一种用于换热管与管板TIG自动焊的尾部气体保护工装的制作方法
一种用于换热管与管板tig自动焊的尾部气体保护工装
技术领域
1.本实用新型涉及tig焊技术领域,具体是一种用于换热管与管板tig自动焊的尾部气体保护工装。
背景技术:
2.tig焊(tungsten inert gas welding),又称为非熔化极惰性气体保护电弧焊。tig焊广泛应用于化工、海水淡化、电站冷凝器等热交换器中,特别是要求较高的材料,如:“钛及钛合金、镍及镍合金、锆及锆合金”等换热管与管板焊接的产品中。如:钛材换热管与管板的焊接,尾部气体保护工装主要保护钛焊缝及周边的母材在400℃以上不被高温氧化。
3.为了保护钛焊缝及其周边母材,需要尾部气体保护工装,但现有技术存在钛焊缝及其周边母材保护效果不佳,钛焊缝及其周边母材暴露于空气中易被氧化,使钛焊缝及其周边母材变色,降低了钛焊缝及其周边母材的耐蚀性,焊枪气流与尾部气体保护工装气流不吻合而使工装保护周围产生紊流影响焊接效果等不足。
技术实现要素:
4.为克服现有技术的不足,本实用新型提供了一种用于换热管与管板tig自动焊的尾部气体保护工装,解决现有技术存在的对钛焊缝及其周边母材保护效果不佳等不足。
5.本实用新型解决上述问题所采用的技术方案是:
6.一种用于换热管与管板tig自动焊的尾部气体保护工装,包括壳体、喷嘴连接套、通气管,所述壳体上设有用以夹持喷嘴的第一弧结构,所述通气管从所述壳体外部伸入所述壳体内部。
7.tig焊作业时,将喷嘴连接套连接焊枪喷嘴,将第一弧结构夹持焊枪喷嘴,将通气管连接惰性气体(如氩气等)供应装置,由于壳体的阻挡作用,用于tig焊的惰性气体将被阻挡在焊接处附近,减小了惰性气体的散佚损失;同时,外界的空气将被壳体、惰性气体阻挡不能进入焊接处,这就有效防止了氧气等含氧物质进入焊接处,避免了焊缝及周边的母材被高温氧化,惰性气体还能带走一部分热量,加速焊缝及周边母材的冷却,从而有效保护了焊缝及其周边母材。
8.作为一种优选的技术方案,所述壳体内设有与tig焊缝延伸方向匹配的气流管道,所述通气管与所述气流管道连通。
9.这使得焊接时的惰性气体尾部工装气流较为均匀,提高了焊接的保护质量,而且进一步隔绝了外界的空气,进一步提高了对焊缝及其周边母材的保护效果。
10.作为一种优选的技术方案,所述通气管上开设有若干个通气孔。
11.通气孔的设置,使惰性气体尾部工装气流更加充分均匀,进一步带走热量,进一步加速焊缝及周边母材的冷却。
12.作为一种优选的技术方案,所述通气孔沿所述通气管等间距排列。
13.这使得更加均匀地排布惰性气体与焊缝及其周边母材的接触,进一步保证焊接质
量。
14.作为一种优选的技术方案,所述通气孔的开口朝向所述壳体的远离所述第一弧结构的外缘。
15.这使气流管道的气流被壳体折射返回,进一步增加了气流的均匀性,从而进一步带走热量,进一步加速焊缝及周边母材的冷却。
16.作为一种优选的技术方案,还包括设于所述壳体内的滤网。
17.滤网有利于进一步将气流混合均匀,从而进一步带走热量,进一步加速焊缝及周边母材的冷却。
18.作为一种优选的技术方案,所述滤网设于所述壳体的远离所述第一弧结构的外缘与所述第一弧结构之间。
19.产生的气流被壳体折射返回时,增加了气流的均匀性;经过滤网时,更进一步提高了气流的均匀性,从而更进一步带走热量,更进一步加速焊缝及周边母材的冷却。
20.作为一种优选的技术方案,还包括用以贴合机头定位杆的第二弧结构。
21.这使得本实用新型保护空间无死区,保护效果最大化。
22.作为一种优选的技术方案,还包括与所述壳体连接的连接板。
23.这便于连接板的固定,也便于连接板与其他部件的连接。
24.作为一种优选的技术方案,所述连接板与所述壳体螺纹连接。
25.螺纹连接结构简单,方便操作。
26.本实用新型相比于现有技术,具有以下有益效果:
27.(1)有效防止了氧气等含氧物质进入焊接处,避免了焊缝及周边的母材被高温氧化,惰性气体还能带走一部分热量,加速焊缝及周边母材的冷却,从而有效保护了焊缝及其周边母材;
28.(2)使得焊接时的惰性气体尾部工装气流较为均匀,提高了焊接的保护质量,而且进一步隔绝了外界的空气,进一步提高了对焊缝及其周边母材的保护效果;
29.(3)通气孔的设置,使惰性气体尾部工装气流更加充分均匀,进一步带走热量,进一步加速焊缝及周边母材的冷却;
30.(4)使得更加均匀地排布惰性气体与焊缝及其周边母材的接触,进一步保证焊接质量;
31.(5)使得产生的气流被壳体折射返回,进一步增加了气流的均匀性,从而进一步带走热量,进一步加速焊缝及周边母材的冷却;
32.(6)滤网有利于进一步将气流混合均匀,从而进一步带走热量,进一步加速焊缝及周边母材的冷却;
33.(7)气流管道的气流被壳体折射返回时,增加了气流的均匀性;经过滤网时,更进一步提高了气流的均匀性,从而更进一步带走热量,更进一步加速焊缝及周边母材的冷却;
34.(8)保护空间无死区,保护效果最大化;
35.(9)便于连接板的固定,也便于连接板与其他部件的连接;
36.(10)螺纹连接结构简单,方便操作。
附图说明
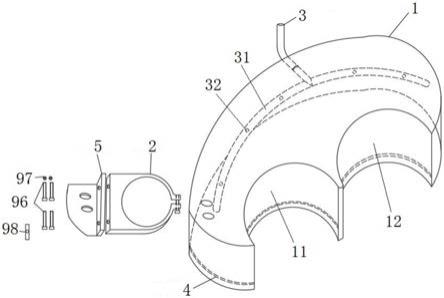
37.图1为本实用新型的结构示意图之一;
38.图2为本实用新型的结构示意图之二(包含连接部件的爆炸图);
39.图3为本实用新型的使用示意图;
40.图4为本实用新型沿a-a面的剖视图。
41.附图中标记及相应的零部件名称:1、壳体,2、喷嘴连接套,3、通气管,4、滤网,5、连接板,11、第一弧结构,12、第二弧结构,31、气流管道,32、通气孔,91、焊枪喷嘴,92、定位弹性夹头,93、换热管,94、ta2复合板管,95、定心铜套,96、连接螺栓,97、连接螺母,98、垫块,99、机头定位杆。
具体实施方式
42.下面结合实施例及附图,对本实用新型作进一步的详细说明,但本实用新型的实施方式不限于此。
43.实施例1
44.如图1至图4所示,一种用于换热管与管板tig自动焊的尾部气体保护工装,包括壳体1、喷嘴连接套2、通气管3,所述壳体1上设有用以夹持喷嘴的第一弧结构11,所述通气管3从所述壳体1外部伸入所述壳体1内部。
45.tig焊作业时,将喷嘴连接套2连接焊枪喷嘴91,将第一弧结构11夹持焊枪喷嘴91,将通气管3连接惰性气体(如氩气等)供应装置,由于壳体1的阻挡作用,用于tig焊的惰性气体将被阻挡在焊接处附近,减小了惰性气体的散佚损失;同时,外界的空气将被壳体1、惰性气体阻挡不能进入焊接处,这就有效防止了氧气等含氧物质进入焊接处,避免了焊缝及周边的母材被高温氧化,惰性气体还能带走一部分热量,加速焊缝及周边母材的冷却,从而有效保护了焊缝及其周边母材。
46.作为一种优选的技术方案,所述壳体1内设有与tig焊缝延伸方向匹配的气流管道31,所述通气管3与所述气流管道31连通。
47.这使得焊接时的惰性气体尾部工装气流较为均匀,提高了焊接的保护质量,而且进一步隔绝了外界的空气,进一步提高了对焊缝及其周边母材的保护效果。
48.作为一种优选的技术方案,所述通气管3上开设有若干个通气孔32。
49.通气孔32的设置,使惰性气体尾部工装气流更加充分均匀,进一步带走热量,进一步加速焊缝及周边母材的冷却。
50.作为一种优选的技术方案,所述通气孔32沿所述通气管3等间距排列。
51.这使得更加均匀地排布惰性气体与焊缝及其周边母材的接触,进一步保证焊接质量。
52.作为一种优选的技术方案,所述通气孔32的开口朝向所述壳体1的远离所述第一弧结构11的外缘。
53.这使气流管道31的的气流被壳体1折射返回,进一步增加了气流的均匀性,从而进一步带走热量,进一步加速焊缝及周边母材的冷却。
54.作为一种优选的技术方案,还包括设于所述壳体1内的滤网4。
55.滤网4有利于进一步将气流混合均匀,从而进一步带走热量,进一步加速焊缝及周
边母材的冷却。
56.实施例2
57.如图1至图4所示,作为实施例1的进一步优化,本实施例包含了实施例1的全部技术特征,除此之外,本实施例还包括以下技术特征:
58.作为一种优选的技术方案,所述滤网4设于所述壳体1的远离所述第一弧结构11的外缘与所述第一弧结构11之间。
59.产生的气流被壳体1折射返回时,增加了气流的均匀性;经过滤网4时,更进一步提高了气流的均匀性,从而更进一步带走热量,更进一步加速焊缝及周边母材的冷却。
60.作为一种优选的技术方案,还包括用以贴合机头定位杆的第二弧结构12。
61.这使得本实用新型保护空间无死区,保护效果最大化。
62.作为一种优选的技术方案,还包括与所述壳体1连接的连接板5。
63.这便于连接板5的固定,也便于连接板5与其他部件的连接。
64.作为一种优选的技术方案,所述连接板5与所述壳体1螺纹连接。
65.螺纹连接结构简单,方便操作。
66.实施例3
67.如图1至图4所示,本实施例在实施例1、实施例2的基础上,提供更细化的实施方式。
68.本实用新型的组成主要包括:壳体1(铜皮)、通气管3(铜管)、滤网4(不锈钢120目)、连接板5(不锈钢板3mm)、喷嘴连接套2(铝合金)、垫块98(铜皮)。
69.tig自动焊作业时,将喷嘴连接套2连接焊枪喷嘴91,将第一夹持弧11夹持焊枪喷嘴91,将通气管3连接惰性气体(如氩气等)供应装置,气流管道31气流由于壳体1(所述壳体1的远离所述第一弧结构11的部分)的阻挡返回,使工装壳体1内部充满较为均匀的惰性气体,壳体1内部气流压力的作用,惰性气体通过滤网4均匀的喷在钛焊缝及其周边母材上,均匀的保护气流将外界的空气阻挡不能进入尾部工装保护范围内,这就有效防止了氧气等含氧物质进入尾部工装保护处,由于尾部气体保护工装有足够的长度和宽度,tig自动焊在连续焊接中,有足够的时间使钛焊缝及其周边母材冷却至400℃以下,避免了钛焊缝及周边的母材被高温氧化,惰性气体还能带走一部分热量,加速钛焊缝及周边母材的冷却,从而更加有效保护了钛焊缝及其周边母材。
70.值得说明的是,焊枪喷嘴91、定位弹性夹头92、换热管93、ta2复合板管94、定心铜套95、连接螺栓96,连接螺母97,垫块98、机头定位杆99等并非本实用新型的关键发明点,或者工作原理较简单,故未再对其结构和工作原理进行进一步阐述。
71.值得说明的是,图3中给出了保护长度(即壳体1遮挡的钛焊缝运动方向的弧线长度)和保护宽度(即壳体1靠近第二弧结构12的端面与壳体1远离第二弧结构12的外缘的直线长度)的示意。
72.本实用新型中,根据焊接热输入的大小,选择合适的气体流量,才能达到最佳的保护效果。
73.本实用新型可用于钛材换热管与管板的焊接,主要保护钛焊缝及周边的母材在400℃以上不被高温氧化。
74.本实用新型中,根据tig自动焊的特点——在连续运动中要保护钛焊缝及周边的
母材不被高温(400℃以上)氧化,尾部气体保护工装在设计时,需要考虑保护一定的焊缝长度和宽度(约2/3焊接管口),达到一定的冷却时间,才能确保钛焊缝及周边母材冷却到400℃以下不被高温氧化,使焊缝颜色为银白色。
75.本实用新型中,为了使焊枪气流与尾部气体保护工装气流相互吻合,不至于使工装保护周围产生紊流,从而影响保护效果,故在设计尾部气体保护工装时,应考虑工装的气流量应略低于焊枪的气流量;因此,本工装的尺寸大小设计也非常关键;尺寸太大,气瓶流量计不足,保护效果也不好,焊接时还会影响观察;尺寸太小达不到保护效果。
76.本实用新型中,尾部气体保护工装离工作面(即管口高度)应保持一定距离,同时要求管口高度应基本一致,否则会影响tig自动焊的连续焊接和保护效果;故在设计时,需与焊接机头实配来确定工装定位尺寸和尾部位置尺寸,以及工装的高度尺寸。
77.本实用新型中,在设计时,考虑了通气管3均匀钻了5个通气孔32,气流向上,通过壳体1顶部折射返回向下,再增加二至三层的滤网4,这样出来的气流非常均匀。工装出来的均匀气流有以下作用,会带走一部分热量,加速钛焊缝及周边母材的冷却;与此同时,也隔离保护范围的空气,达到了保护和冷却效果。
78.本实用新型中,钛材换热管与管板tig自动焊在连续焊接时,管口钛焊缝及周边母材得到有效保护;尤其是在较大热输入填丝焊接中,焊缝颜色为银白色,其优势特别明显,保护效果优于其他工装(如:焊接设备厂提供的配套尾部气保护工装)。
79.如上所述,可较好地实现本实用新型。
80.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,依据本实用新型的技术实质,在本实用新型的精神和原则之内,对以上实施例所作的任何简单的修改、等同替换与改进等,均仍属于本实用新型技术方案的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1