一种硅钢碎断刀具曲面车削加工装置的制作方法
1.本实用新型涉及刀具曲面车削加工定位工装的技术领域,尤其涉及一种硅钢碎断刀具曲面车削加工装置。
背景技术:
2.硅钢碎断刀具又称碎边刀,碎边刀一般用于圆盘剪切下并在运行中的废边剪切成碎片的剪切机上。由于现有的碎边刀在加工是一般是将多个刀片安装在一个工装上,通过工装的转动来对刀片的外圆进行车削处理。经检索分析,授权公开号cn203751430u的中国专利公开一种新型的碎边剪刀头固定装置,该刀片通过螺栓经斜压板安装在刀盘的刀片槽内部,在对刀片进行安装时,需要操作人员将螺栓有效安装,当在初步夹紧后,继续夹紧处理时,比较费力,且夹持过紧在对刀片加工完成后,斜压板会将刀片压紧导致无法分离,且需要将斜压板完全取出才能安装下移组刀片,这样就影响刀具的生产效率。
技术实现要素:
3.本实用新型的目的是为了解决上述斜压板和刀片压紧后无法分离和或需要斜压板完全从刀片槽内部取出造成生产效率的问题,故此提出一种硅钢碎断刀具曲面车削加工装置。
4.为了实现上述目的,本实用新型采用了如下技术方案:
5.一种硅钢碎断刀具曲面车削加工装置,包括主体,周向设置在主体上的多个限位槽,以及对刀具横向施压并安装在对应限位槽处的施压机构,施压机构包括沿限位槽宽度方向运动并对刀具作用的施压块,以及将施压块与主体可调节安装的调节件,施压块相对刀具的一侧设置有滚动体三。通过调节调节件将施压块沿限位槽宽度方向移动,进而将刀具夹紧在限位槽内部,通过滚动体三的设置利于在加工完成后刀具和施压块分离,防止出现卡滞的现象发生,利于刀具的高效生产制作。
6.在本技术方案中为了有效控制调节刀具的夹持效果,作出如下创新:该调节件包括对施压块作用的调节部,以及将调节部与主体连接的连接部,调节部和施压块相对的一侧均为斜坡结构。通过连接部与主体的可调节连接,经带动调节部下移,进而经斜坡结构带动施压块横向运动,致使施压块夹紧刀具。
7.在本技术方案中为了便于调节和控制刀具的夹持效果,作出如下创新:该施压块的斜坡结构上设置有导槽一,调节部上设置有与导槽一相适配的滚动体一。在施压块和调节部之间设置导槽一和滚动体一利于施压块和调节部之间的状态转化,也同时防止卡滞现象的发生。
8.在本技术方案中为了实现对刀具的横向施压效果,作出如下创新:该施压机构包括开设于限位槽侧壁上且与施压块滑动配合的滑槽,以及开设于主体上的盲孔,调节件通过螺纹连接在盲孔内部且对施压块横向作用。通过将调节件在盲孔内部带动施压块沿限位槽宽度方向运动,进而将刀具进行有效地夹紧处理。
9.在本技术方案中为了在刀具加工完成后实现自动复位,便于取离刀具,作出如下创新:该滑槽的内部安装有复位件,复位件的两端分别与主体和施压块抵接。在加工完成后,需要对刀具进行拆卸时,是需要将调节件与主体之间调松,随后复位件会将施压块复位,此时刀具会自动与施压块分离,利于刀具的生产制作。
10.在本技术方案中为了有效控制调节刀具的夹持效果,作出如下创新:该施压块和限位槽相对的一侧均为斜坡结构设置。通过施压块和限位槽之间的斜坡设置,使得在施压块沿限位槽宽度方向运动时,对刀具的侧部也会进行压紧处理。
11.在本技术方案中为了便于调节和控制刀具的夹持效果,作出如下创新:,该施压机构还包括设置在施压体的斜坡结构上沿限位槽深度方向上的导槽二,以及设置在限位槽上且与导槽二相适配的滚动体二。通过导槽二和滚动体二将利于限位槽和施压块分离以及二者状态之间的转换效率。
12.在本技术方案中为了兼顾便于调节和控制刀具的夹持效果和相对位置的调整,作出如下创新:该施压块上设置有与连接体能发生相对移动的调节区域。通过调节区域调节调节件和施压块之间的位置变化,来满足施压效果。
13.在本技术方案中为了保证刀具的快速拆装,作出如下创新:该限位槽的底部设置有将施压块自动复位的柔性橡胶垫。通过柔性橡胶垫将施压块自动复位,使得刀具与施压块之间快速分离,且在下一组刀具安装时,也能使刀具快速至于限位槽内部。
14.与现有技术相比,本实用新型具备以下有益效果:
15.1.本实用新型中设置有施压机构,通过施压机构的调节件将施压块沿限位槽宽度方向进行作用,在作用过程中施压块和刀具相对的一侧设置有滚动体三,通过滚动体三在刀具解除锁紧状态时,利于刀具和施压块之件的分离,也就利于刀具的快速装拆,大大提高刀具的加工效率。
16.2.本实用新型中设置有滑槽、盲孔、以及设置在施压块和调节件之间的导槽一和滚动体一,通过调节连接部和本体连接将带动调节部对施压块施压,使其沿滑槽发生横向移动,二者经导槽一和滚动体一会大大提高二者之间运动的转换效率,也就利于实现刀具的快速装拆,且在滑槽内部设置有复位件,通过复位件的作用,在刀具加工完成后,经连接部与本体的逐步分离,会使得施压块和刀具的快速分离,利于刀具的加工制作。
17.3.本实用新型在将限位槽和施压块相对一侧设置呈斜坡结构,通过调节件的作用会将刀具进行锁止压紧,二者经导槽二和滚动体二会使得大大提高二者之间运动的转换效率,同时在限位槽内部安装柔性橡胶垫,通过柔性橡胶垫在刀具加工完成后需要拆除时对施压块作用,使其发生复位,进而将利于刀具生产制作。
附图说明
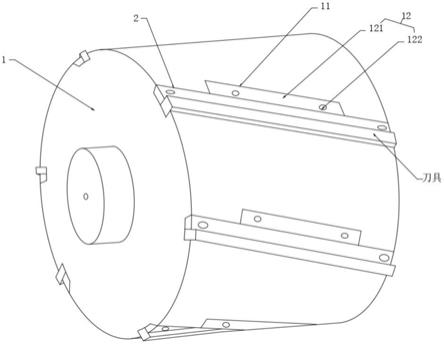
18.图1为本实用新型中一种方案的整体结构示意图;
19.图2为图1中限位槽处的安装结构结构示意图;
20.图3为图1中的剖面图;
21.图4为图3中a处的局部放大图;
22.图5为本实用新型中另种方案的整体结构示意图;
23.图6为图5中的剖面图;
24.图7为图6中b处的局部放大图。
25.图中:1、主体;11、盲孔;12、调节件;121、调节部;122、连接部;123、导槽一;124、滚动体一;2、限位槽;21、滑槽;22、施压块;23、复位件;24、调节区域;25、施压体;26、导槽二;27、滚动体二;28、滚动体三;29、柔性橡胶垫。
具体实施方式
26.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
27.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
28.实施例1:如图1和图5所示,一种硅钢碎断刀具曲面车削加工装置,包括主体1,周向设置在主体1上的多个限位槽2,以及对刀具横向施压并安装在对应限位槽2处的施压机构,施压机构包括沿限位槽2宽度方向运动并对刀具作用的施压块22,以及将施压块22与主体1可调节安装的调节件12,调节件12优选为螺栓,施压块22相对刀具的一侧设置有滚动体三28。通过调节件12将施压块22与主体1连接的同时,将其沿限位槽2宽度方向进行施压,使得施压块22对刀具进行横向夹紧,在夹紧过程中会通过滚动体三28将刀具进行夹紧处理,在刀具加工完成后会,通过调节件12反向调节,使得施压块22对刀具的作用逐步被释放,进而使得刀具和施压块22之间不会发生相对卡滞现象,也就利于刀具的装拆,大大提高刀具的制作效率。如果条件允许在刀具上也可增设与滚动体三28相适配的凹槽。
29.在使用时,首先将刀具至于限位槽2内部,随后将施压块22也至于限位槽2内部,通过调节调节件12将施压块22和滚动体三28一同对刀具施压,当调节体12无法调节时,施压块22也就通过滚动体三28完成对刀具的夹紧工作,随后将刀具和主体一同安装在车床对外周面进行车削加工即可,当加工完成后,通过反向调节调节件12将施压块22对刀具的作用逐步减小,当作用为零时,将刀具取出并重新装入新的刀具即可。
30.实施例2:如图1至图4所示,在实施例1的基础上作出进一步的改进:施压机构还包括开设于限位槽2侧壁上且与施压块22滑动配合的滑槽21,以及开设于主体1上的盲孔11,调节件12通过螺纹连接在盲孔11内部且对施压块22横向作用。调节件12包括对施压块22作用的调节部121,以及将调节部121与主体1连接的连接部122,连接部122优选为螺栓,调节部121优选为板状结构,通过连接部122和主体1的逐步连接,使得调节部121逐步向盲孔11内部移动,进而带动调节部121移动并对施压块22作用,使其沿滑槽21进行横向进给对刀具进行有效地施压处理,调节部121和施压块22相对的一侧均为斜坡结构,施压块22和调节件12之间设置有装拆结构,装拆结构包括设置在施压块22的斜坡结构上的导槽一123,以及设置在调节部121上且与导槽一123相适配的滚动体一124。通过滚动体一124和导槽一123的设置,在连接部122对调节部121进行调节时,提高二者之间运动转换效率,利于刀具的夹持效果。
31.其中,该滑槽21的内部安装有复位件23,优选为弹簧,复位件23的两端分别与主体
1和施压块22抵接。通过复位件23在施压块22对刀具的作用逐步减小的过程对施压块22进行复位,利于刀具的取出以及下一组刀具的安装,也就避免现有技术中需要完全分离斜压板才能实现刀具重新装夹的效果。
32.在使用时,首先将刀具安装在限位槽2内部,随后将通过连接部122带动调节部121对施压块22作用,使得施压块22沿滑槽21进行横向运动,通过滚动体三28对刀具进行施压并将其就夹持处理,在调节部121对施压块22调节作用过程中,通过导槽一123和滚动体一124对二者之间进行高效地运动转换,当刀具加工完成后,通过反向调节连接部122,施压块22会在复位件23地作用下自动复位,同时会经导槽一123和滚动体一124将调节部121复位处理,滚动体三28和刀具也会发生分离,最后将新的一组刀具安装在限位槽2内部进行重新夹紧并加工处理即可。
33.实施例3:如图5至图7所示,与实施例2不同的是:该施压块22和限位槽2相对的一侧均为斜坡结构设置,施压机构还包括设置在施压体25的斜坡结构上沿限位槽2深度方向上的导槽二26,以及设置在限位槽2上且与导槽二26相适配的滚动体二27,通过导槽二26和滚动体二27实现二者之间进行高效地运动转换,利于操作实施,施压块22上设置有与调节件12能发生相对移动的调节区域24,利用调节区域24可以在对刀具夹紧时来兼顾施压块22和限位槽2的相对运动,限位槽2的底部设置有将施压块22自动复位的柔性橡胶垫29,利用柔性橡胶垫29。
34.在实际实施时,通过将调节件12带动施压块22对刀具实施夹紧时,经导槽二26和滚动体二27将实现施压块22对刀具快速状态的转换,也会避免限位槽2侧壁和施压块22之间出现卡滞现象,进而实现对刀具进行有效夹持效果,刀具加工完成后,通过调松调节件12将施压块22对刀具失去作用,经柔性橡胶垫29将施压块22上顶,使得施压块22自动复位,随后将刀具取出即可,在重新安装新组刀具时也不会造成妨碍。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1