢管机构0700配合,把钢管送到右端,右侧的压槽单元0300里油缸工作,实现钢管右端压槽,压槽完成后第一工位回到初始位置;
27.s2、第一工位下降,链条启动把钢管送入第二工位,当下一根钢管在第一工位运行时,第二工位的钢管向左运行,并移动至第三工位;
28.s3、当第三根钢管进入第一工位时,第一工位向右运行,给其右端压槽,第一根钢管完全进入第三工位,继续向左运行,左侧的压槽单元0300里油缸工作,实现钢管左端压槽;
29.s4、左端压槽完成后钢管向右运行,所有工位下降,链条运送钢管下料。
30.s5、进行s1
‑
s4的步骤循环。
31.应当理解的是,本实用新型的上述具体实施方式仅仅用于示例性说明或解释本实用新型的原理,而不构成对本实用新型的限制。因此,在不偏离本实用新型的精神和范围的情况下所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。此外,本实用新型所附权利要求旨在涵盖落入所附权利要求范围和边界、或者这种范围和边界的等同形式内的全部变化和修改例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1