用于螺母安装的自动化装置的制作方法
1.本发明涉及电动滑板车、助力自行车等低速车的刹把安装的技术领域,具体涉及一种用于螺母安装的自动化装置。
背景技术:
2.现有的紧固螺母的方式是通过员工一手握住套筒扳手的手柄的位置,使套筒扳手卡住另一手上的支架上的螺母,然后手动旋转套筒扳手的手柄至拧紧螺母。这样的方式的主要缺陷在于:(1)手工拧紧螺母时,旋转半圈后需要不断更换手握手柄的位置直到拧紧螺母,花的时间比较长,速度非常慢;(2)员工长时间重复旋转手臂,不断变换握手位置,员工手臂容易疲劳,劳动强度比较大。
技术实现要素:
3.本发明提供了一种用于螺母安装的自动化装置,解决了上述的技术问题,采用如下的技术方案:
4.一种用于螺母安装的自动化装置,包括:电控箱和操作箱;操作箱内设有:用于套设在螺母的外周以带动螺母进行转动的套筒扳手、用于驱动套筒扳手进行转动的驱动齿轮组件和用于驱动驱动齿轮组件进行转动的驱动电机;套筒扳手转动连接至操作箱内;驱动电机安装于操作箱内;驱动齿轮组件的输入端连接驱动电机且输出端连接套筒扳手;电控箱内设有的控制器通讯连接至驱动电机。
5.进一步地,套筒扳手形成有用于供螺母的一端伸出的线管进入套筒扳手内的可视开口。
6.进一步地,操作箱内还设有用于控制驱动电机带动套筒扳手进行复位到可视开口朝上的光电传感器;光电传感器通讯连接至控制器。
7.进一步地,操作箱的箱壁形成有通孔;光电传感器可拆卸安装于操作箱的外侧且其一端插入通孔内。
8.进一步地,操作箱内还设有用于触发光电传感器以控制驱动电机进行转动的转盘;转盘转动连接至光电传感器的收发器之间且形成有用于供收发器之间进行感光的缺口。
9.进一步地,转盘转动连接至操作箱的箱壁;转盘上固定有复位齿轮;复位齿轮与驱动齿轮组件啮合;转盘转动至将收发器之间的光感应断开时触发控制器控制驱动电机转动以驱动复位齿轮直至带动缺口转动至位于收发器之间;当缺口转动至位于收发器之间,套筒扳手复位至可视开口向上。
10.进一步地,驱动齿轮组件包括:主动轮、两个传动轮和从动轮;主动轮固定连接至驱动电机;两个传动轮均转动连接至操作箱的箱壁且均与主动轮啮合;从动轮转动连接至操作箱且同时与两个传动轮啮合;套筒扳手固定至从动轮;复位齿轮与两个传动轮中的一个啮合。
11.进一步地,从动轮套设于套筒扳手的外周;从动轮和套筒扳手的转动轴线重合;套筒扳手通过花键过盈配合固定至从动轮形成的轴孔内。
12.进一步地,从动轮形成有开口;开口与可视开口叠加。
13.进一步地,操作箱的外侧设有用于控制驱动电机的启动开关;启动开关通讯连接至控制器。
14.本发明的有益之处在于所提供的用于螺母安装的自动化装置通过驱动电机和驱动轮,组件带动套筒扳手进行自动紧固螺母,提高紧固螺母的效率,节省员工的时间,降低员工的劳动强度。
附图说明
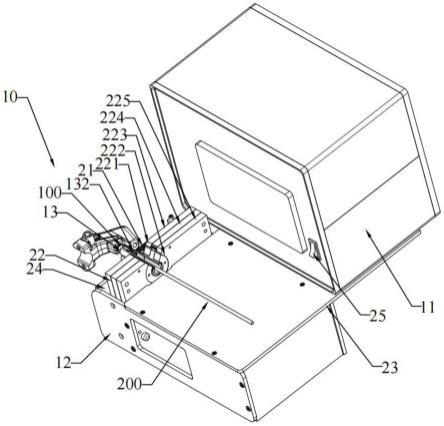
15.图1是本发明的一种用于螺母安装的自动化装置的示意图;
16.图2是图1中的用于螺母安装的自动化装置的内部结构的示意图;
17.图3是图2中的用于螺母安装的自动化装置的局部放大的示意图;
18.用于螺母安装的自动化装置10,电控箱11,操作箱12,通孔121,套筒扳手13,花键131,可视开口132,驱动齿轮组件14,主动轮141,从动轮142,共轴套1421,传动轮143,驱动电机145,光电传感器16,转盘17,缺口171,复位齿轮18,共轴铜套19,第一铜套191,第二铜套192,开口20,启动开关21,安装箱22,通槽221,安装孔222,第一安装板223,第二安装板224,第三安装板225,安装板23,操作空隙24,总开关25,螺母100,线管200。
具体实施方式
19.以下结合附图和具体实施例对本发明作具体的介绍。
20.如图1-3所示,为本技术的一种用于螺母安装的自动化装置10,包括:电控箱11和操作箱12。操作箱12内设有:套筒扳手13、驱动齿轮组件14和驱动电机145。套筒扳手13用于套设在螺母100的外周以带动螺母100进行转动,驱动齿轮组件14在转动的时候带动套筒扳手13进行自动转动,通过驱动电机145驱动上述的驱动齿轮组件14进行转动。在电控箱11内设有的控制器。驱动电机145安装于操作箱12内且通讯连接至控制器,这样,通过控制器便能控制驱动电机145启动或停止。
21.具体的,套筒扳手13转动连接至操作箱12。驱动齿轮组件14包括:主动轮141、两个传动轮143和从动轮142。主动轮141固定连接至驱动电机145,两个传动轮143均转动连接至操作箱12的箱壁且均与主动轮141啮合,从动轮142转动连接至操作箱12且同时与两个传动轮143啮合。套筒扳手13固定连接至从动轮142。这样,在紧固螺母100时,将套筒扳手13套设在螺母100的外周,然后通过控制器控制驱动电机145转动时,驱动电机145驱动两个传动轮143同时进行转动,而两个传动轮143在从动轮142的两侧同时驱动从动轮142进行转动,从动轮142转动时带动套筒扳手13进行转动,从而实现紧固螺母100。在这里,通过一个主动轮141带动两个传动轮143,在通过两个传动轮143从从动轮142的两侧驱动该从动轮142,采用多级传动,节约能耗,同时使得驱动结构稳定。
22.进一步地,套筒扳手13形成有可视开口132。可视开口132用于供螺母100的一端伸出的线管200进入套筒扳手13内。也就是说,这种螺母100通常是低速车用的安装螺母100,螺母100为空心结构,会有线管200从螺母100的空心内穿出。在将套筒扳手13套设在螺母
100外周时,线管200较长不好套。本方案中,将套筒螺母100开设一个可视开口132,套设螺母100时,直接将线管200通过该可视开口132放入套筒扳手13的套筒内即可,然后将套筒扳手13直接套在螺母100的外周,使用方便,操作快速。
23.所以,上述的用于螺母安装的自动化装置10通过驱动电机145和驱动轮,组件带动套筒扳手13进行自动紧固螺母100,提高紧固螺母100的效率,节省员工的时间,降低员工的劳动强度。
24.作为进一步的方案,操作箱12内还设有光电传感器16。光电传感器16通讯连接至控制器,并在感光中断时发送信息至控制器,控制器根据接收到的信息控制驱动电机145转动,从而带动套筒扳手13转动以进行复位,直至可视开口132朝上。这时刚好光电传感器16恢复感光,则光电传感器16发送信息至控制器,控制器根据接收到的信息控制驱动电机145停止转动。通过这样设置,不论螺母100紧固后,套筒扳手13转动到什么位置,即不论可视开口132转动到什么位置,通过光电传感器16的光敏感应均能通过控制器控制套筒扳手13转动至可视开口132朝上的位置。也就是说在安装时,套筒扳手13的可视开口132朝上时,光电传感器16刚好处于感光状态。这样便于放置线管200、套设螺母100,能够进一步提高紧固螺母100的效率和可靠性。
25.作为一种具体的实施方式,操作箱12的外侧设有启动开关21,启动开关21电性连接至控制器。用户通过按压启动开关21向控制器发送指令,然后控制器将指令发送至驱动电机145以控制驱动电机145转动,从而实现紧固螺母100。当螺母100紧固到位后,用户松开启动开关21,启动开关21停止输出驱动指令。这时:若光电传感器16感光中断则发送驱动指令至控制器以控制驱动电机145进行复位转动;若光电传感器16处于感光状态,则控制器停止发送指令,驱动电机145停止转动。通过这样的设置能够实现套筒扳手13自动复位。
26.作为一种具体的实施方式,操作箱12的箱壁形成有通孔121,光电传感器16可拆卸安装于操作箱12的外侧且其一端插入通孔121内。这样便于对光电传感器16进行安装拆卸。
27.作为一种具体的实施方式,操作箱12内还设有转盘17。转盘17用于触发光电传感器16以控制驱动电机145进行转动。具体的,转盘17转动连接至光电传感器16的收发器之间,且形成有缺口171。缺口171用于供收发器之间进行感光。也就是说,当可视开口132朝上时,缺口171是位于光电传感器16的收发器之间的,即光电传感器16处于感光状态。具体的,转盘17转动连接至操作箱12的箱壁,且转盘17上固定有复位齿轮18。转盘17转动至将收发器之间的光感应断开时,触发控制器控制驱动电机145转动以驱动复位齿轮18直至带动缺口171转动至位于收发器之间,重新恢复收发器之间的光感应。复位齿轮18与两个传动轮143中的一个啮合。也就是说,当驱动电机145驱动套筒扳手13转动时,复位齿轮18是跟随传动轮143进行同步转动的。在停止按压启动开关21后,若复位齿轮18带动转盘17转动至光电传感器16的收发器之间被转盘17隔开时,光电传感器16触发控制器控制驱动电机145转动,直至驱动复位齿轮18带动缺口171转动至位于收发器之间,则控制器控制驱动电机145停止转动,这时缺口171转动至位于收发器之间,套筒扳手13复位至可视开口132向上。通过复位齿轮18实现转盘17和套筒扳手13的联动转动,使得套筒扳手13的复位更加及时和精准。
28.进一步地,操作箱12的外侧设有启动开关21。启动开关21用于供用户按压以控制驱动电机145进行转动,从而带动套筒扳手13紧固螺母。启动开关21通讯连接至控制器,以通过控制器控制驱动电机145。具体的,启动开关21设置在套筒扳手13的旁边,即套筒扳手
13安装于操作箱12的哪一侧的箱壁,则启动开关21就安装在操作箱12的哪一侧。
29.作为一种具体的实施方式,从动轮142通过共轴铜套19转动连接至操作箱12的箱壁。共轴铜套19和从动轮142共同形成有一个开口20。可视开口132与开口20重合。也就是说,可视开口132和开口20是同步转动的,在复位时都是朝上的,这样能保证线管200放置至套筒扳手13内的有效性。
30.作为一种具体的实施方式,操作箱12的内壁可拆卸安装有安装箱22,两个传动轮143和共轴铜套19均转动连接至安装箱22内。这样通过安装箱22能够整体安装或拆卸驱动齿轮组件14,提高安装效率和安装精度。
31.具体的,安装箱22的上侧形成有通槽221和安装孔222,通槽221连通至安装孔222。通槽221用于供螺母100的一端伸出的线管200进入套筒扳手13内,安装孔222用于转动安装共轴铜套19。当可视开口132复位时,可视开口132、开口20与通槽221重合。
32.作为一种具体的实施方式,安装箱22包括:依次连接的第一安装板223、第二安装板224和第三安装板225。共轴铜套19包括:第一铜套191和第二铜套192。第一安装板223、第二安装板224和第三安装板225共同形成有通槽221和安装孔222。第二安装板224还形成有用于安装传动轮143和主动轮141的安装空间。第一铜套191和第二铜套192分别转动连接至第一安装板223和第三安装板225形成的安装孔222内;从动轮142位于第二安装板224形成的安装孔222内。这样第一铜套191和第二铜套192从从动轮142的两侧转动支撑从动轮1421,使得转动结构更加的稳定,同时,通过第一安装板223、第二安装板224和第三安装板225构成一个安装箱22,在安装或拆除时,只需将第一安装板223、第二安装板224或第三安装板225拆下即可。
33.进一步地,第一铜套191、从动轮142和第二铜套192一同套设于套筒扳手13的外周。从动轮142、共轴铜套19和套筒扳手13的转动轴线重合。这样能够保证套筒扳手13的转动精度,还能避免套筒扳手13出现转动延时的状况发生。
34.进一步地,从动轮142形成有共轴套1421。共轴套1421套设于套筒扳手13的外周,共轴铜套19套设于共轴套1421的外周,此时,第一铜套191和第二铜套192套设于共轴套1421的外周且位于从动轮142的两侧。通过共轴套1421将套筒扳手13、从动轮142和共轴铜套19构成一个稳定的转动体,有效提高转动精度,安装也更加方便。具体的,共轴套1421的内壁形成有花键槽,套筒扳手13通过花键131过盈压装于花键槽内固定至共轴套1421内。这样,套筒扳手13通过花键131过盈配合固定至共轴套1421内,这样的安装结构安装精度高,且装配简单。
35.作为一种具体的实施方式,操作箱12的上方固定有安装板23,安装板23和操作箱12之间形成有操作空隙24,安装箱22的上端从操作空隙24伸出操作箱12,套筒扳手13安装于安装箱22的伸出操作箱12的上端。这样就使得套筒扳手13位于用户能够看到的位置,便于观察紧固螺母100的操作状况。电控箱11固定于安装板23的上方。电控箱上设有总开关25。总开关25能够控制对用于螺母安装的自动化装置10整体进行通断电,即关闭总开关25后,控制器便无法接收和发送指令,进而无法控制驱动电机。
36.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,上述实施例不以任何形式限制本发明,凡采用等同替换或等效变换的方式所获得的技术方案,均落在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1