一种热轧宽带薄板带钢生产线在线调宽装置的制作方法
1.本实用新型属于宽带薄板生产线技术领域,特别涉及一种热轧宽带薄板带钢生产线在线调宽装置。
背景技术:
2.目前,轧钢行业中,对于宽带小于1m的定义为窄带,宽带大于1m的定义为宽带,还有甚者将大于0.6m且小于1.2m的钢带定义为中宽带,严格意义上江大于1.2m小于1.7m的钢带定义为宽带,尤其是对宽带不锈钢复合板来说,钢带比较宽,暴露在空气的表面积更大,钢带表面质量控制更难;一般把厚度≦0.3mm,薄至0.01mm的不锈钢称为超薄不锈钢,它属于不锈钢专精的领域,其市场特点是少量多样,品质要求严格,技术含量要求高,附加值高,钢的强化可以使板厚减薄,结构件轻量化,寿命也可提高;宽带薄板不锈钢需要多次轧制,同时需要对其宽度进行调整;
3.在现有的宽带薄板不锈钢调宽装置中有以下问题:1)现有装置再进行调宽时,一般对不同厚度的捶打块进行跟换,拆卸的时间过长,生产不同宽度的产品是,拖慢生产线的生产速度。
技术实现要素:
4.本实用新型的目的是克服现有技术中不足,提供一种热轧宽带薄板带钢生产线在线调宽装置,根据生产的宽带薄板不锈钢的宽度由调宽机构对打宽机构进行调整,再由打宽机构对传动机构中的钢坯进行捶打至指定宽度。
5.为了实现上述目的,本实用新型采用的技术方案是:
6.一种热轧宽带薄板带钢生产线在线调宽装置,包括打宽机构、传动机构,所述传动机构两侧设有打宽机构;
7.所述打宽机构包括固定座、滑槽、凸轮轴、摆动臂、推动座、圆头槽、推动杆、调宽机构、捶打块、垫板、外接杆、挂板槽、中间槽、第一螺杆、导向杆、转动套、挂板,所述固定座内壁两侧均设有滑槽,推动座两侧均设有滑块,滑块和滑槽滑动连接,推动座上设有拖杆圆头槽,圆头槽内侧设有推动杆,推动杆和推动座固定连接,推动杆和摆动臂一端活动连接,圆头槽和摆动臂相对应,摆动臂另一端和凸轮轴活动连接,凸轮轴底部和固定座活动连接,凸轮轴顶部通过皮带轮皮带和电机输出端连接,电机固定在固定座两侧,推动座一侧设有若干挂板,挂板一侧设有若干垫板,垫板上设有若干挂板槽,挂板槽和挂板对应,垫板顶部两端均与外接杆固定连接,外接杆一侧设有调宽机构,垫板中间设有中间槽,中间槽分别与导向杆和第一螺杆相对应,导向杆和第一螺杆一端均与捶打块固定连接,导向杆和推动座滑动连接,第一螺杆穿过推动座和转动套通过螺纹啮合,转动套和推动座活动连接,转动套通过皮带轮皮带和另一组电机输出端连接,电机固定在推动座顶部;
8.电机为凸轮轴转动提供动力,凸轮轴进而通过摆动臂、圆头槽和推动杆带动推动座往复移动,推动座进而在固定座上滑动,滑块和滑槽为推动座的滑动提供限位,推动座进
而带动捶打块、垫板、外接杆、挂板槽、中间槽、第一螺杆、导向杆、转动套、挂板往复移动,捶打块进而对钢坯的宽边进行捶打,使得钢坯达到要求的宽度。
9.优选的,所述调宽机构包括液压缸、滑动座、第二螺杆、导向座、顶板,所述液压缸顶部和顶板固定连接,液压缸底部和滑动座固定连接,滑动座和导向座滑动连接,滑动座内侧和第二螺杆啮合,第二螺杆一端和导向座活动连接,第二螺杆另一端和电机输出端连接,电机固定在导向座上;
10.调整捶打宽度时,捶打作业停止,电机为第二螺杆转动提供动力,第二螺杆进而带动滑动座在导向座上滑动,滑动座进而带动液压缸和顶板滑动,顶板进而根据生产的宽度要求滑动相对应数量的外接杆的底部,液压缸进而通过顶板将外接杆和垫板顶起,垫板远离挂板、导向杆和第一螺杆,同时电机通过皮带轮皮带带动转动套在推动座上转动,转动套进而通过第一螺杆带动捶打块和导向杆移动,使得捶打块贴紧在剩余垫板上,减少捶打的宽度;反之,第一螺杆带动捶打块远离垫板,液压缸下降,顶板将垫板放置在挂板上,再根据所需宽度调整顶板顶起的垫板数量,最后捶打块贴紧在剩余垫板上再进行捶打作业。
11.优选的,所述传动机构包括支撑腿、顶撑架、夹送辊、导向辊,所述顶撑架底部与若干夹送辊固定连接,顶撑架中间和若干导向辊固定连接,夹送辊、导向辊底侧均对称设有夹送辊、导向辊,顶撑架外侧和若干支撑腿固定连接;
12.夹送辊将钢坯夹送入捶打块之间,通过捶打块对钢坯的宽度进行捶打调整,同时导向辊防止钢坯被捶打时发生震跳。
13.本实用新型与现有技术相比较有益效果表现在:
14.1)电机为第二螺杆转动提供动力,第二螺杆进而带动滑动座在导向座上滑动,滑动座进而带动液压缸和顶板滑动,顶板进而根据生产的宽度要求滑动相对应数量的外接杆的底部,液压缸进而通过顶板将外接杆和垫板顶起,垫板远离挂板、导向杆和第一螺杆,同时电机通过皮带轮皮带带动转动套在推动座上转动,转动套进而通过第一螺杆带动捶打块和导向杆移动,使得捶打块贴紧在剩余垫板上,减少捶打的宽度;反之,第一螺杆带动捶打块远离垫板,液压缸下降,顶板将垫板放置在挂板上,再根据所需宽度调整顶板顶起的垫板数量,最后捶打块贴紧在剩余垫板上再进行捶打作业,无更换不同厚度的捶打块,同时可以快速对钢坯的捶打的宽度进行调整,大幅减少调宽所用的时间,提高生产效率。
附图说明
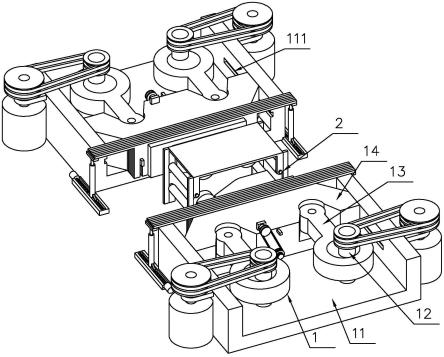
15.附图1是本实用新型一种热轧宽带薄板带钢生产线在线调宽装置结构示意图;
16.附图2是本实用新型一种热轧宽带薄板带钢生产线在线调宽装置中传动机构结构示意图;
17.附图3是本实用新型一种热轧宽带薄板带钢生产线在线调宽装置中捶打块结构示意图;
18.附图4是本实用新型一种热轧宽带薄板带钢生产线在线调宽装置中垫板结构示意图;
19.附图5是附图4中a处放大图;
20.附图6是本实用新型一种热轧宽带薄板带钢生产线在线调宽装置中凸轮轴结构示意图;
21.图中:1、打宽机构;11、固定座;111、滑槽;12、凸轮轴;13、摆动臂;14、推动座;15、圆头槽;16、推动杆;17、调宽机构;171、液压缸;172、滑动座;173、第二螺杆;174、导向座;175、顶板;18、捶打块;19、垫板;191、外接杆;192、挂板槽;193、中间槽;101、第一螺杆;102、导向杆;103、转动套;104、挂板;2、传动机构;21、支撑腿;22、顶撑架;23、夹送辊;24、导向辊。
具体实施方式
22.为方便本技术领域人员的理解,下面结合附图1-6,对本实用新型的技术方案进一步具体说明。
23.一种热轧宽带薄板带钢生产线在线调宽装置,包括打宽机构1、传动机构2,所述传动机构2两侧设有打宽机构1;
24.所述打宽机构1包括固定座11、滑槽111、凸轮轴12、摆动臂13、推动座14、圆头槽15、推动杆16、调宽机构17、捶打块18、垫板19、外接杆191、挂板槽192、中间槽193、第一螺杆101、导向杆102、转动套103、挂板104,所述固定座11内壁两侧均设有滑槽111,推动座14两侧均设有滑块,滑块和滑槽111滑动连接,推动座14上设有拖杆圆头槽15,圆头槽15内侧设有推动杆16,推动杆16和推动座14固定连接,推动杆16和摆动臂13一端活动连接,圆头槽15和摆动臂13相对应,摆动臂13另一端和凸轮轴12活动连接,凸轮轴12底部和固定座11活动连接,凸轮轴12顶部通过皮带轮皮带和电机输出端连接,电机固定在固定座11两侧,推动座14一侧设有若干挂板104,挂板104一侧设有若干垫板19,垫板19上设有若干挂板槽192,挂板槽192和挂板104对应,垫板19顶部两端均与外接杆191固定连接,外接杆191一侧设有调宽机构17,垫板19中间设有中间槽193,中间槽193分别与导向杆102和第一螺杆101相对应,导向杆102和第一螺杆101一端均与捶打块18固定连接,导向杆102和推动座14滑动连接,第一螺杆101穿过推动座14和转动套103通过螺纹啮合,转动套103和推动座14活动连接,转动套103通过皮带轮皮带和另一组电机输出端连接,电机固定在推动座14顶部;
25.电机为凸轮轴12转动提供动力,凸轮轴12进而通过摆动臂13、圆头槽15和推动杆16带动推动座14往复移动,推动座14进而在固定座11上滑动,滑块和滑槽111为推动座14的滑动提供限位,推动座14进而带动捶打块18、垫板19、外接杆191、挂板槽192、中间槽193、第一螺杆101、导向杆102、转动套103、挂板104往复移动,捶打块18进而对钢坯的宽边进行捶打,使得钢坯达到要求的宽度。
26.所述调宽机构17包括液压缸171、滑动座172、第二螺杆173、导向座174、顶板175,所述液压缸171顶部和顶板175固定连接,液压缸171底部和滑动座172固定连接,滑动座172和导向座174滑动连接,滑动座172内侧和第二螺杆173啮合,第二螺杆173一端和导向座174活动连接,第二螺杆173另一端和电机输出端连接,电机固定在导向座174上;
27.调整捶打宽度时,捶打作业停止,电机为第二螺杆173转动提供动力,第二螺杆173进而带动滑动座172在导向座174上滑动,滑动座172进而带动液压缸171和顶板175滑动,顶板175进而根据生产的宽度要求滑动相对应数量的外接杆191的底部,液压缸171进而通过顶板175将外接杆191和垫板19顶起,垫板19远离挂板104、导向杆102和第一螺杆101,同时电机通过皮带轮皮带带动转动套103在推动座14上转动,转动套103进而通过第一螺杆101带动捶打块18和导向杆102移动,使得捶打块18贴紧在剩余垫板19上,减少捶打的宽度;反
之,第一螺杆101带动捶打块18远离垫板19,液压缸171下降,顶板175将垫板19放置在挂板104上,再根据所需宽度调整顶板175顶起的垫板19数量,最后捶打块18贴紧在剩余垫板19上再进行捶打作业。
28.所述传动机构2包括支撑腿21、顶撑架22、夹送辊23、导向辊24,所述顶撑架22底部与若干夹送辊23固定连接,顶撑架22中间和若干导向辊24固定连接,夹送辊23、导向辊24底侧均对称设有夹送辊23、导向辊24,顶撑架22外侧和若干支撑腿21固定连接;
29.夹送辊23将钢坯夹送入捶打块18之间,通过捶打块18对钢坯的宽度进行捶打调整,同时导向辊24防止钢坯被捶打时发生震跳。
30.一种热轧宽带薄板带钢生产线在线调宽装置,工作过程如下:
31.夹送辊将钢坯夹送入捶打块之间,电机为凸轮轴转动提供动力,凸轮轴进而通过摆动臂、圆头槽和推动杆带动推动座往复移动,推动座进而在固定座上滑动,滑块和滑槽为推动座的滑动提供限位,推动座进而带动捶打块、垫板、外接杆、挂板槽、中间槽、第一螺杆、导向杆、转动套、挂板往复移动,捶打块进而对钢坯的宽边进行捶打,使得钢坯达到要求的宽度,同时导向辊防止钢坯被捶打时发生震跳;
32.调整捶打宽度时,捶打作业停止,电机为第二螺杆转动提供动力,第二螺杆进而带动滑动座在导向座上滑动,滑动座进而带动液压缸和顶板滑动,顶板进而根据生产的宽度要求滑动相对应数量的外接杆的底部,液压缸进而通过顶板将外接杆和垫板顶起,垫板远离挂板、导向杆和第一螺杆,同时电机通过皮带轮皮带带动转动套在推动座上转动,转动套进而通过第一螺杆带动捶打块和导向杆移动,使得捶打块贴紧在剩余垫板上,减少捶打的宽度;反之,第一螺杆带动捶打块远离垫板,液压缸下降,顶板将垫板放置在挂板上,再根据所需宽度调整顶板顶起的垫板数量,最后捶打块贴紧在剩余垫板上再进行捶打作业。
33.以上内容仅仅是对本实用新型的结构所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离实用新型的结构或者超越本权利要求书所定义的范围,均应属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1