弧形输气管的加工方法与流程
1.本发明属于管道加工技术领域,具体涉及弧形输气管的加工方法。
背景技术:
2.输气管一般用于输送气体,根据输气管的安装环境,一般输气管多为弧形设置,用以达到节省安装空间的效果。
3.弧形输气管的加工一般采用成套弯曲设备进行弯曲,分为冷煨与热推两种工艺。通过弯管机对输气管进行弯曲处理。
4.但是,针对空调中使用的弧形输气管,该输气管的两端为弧形段,而现有的弯管机对输气管加工时,需要逐步对输气管的两端分别进行加工,因此,需要多次夹紧固定输气管,然后分批次对输气管的两端进行弯曲处理,不仅降低了弧形输气管的加工效率,同时对输气管的另一端进行弯曲时,输气管一端已弯曲后不便固定,容易造成输气管一端弯曲部分受损、形变,从而降低了弧形输气管的加工精度。
技术实现要素:
5.本发明目的在于解决现有技术中存在的上述技术问题,提供弧形输气管的加工方法,通过采用加工台对待加工管道的两端进行弯曲处理,首先将管道放入到加工台上装夹盘的装夹孔中,装夹盘夹紧在管道的中部,从而将管道固定在加工台上,然后位于装夹盘两端的定位台向管道的两端移动,装夹盘装夹在管道的中部,从而便于对管道的两端进行弯曲处理,同时装夹盘装夹在管道的中部,避免了管道两端进行弯曲处理时,管道中部发生形变,装夹盘对管道起到一个固定作用的同时对管道起到一个保护作用,且便于管道两端进行弯曲操作;再控制定位台上的定位套套设在管道的两端,同时定位台上的导向柱能够移动到管道的弯折处,从而实现了管道的弯折定位,定位套的设置避免了位于定位套内该段管道发生形变、弯折,定位套的设置对管道的弯折处起到一个定位作用的同时对管道起到一个保护作用,从而提高了管道弯折的精度,通过驱动件控制定位套沿着定位台上的弧形轨道进行滑移,从而使得管道的两端围绕导向柱进行弯曲处理,弧形轨道与导向柱匹配设置,驱动件通过定位套对管道进行施力,从而控制定位套带动管道沿着弧形轨道滑移,同时使得管道微淘导向柱进行弯曲,导向柱的设置对管道的弯曲起到一个导向作用,同时保证了管道的弯曲的内侧壁成弧形,避免了管道弯曲变形,从而提高了管道弯曲的精度,同时管道两端弯曲同步进行,从而大大提高了输气管道的加工效率。
6.为了解决上述技术问题,本发明采用如下技术方案:
7.弧形输气管的加工方法,其特征在于包括如下步骤:
8.a、加工前的准备
9.首先准备需要加工的管道,然后将加工台清理干净,同时将加工台上的各个部件复位;
10.b、管道的固定
11.1)装夹
12.首先控制装夹盘打开,将管道放入到装夹盘的装夹孔中,然后控制装夹盘夹紧在管道的中部,从而完成对管道的固定;
13.2)定位
14.管道固定后,再控制定位台在加工台上向管道端部移动,使得定位台上的导向柱移动过到管道的折弯处,同时定位台上的定位套套设在管道的两端,从而对管道的两端进行定位;
15.c、折弯
16.管道固定完成后,驱动件控制定位套沿着定位台上弧形轨道进行滑移,从而控制管道围绕导向柱进行折弯处理;
17.d、批量加工
18.管道折弯后,将管道两端的定位套拆除,然后松开装夹盘,取下弧形输气管,接着定位台复位,再将下一根管道放入到装夹盘的装夹孔进行装夹,循环操作,从而实现了弧形输气管的批量加工。
19.进一步,加工台的顶面设有装夹盘与定位台,装夹盘设于加工台的中部,定位台位于装夹盘的两端,定位台的底部设有驱动件,驱动件用于控制管道进行弯曲处理。装夹盘固定在管道的中部,使得管道固定在定位台上,然后位于加工台两端的定位台向管道对应的端部进行移动,通过定位台对管道两端的折弯处进行定位,驱动件通过与定位台配合从而控制管道的两端进行弯曲。
20.进一步,加工台的顶部设有滑轨,两个装夹盘镜像设置在滑轨的两端,两个装夹盘之间固定连接有伸缩连杆,装夹盘的底部设有滑块,滑块滑动连接在滑轨上,滑块对应滑轨的两端设有固定块,固定块与滑轨之间固定连接紧固螺丝。伸缩连杆的设置可以控制两个装夹盘之间的间距,装夹盘之间的间距调节完成后,通过将固定块上的紧固螺丝拧紧,使得装夹盘固定在滑轨上,从而使得装夹盘对管道进行固定的范围具有可调节性,同时两个装夹盘夹紧在管道的中部,对管道起到一个固定作用,且保证了位于两个装夹盘之间的管道不会产生形变,从而对管道起到一个保护作用,提高了管道的加工精度。
21.进一步,装夹盘的中心设有装夹孔,装夹盘的一侧均匀分布有滑槽,相邻两个滑槽之间设有导轨,导轨上分别滑动连接有顶推块与联动块,顶推块与联动块间隔设置,顶推块靠近装夹孔的一端固定连接有顶推杆,顶推块设有第一通孔,联动块设有第二通孔,装夹盘均匀分布有联动杆,联动杆靠近装夹盘的一侧的中部设有滑移柱,滑移柱滑动连接在滑槽内,联动杆的两端分别穿过第一通孔与第二通孔,联动杆的两端分别设有第一凹槽与第二凹槽,第一凹槽与第二凹槽匹配设置,装夹盘的顶部设有气缸安装座,气缸安装座上固定连接有顶推气缸,顶推气缸设有导杆,导杆与顶推块连接。通过顶推气缸控制导杆带动顶推块进行移动,顶推块控制联动杆沿着滑槽进行同步滑移,使得联动块同步进行滑移,联动块带动其两侧的顶推块同步进行滑移,从而使得顶推杆同步进行移动,当需要加将管道夹紧时,顶推气缸控制导杆定出,使得顶推块带动顶推向装夹孔中心伸出,从而控制顶推杆顶紧在管道上,使得管道固定在装夹孔的中心,从而实现了只需单个顶推气缸便能夹紧管道,节省了能源消耗,同时单个顶推气缸便能控制管道夹紧在装夹孔的中心,从而提高了管道的加工精度。
22.进一步,定位台包括基座与支撑柱,基座固定连接在支撑柱的顶部,加工台的顶面设有滑移槽,支撑柱的底部设有滑移块,滑移块滑动连接在滑移槽内,支撑柱的底部设有螺纹段,螺纹段上拧入有锁紧螺母,锁紧螺母拧紧在加工台上,导向柱固定连接在基座的顶面,弧形轨道设于基座上,驱动件的一端固定连接在加工台上,驱动件的另一端滑动连接在弧形轨道上,定位套固定连接在驱动件另一端的顶部。根据管道折弯位置调整基座的位置,通过拧松支撑柱底部的锁紧螺母,驱动支撑柱带动基座沿着滑移槽的方向进行移动,调整完成后再控制锁紧螺母拧紧在定位台上,从而将支撑柱固定在定位台上,使得管道在弯曲处理时,保证了基座的稳定性,提高了管道加工精度。
23.进一步,定位套包括底部支撑件与顶部卡紧件,顶部卡紧件固定连接在底部支撑件上,底部支撑件固定连接在驱动件的另一端上,管道的底部抵在底部支撑件上,顶部卡紧件卡紧在管道的顶部。将定位套设置底部支撑件与顶部卡紧件,从而实现了定位套具有可拆卸性,从而使得管道在弯曲处理后,方便将定位套从管道的端部取下。
24.进一步,底部支撑件包括半圆形支撑托与第一伸缩杆,两个半圆形支撑托之间固定连接有第一伸缩杆,顶部卡紧件包括半圆形卡套与第二伸缩杆,两个半圆形卡套之间固定连接有第二伸缩杆,半圆形支撑托顶部的两端设有第一连接块,半圆形卡套对应设有第二连接块,半圆形卡套固定在半圆形支撑托上时,第二连接块抵在第一连接块上,第二连接块与第一连接块之间固定连接有螺纹连杆,螺纹连杆的上下两端均设有紧固螺母,紧固螺母分别拧紧在第一连接块与第二连接块上。第二伸缩杆与第二伸缩杆的设置,用于调节半圆形支撑托之间的间距及半圆形卡套之间的间距,根据管道弯折处的位置,调整第一伸缩杆与第二伸缩杆的长度,从而对位于定位套内的管道段起到一个保护作用,避免管道在弯曲处理时,管道其他位置产生形变,从而提高了管道的加工精度,通过螺纹连杆与紧固螺母,从而将半圆形卡套固定在半圆形支撑托上。
25.进一步,驱动件包括支柱、液压推杆与滑移座,支柱固定连接在定位台的底面,支柱的底部设有第一转动座,液压推杆的一端与第一转动座转动连接,滑移座滑动连接在弧形轨道内,滑移座的底部设有第二转动座,液压推杆的另一端转动连接在第二转动座上,滑移座的顶面与定位套的底部之间固定连接有连接杆。通过液压推杆驱动滑移座沿着弧形轨道的方向进行滑移,从而控制管道围绕导向柱进行弯曲处理,从而实现了管道的折弯,导向柱的设置对管道的弯曲起到一个导向作用,同时避免了管道折弯处发生形变,造成管道壁破损。
26.本发明由于采用了上述技术方案,具有以下有益效果:
27.本发明步骤b中,通过采用加工台对待加工管道的两端进行弯曲处理,首先将管道放入到加工台上装夹盘的装夹孔中,装夹盘夹紧在管道的中部,从而将管道固定在加工台上,然后位于装夹盘两端的定位台向管道的两端移动,装夹盘装夹在管道的中部,从而便于对管道的两端进行弯曲处理,同时装夹盘装夹在管道的中部,避免了管道两端进行弯曲处理时,管道中部发生形变,装夹盘对管道起到一个固定作用的同时对管道起到一个保护作用,且便于管道两端进行弯曲操作;再控制定位台上的定位套套设在管道的两端,同时定位台上的导向柱能够移动到管道的弯折处,从而实现了管道的弯折定位,定位套的设置避免了位于定位套内该段管道发生形变、弯折,定位套的设置对管道的弯折处起到一个定位作用的同时对管道起到一个保护作用,从而提高了管道弯折的精度。
28.本发明步骤c中,通过驱动件控制定位套沿着定位台上的弧形轨道进行滑移,从而使得管道的两端围绕导向柱进行弯曲处理,弧形轨道与导向柱匹配设置,驱动件通过定位套对管道进行施力,从而控制定位套带动管道沿着弧形轨道滑移,同时使得管道微淘导向柱进行弯曲,导向柱的设置对管道的弯曲起到一个导向作用,同时保证了管道的弯曲的内侧壁成弧形,避免了管道弯曲变形,从而提高了管道弯曲的精度,同时管道两端弯曲同步进行,从而大大提高了输气管道的加工效率。
29.本发明中装夹盘的中心设有装夹孔,装夹盘的一侧均匀分布有滑槽,相邻两个滑槽之间设有导轨,导轨上分别滑动连接有顶推块与联动块,顶推块与联动块间隔设置,顶推块靠近装夹孔的一端固定连接有顶推杆,顶推块设有第一通孔,联动块设有第二通孔,装夹盘均匀分布有联动杆,联动杆靠近装夹盘的一侧的中部设有滑移柱,滑移柱滑动连接在滑槽内,联动杆的两端分别穿过第一通孔与第二通孔,联动杆的两端分别设有第一凹槽与第二凹槽,第一凹槽与第二凹槽匹配设置,装夹盘的顶部设有气缸安装座,气缸安装座上固定连接有顶推气缸,顶推气缸设有导杆,导杆与顶推块连接。通过顶推气缸控制导杆带动顶推块进行移动,顶推块控制联动杆沿着滑槽进行同步滑移,使得联动块同步进行滑移,联动块带动其两侧的顶推块同步进行滑移,从而使得顶推杆同步进行移动,当需要加将管道夹紧时,顶推气缸控制导杆定出,使得顶推块带动顶推向装夹孔中心伸出,从而控制顶推杆顶紧在管道上,使得管道固定在装夹孔的中心,从而实现了只需单个顶推气缸便能夹紧管道,节省了能源消耗,同时单个顶推气缸便能控制管道夹紧在装夹孔的中心,从而提高了管道的加工精度。
30.本发明中底部支撑件包括半圆形支撑托与第一伸缩杆,两个半圆形支撑托之间固定连接有第一伸缩杆,顶部卡紧件包括半圆形卡套与第二伸缩杆,两个半圆形卡套之间固定连接有第二伸缩杆,半圆形支撑托顶部的两端设有第一连接块,半圆形卡套对应设有第二连接块,半圆形卡套固定在半圆形支撑托上时,第二连接块抵在第一连接块上,第二连接块与第一连接块之间固定连接有螺纹连杆,螺纹连杆的上下两端均设有紧固螺母,紧固螺母分别拧紧在第一连接块与第二连接块上。第二伸缩杆与第二伸缩杆的设置,用于调节半圆形支撑托之间的间距及半圆形卡套之间的间距,根据管道弯折处的位置,调整第一伸缩杆与第二伸缩杆的长度,从而对位于定位套内的管道段起到一个保护作用,避免管道在弯曲处理时,管道其他位置产生形变,从而提高了管道的加工精度,通过螺纹连杆与紧固螺母,从而将半圆形卡套固定在半圆形支撑托上。
附图说明
31.下面结合附图对本发明作进一步说明:
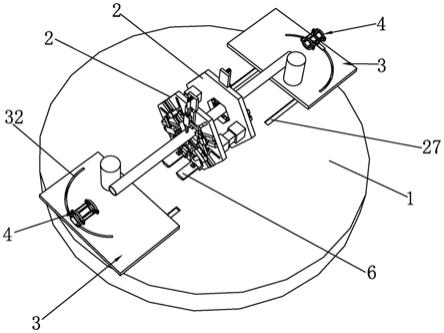
32.图1为本发明处于代加工管道装夹完成后的结构示意图;
33.图2为本发明处于定位套套设在管道两端的结构示意图;
34.图3为本发明处于管道弯曲处理后的结构示意图;
35.图4为本发明中装夹盘的结构示意图;
36.图5为本发明中装夹盘中顶推杆伸出时的结构示意图;
37.图6为本发明中定位台的结构示意图;
38.图7为图6中a处放大的结构示意图;
39.图8为图6中b处放大的结构示意图。
40.图中,1-加工台;2-装夹盘;3-定位台;4-定位套;5-驱动件;6-滑轨;7-伸缩连杆;8-滑块;9-固定块;10-装夹孔;11-滑槽;12-导轨;13-顶推块;14-联动块;15-顶推杆;16-第一通孔;17-第二通孔;18-联动杆;19-滑移柱;20-第一凹槽;21-第二凹槽;22-气缸安装座;23-顶推气缸;24-导杆;25-基座;26-支撑柱;27-滑移槽;28-滑移块;29-螺纹段;30-锁紧螺母;31-导向柱;32-弧形轨道;33-底部支撑件;34-顶部卡紧件;35-半圆形支撑托;36-第一伸缩杆;37-半圆形卡套;38-第二伸缩杆;39-第一连接块;40-第二连接块;41-螺纹连杆;42-紧固螺母;43-支柱;44-液压推杆;45-滑移座;46-第一转动座;47-第二转动座;48-连接杆。
具体实施方式
41.如图1至图8所示,为本发明弧形输气管的加工方法,包括如下步骤:
42.a、加工前的准备
43.首先准备需要加工的管道,然后将加工台1清理干净,同时将加工台1上的各个部件复位。
44.b、管道的固定
45.1)装夹
46.首先控制装夹盘2打开,将管道放入到装夹盘2的装夹孔10中,然后控制装夹盘2夹紧在管道的中部,从而完成对管道的固定。
47.2)定位
48.管道固定后,再控制定位台在加工台1上向管道端部移动,使得定位台3上的导向柱31移动过到管道的折弯处,同时定位台3上的定位套4套设在管道的两端,从而对管道的两端进行定位。
49.c、折弯
50.管道固定完成后,驱动件5控制定位套4沿着定位台3上弧形轨道32进行滑移,从而控制管道围绕导向柱31进行折弯处理。
51.d、批量加工
52.管道折弯后,将管道两端的定位套4拆除,然后松开装夹盘2,取下弧形输气管,接着定位台3复位,再将下一根管道放入到装夹盘2的装夹孔10进行装夹,循环操作,从而实现了弧形输气管的批量加工。
53.加工台1的顶面设有装夹盘2与定位台3,装夹盘2设于加工台1的中部,定位台3位于装夹盘2的两端,定位台3的底部设有驱动件5,驱动件5用于控制管道进行弯曲处理。装夹盘2固定在管道的中部,使得管道固定在定位台3上,然后位于加工台1两端的定位台3向管道对应的端部进行移动,通过定位台3对管道两端的折弯处进行定位,驱动件5通过与定位台3配合从而控制管道的两端进行弯曲。
54.加工台1的顶部设有滑轨6,两个装夹盘2镜像设置在滑轨6的两端,两个装夹盘2之间固定连接有伸缩连杆7,装夹盘2的底部设有滑块8,滑块8滑动连接在滑轨6上,滑块8对应滑轨6的两端设有固定块9,固定块9与滑轨6之间固定连接紧固螺丝。伸缩连杆7的设置可以控制两个装夹盘2之间的间距,装夹盘2之间的间距调节完成后,通过将固定块9上的紧固螺
丝拧紧,使得装夹盘2固定在滑轨6上,从而使得装夹盘2对管道进行固定的范围具有可调节性,同时两个装夹盘2夹紧在管道的中部,对管道起到一个固定作用,且保证了位于两个装夹盘2之间的管道不会产生形变,从而对管道起到一个保护作用,提高了管道的加工精度。
55.装夹盘2的中心设有装夹孔10,装夹盘2的一侧均匀分布有滑槽11,相邻两个滑槽11之间设有导轨12,导轨12上分别滑动连接有顶推块13与联动块14,顶推块13与联动块14间隔设置,顶推块13靠近装夹孔10的一端固定连接有顶推杆15,顶推块13设有第一通孔16,联动块14设有第二通孔17,装夹盘2均匀分布有联动杆18,联动杆18靠近装夹盘2的一侧的中部设有滑移柱19,滑移柱19滑动连接在滑槽11内,联动杆18的两端分别穿过第一通孔16与第二通孔17,联动杆18的两端分别设有第一凹槽20与第二凹槽21,第一凹槽20与第二凹槽21匹配设置,装夹盘2的顶部设有气缸安装座22,气缸安装座22上固定连接有顶推气缸23,顶推气缸23设有导杆24,导杆24与顶推块13连接。通过顶推气缸23控制导杆24带动顶推块13进行移动,顶推块13控制联动杆18沿着滑槽11进行同步滑移,使得联动块14同步进行滑移,联动块14带动其两侧的顶推块13同步进行滑移,从而使得顶推杆15同步进行移动,当需要加将管道夹紧时,顶推气缸23控制导杆24定出,使得顶推块13带动顶推向装夹孔10中心伸出,从而控制顶推杆15顶紧在管道上,使得管道固定在装夹孔10的中心,从而实现了只需单个顶推气缸23便能夹紧管道,节省了能源消耗,同时单个顶推气缸23便能控制管道夹紧在装夹孔10的中心,从而提高了管道的加工精度。
56.定位台3包括基座25与支撑柱26,基座25固定连接在支撑柱26的顶部,加工台1的顶面设有滑移槽27,支撑柱26的底部设有滑移块28,滑移块28滑动连接在滑移槽27内,支撑柱26的底部设有螺纹段29,螺纹段29上拧入有锁紧螺母30,锁紧螺母30拧紧在加工台1上,导向柱31固定连接在基座25的顶面,弧形轨道32设于基座25上,驱动件5的一端固定连接在加工台1上,驱动件5的另一端滑动连接在弧形轨道32上,定位套4固定连接在驱动件5另一端的顶部。根据管道折弯位置调整基座25的位置,通过拧松支撑柱26底部的锁紧螺母30,驱动支撑柱26带动基座25沿着滑移槽27的方向进行移动,调整完成后再控制锁紧螺母30拧紧在定位台3上,从而将支撑柱26固定在定位台3上,使得管道在弯曲处理时,保证了基座25的稳定性,提高了管道加工精度。
57.定位套4包括底部支撑件与顶部卡紧件,顶部卡紧件固定连接在底部支撑件上,底部支撑件固定连接在驱动件5的另一端上,管道的底部抵在底部支撑件上,顶部卡紧件卡紧在管道的顶部。将定位套4设置底部支撑件与顶部卡紧件,从而实现了定位套4具有可拆卸性,从而使得管道在弯曲处理后,方便将定位套4从管道的端部取下。
58.底部支撑件包括半圆形支撑托35与第一伸缩杆36,两个半圆形支撑托35之间固定连接有第一伸缩杆36,顶部卡紧件包括半圆形卡套37与第二伸缩杆38,两个半圆形卡套37之间固定连接有第二伸缩杆38,半圆形支撑托35顶部的两端设有第一连接块39,半圆形卡套37对应设有第二连接块40,半圆形卡套37固定在半圆形支撑托35上时,第二连接块40抵在第一连接块39上,第二连接块40与第一连接块39之间固定连接有螺纹连杆41,螺纹连杆41的上下两端均设有紧固螺母42,紧固螺母42分别拧紧在第一连接块39与第二连接块40上。第二伸缩杆38与第二伸缩杆38的设置,用于调节半圆形支撑托35之间的间距及半圆形卡套37之间的间距,根据管道弯折处的位置,调整第一伸缩杆36与第二伸缩杆38的长度,从而对位于定位套4内的管道段起到一个保护作用,避免管道在弯曲处理时,管道其他位置产
生形变,从而提高了管道的加工精度,通过螺纹连杆41与紧固螺母42,从而将半圆形卡套37固定在半圆形支撑托35上。
59.驱动件5包括支柱43、液压推杆44与滑移座45,支柱43固定连接在定位台3的底面,支柱43的底部设有第一转动座46,液压推杆44的一端与第一转动座46转动连接,滑移座45滑动连接在弧形轨道32内,滑移座45的底部设有第二转动座47,液压推杆44的另一端转动连接在第二转动座47上,滑移座45的顶面与定位套4的底部之间固定连接有连接杆48。通过液压推杆44驱动滑移座45沿着弧形轨道32的方向进行滑移,从而控制管道围绕导向柱31进行弯曲处理,从而实现了管道的折弯,导向柱31的设置对管道的弯曲起到一个导向作用,同时避免了管道折弯处发生形变,造成管道壁破损。
60.本发明通过采用加工台1对待加工管道的两端进行弯曲处理,首先将管道放入到加工台1上装夹盘2的装夹孔10中,装夹盘2夹紧在管道的中部,从而将管道固定在加工台1上,然后位于装夹盘2两端的定位台3向管道的两端移动,装夹盘2装夹在管道的中部,从而便于对管道的两端进行弯曲处理,同时装夹盘2装夹在管道的中部,避免了管道两端进行弯曲处理时,管道中部发生形变,装夹盘2对管道起到一个固定作用的同时对管道起到一个保护作用,且便于管道两端进行弯曲操作;再控制定位台3上的定位套4套设在管道的两端,同时定位台3上的导向柱31能够移动到管道的弯折处,从而实现了管道的弯折定位,定位套4的设置避免了位于定位套4内该段管道发生形变、弯折,定位套4的设置对管道的弯折处起到一个定位作用的同时对管道起到一个保护作用,从而提高了管道弯折的精度,通过驱动件5控制定位套沿着定位台3上的弧形轨道32进行滑移,从而使得管道的两端围绕导向柱31进行弯曲处理,弧形轨道32与导向柱31匹配设置,驱动件5通过定位套4对管道进行施力,从而控制定位套4带动管道沿着弧形轨道32滑移,同时使得管道微淘导向柱31进行弯曲,导向柱31的设置对管道的弯曲起到一个导向作用,同时保证了管道的弯曲的内侧壁成弧形,避免了管道弯曲变形,从而提高了管道弯曲的精度,同时管道两端弯曲同步进行,从而大大提高了输气管道的加工效率。
61.以上仅为本发明的具体实施例,但本发明的技术特征并不局限于此。任何以本发明为基础,为解决基本相同的技术问题,实现基本相同的技术效果,所作出的简单变化、等同替换或者修饰等,皆涵盖于本发明的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1