一种低压铸造模具定点水冷结构的制作方法
[0001]
本实用新型涉及冷却技术领域,具体为一种低压铸造模具定点水冷结构。
背景技术:
[0002]
现阶段低压铸造铝合金轮毂的水冷模具制作技术已趋于成熟,但是由水冷模具的本质是瞬间冷却及升温,对模具冲击较大,模龄在1万件左右边模出现开裂现象,尤其是集中在边模条状水冷镶块部位,由于条状水冷镶块是通过螺栓固定在边模本体上,螺栓的拉紧力会与镶块的变形力相互撕扯,最终条状镶块开裂便会造成漏水问题,所以尝试使用新的水冷制作结构来缓解开裂问题便是本发明的目的。
[0003]
所以综上所述,本发明便是针对水冷模具边模在生产使用后易出现撕裂漏水的问题而提出的。
技术实现要素:
[0004]
本实用新型的目的在于提供一种低压铸造模具定点水冷结构,旨在改善水冷模具边模在生产使用后易出现撕裂漏水的问题。
[0005]
本实用新型是这样实现的:
[0006]
一种低压铸造模具定点水冷结构,包括四个九十度弧形模具和弧扣,九十度弧形模具包括多个定点镶块水冷结构和风管,九十度弧形模具包括弧形轮毂模型和矩形框架,弧形轮毂模型和矩形框架通过焊接方式固定连接,且弧形轮毂模型位于矩形框架的左侧,定点镶块水冷结构设置在矩形框架内,且定点镶块水冷结构贯穿九十度弧形模具本体,定点镶块水冷结构包括水管和点状镶块,水管设置在点状镶块的右侧,且点状镶块呈矩形结构,点状镶块通过焊接方式与九十度弧形模具固定连接,点状镶块切割有圆形孔,水管的左端插接在点状镶块的圆形孔内最深处,且水管与点状镶块密封连接;矩形框架的设置便于在工作时通过弧扣固定模具,且在不工作时便于通过矩形框架提拿模具,多个定点镶块水冷结构中水管其中一个充当出水管,其余的用作进水通道,点状镶块打孔后将水管通入孔内最深处,保证水流可以灌满镶块内部排除空气,进水口水管及出水口水管封死,水流完成回路。
[0007]
进一步的,风管设置在点状镶块之间,且风管与点状镶块的侧面相互垂直,风管的两端穿过点状镶块的侧面与点状镶块的圆形孔接触,风管的设置便于在水流灌满镶块时将空气通过风管排出,且为水流形成回路提供通道。
[0008]
进一步的,水管的中部固定连接有控制阀和连接栓,控制阀设置在连接栓的左侧,且控制阀和连接栓螺纹连接,控制阀的设置便于在模具工作时,若水管发生损坏,控制水流不溢出水管和风管,防止轮毂因更换水管发生变化,连接栓的设置便于灵活拆卸水管。
[0009]
进一步的,控制阀的左端与水管固定连接,控制阀的右端切割有螺纹槽,控制阀的弧形侧面设置有调节杆,调节杆通过轴承与控制阀转动连接,调节杆的上端固定连接有螺帽,螺纹槽的设置便于连接控制阀和连接栓,调节杆的上端设置有螺帽便于通过拧动螺帽
进而控制调节杆转动。
[0010]
进一步的,连接栓切割有圆形通孔,连接栓的左端外侧面固定连接有螺纹,连接栓的右端固定连接有螺帽,且螺帽切割有与连接栓相同的圆形通孔,连接栓的右端通过螺帽与水管固定连接,连接栓和螺帽切割的圆形通孔,为水流的流动提供通道。
[0011]
进一步的,矩形框架远离弧形轮毂模型的侧面四个角固定连接有螺杆,弧扣的两端切割有与螺杆相匹配的圆形通孔,矩形框架通过螺杆穿过弧扣的圆形通孔与弧扣螺栓连接,弧扣的设置便于在工作时将四个九十度弧形模具固定连接形成整体。
[0012]
使用时,将四个九十度弧形模具的各端点依次连接,并将弧扣的圆形通孔卡扣在螺杆上,通过螺母旋紧弧扣使九十度弧形模具形成整体模具,再确定水管中其中一个为出水管,其余为进水管,接通外水源,为模具工作时提供流动水,待成品冷却时,断开水源,拆卸弧扣,将九十度弧形模具分开。
[0013]
与现有技术相比,本实用新型的有益效果是:
[0014]
1、本实用新型通过多个定点镶块水冷结构冷却,对比条状水冷镶块冷却更加集中,能够使成品快速均匀冷却,冷却效果较好。
[0015]
2、本实用新型通过多个定点镶块水冷结构冷却成品,该结构简单,易于操作,节省时间,且该结构不易开裂,提升模具使用寿命,节约生产成本。
附图说明
[0016]
为了更清楚地说明本实用新型实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
[0017]
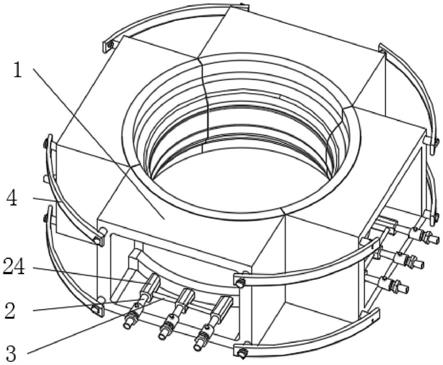
图1是本实用新型的整体结构示意图;
[0018]
图2是本实用新型的矩形框架结构示意图;
[0019]
图3是本实用新型的弧形轮毂模型结构示意图;
[0020]
图4是本实用新型的水管结构示意图;
[0021]
图中:1、九十度弧形模具;11、弧形轮毂模型;12、矩形框架;2、定点镶块水冷结构;21、水管;22、控制阀;221、螺纹槽; 222、调节杆;23、连接栓;231、螺纹;232、螺帽;24、点状镶块;3、风管;4、弧扣。
具体实施方式
[0022]
为使本实用新型实施方式的目的、技术方案和优点更加清楚,下面将结合本实用新型实施方式中的附图,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。因此,以下对在附图中提供的本实用新型的实施方式的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施方式。
[0023]
实施例:参照图1和图2所示:一种低压铸造模具定点水冷结构,包括四个九十度弧
形模具1和弧扣4,九十度弧形模具1 包括多个定点镶块水冷结构2和风管3,九十度弧形模具1包括弧形轮毂模型11和矩形框架12,弧形轮毂模型11和矩形框架12通过焊接方式固定连接,且弧形轮毂模型11位于矩形框架12的左侧,定点镶块水冷结构2设置在矩形框架12内,且定点镶块水冷结构2贯穿九十度弧形模具1本体,定点镶块水冷结构2包括水管21和点状镶块24,水管21设置在点状镶块24的右侧,且点状镶块24呈矩形结构,点状镶块24通过焊接方式与九十度弧形模具1固定连接,点状镶块24切割有圆形孔,水管21的左端插接在点状镶块24的圆形孔内最深处,且水管21与点状镶块24密封连接;矩形框架12的设置便于在工作时通过弧扣4固定模具,且在不工作时便于通过矩形框架12提拿模具,多个定点镶块水冷结构2中水管21其中一个充当出水管,其余的用作进水通道,点状镶块24打孔后将水管21通入孔内最深处,保证水流可以灌满镶块内部排除空气,进水口水管及出水口水管封死,水流完成回路。
[0024]
参照图1和图2所示:风管3设置在点状镶块24之间,且风管3与点状镶块24的侧面相互垂直,风管3的两端穿过点状镶块24的侧面与点状镶块24的圆形孔接触,风管3的设置便于在水流灌满镶块时将空气通过风管3排出,且为水流形成回路提供通道。
[0025]
参照图3所示:水管21的中部固定连接有控制阀22和连接栓23,控制阀22设置在连接栓23的左侧,且控制阀22和连接栓23螺纹连接,控制阀22的设置便于在模具工作时,若水管21发生损坏,控制水流不溢出水管21和风管3,防止轮毂因更换水管发生变化,连接栓23的设置便于灵活拆卸水管21。
[0026]
参照图3所示:控制阀22的左端与水管21固定连接,控制阀22的右端切割有螺纹槽221,控制阀22的弧形侧面设置有调节杆222,调节杆222通过轴承与控制阀22转动连接,调节杆222的上端固定连接有螺帽,螺纹槽221的设置便于连接控制阀22和连接栓22,调节杆222的上端设置有螺帽便于通过拧动螺帽进而控制调节杆222转动。
[0027]
参照图3所示:连接栓23切割有圆形通孔,连接栓23的左端外侧面固定连接有螺纹231,连接栓23的右端固定连接有螺帽232,且螺帽232切割有与连接栓23相同的圆形通孔,连接栓23的右端通过螺帽232与水管21固定连接,连接栓23和螺帽232切割的圆形通孔,为水流的流动提供通道。
[0028]
参照图1和图2所示:矩形框架12远离弧形轮毂模型11的侧面四个角固定连接有螺杆,弧扣4的两端切割有与螺杆相匹配的圆形通孔,矩形框架12通过螺杆穿过弧扣4的圆形通孔与弧扣4螺栓连接,弧扣4的设置便于在工作时将四个九十度弧形模具1固定连接形成整体。
[0029]
使用时,将四个九十度弧形模具1的各端点依次连接,并将弧扣4的圆形通孔卡扣在螺杆上,通过螺母旋紧弧扣4使九十度弧形模具1形成整体模具,再确定水管21中其中一个为出水管,其余为进水管,接通外水源,为模具工作时提供流动水,待成品冷却时,断开水源,拆卸弧扣,将九十度弧形模具1分开。
[0030]
以上所述仅为本实用新型的优选实施方式而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1