球阀表面自动激光熔覆工作台的制作方法
[0001]
本实用新型涉及溶覆工作台技术领域,特别是涉及球阀表面自动激光熔覆工作台。
背景技术:
[0002]
设备在生产运行中球体、密封面间产生强烈的低频摩擦实现阀门的开合,有些溶液属强腐蚀性介质,加上高温,故密封面会因摩擦、腐蚀等综合作用而造成疲劳和开裂,从而导致泄漏。采用激光熔覆工艺,大大地提高了密封面的耐高温、耐震、抗蠕变、抗磨损、抗腐蚀性能,提高了密封面的可靠性、安全性。
[0003]
基于熔覆道截面常呈半月形覆于基体及熔覆层深度方向存在硬度落差这一事实,为保证后续加工得到足够宽的密封环面及理想的表面硬度,应设计合理的工艺尺寸,即控制表面加工余量并将熔覆环面宽度适当放宽。对于同一平面多圈熔覆,熔覆面的平整性就显得至关重要了。平整性不好,将造成各密封环面宽度不等及环面表面硬度落差过大,影响密封副配对以及使用寿命。所以对于多圈熔覆,一要注意环带凸台宽度一致,二要避免基体加工出现凹、凸平面,三要控制自动送粉厚度的一致性,四要采用相同的激光工艺参数,以控制熔覆面平整度。
技术实现要素:
[0004]
为了克服现有技术的不足,本实用新型提供球阀表面自动激光熔覆工作台,能解决现有球阀球心在熔覆过程中存在的平整性不足,影响影响密封副配对以及使用寿命,熔覆厚度的不一致,熔覆面平整度的问题。
[0005]
为解决上述技术问题,本实用新型提供如下技术方案:球阀表面自动激光熔覆工作台,包括底架、u型槽支撑板和激光熔覆设备,所述底架顶面一侧设有垂直向上的u型槽支撑板,所述u型槽支撑板的u型槽中轴线和底架中轴线垂直;所述u型槽支撑板的外侧面开设有矩形的摆动框,所述摆动框内设有与之适配的摆动板,所述摆动板在背离摆动框的板面一侧中心点设有第一电机,且第一电机的传动轴和底架平行;所述u型槽支撑板的顶面设有摆动把手,所述摆动把手轴承穿设u型槽支撑板的顶面并与u型槽内的摆动轴固接,所述摆动轴沿摆动板的宽度方向穿设并延伸至底架表面与之轴承连接,且摆动轴的中心点和摆动板中心点重合;所述第一电机的传动轴端部套接第一联动端盖,所述第一联动端盖连接转动轴,所述转动轴另一端通过卡盘装置伸入球阀球心并与之卡接固定;所述底架上固接有第二电机,且所述第二电机的传动轴和底架表面垂直,所述第二电机位于球阀球心的轴心正下方;所述第二电机的传动轴端部套接第二联动端盖,所述第二联动端盖顶端固定有激光熔覆设备,所述激光熔覆设备的喷嘴位于球阀球心正下方。
[0006]
作为本实用新型的一种优选技术方案,所述卡盘装置为两爪卡盘或三爪卡盘或四爪卡盘或六爪卡盘。
[0007]
作为本实用新型的一种优选技术方案,所述摆动把手刻制有角度盘。
[0008]
作为本实用新型的一种优选技术方案,所述摆动把手传动连接电动转盘。
[0009]
作为本实用新型的一种优选技术方案,所述转动轴和卡盘装置活动连接。
[0010]
作为本实用新型的一种优选技术方案,所述摆动框的长宽均大于摆动板的长宽。
[0011]
与现有技术相比,本实用新型能达到的有益效果是:
[0012]
1、本实用新型通过在u型槽支撑板开设摆动框,并在摆动框的宽度方向设置有具有摆动把手的摆动轴,通过摆动把手带动摆动轴上的摆动板,从而可以形成摆动板在摆动框的自由摆动,进而通过摆动板的摆动调节与之连接的球阀球心的位移角度,使球阀球心的激光熔覆更加方便;
[0013]
2、通过在摆动把手上刻制的角度盘,使得球阀球心的摆动角度可以通过摆动把手在角度盘上的摆动角度来判断,使球阀球心的定心具有良好的参考;
[0014]
3、通过摆动把手和电动转盘传动连接,使得摆动把手转动具有自动化电机控制的功能,结合plc控制技术,让球阀球心控制精准可靠;
[0015]
4、通过在转动轴端部设置的卡盘装置,使得球阀球心工作时,能稳定有效的固定,使得激光熔覆作业过程平稳,提高激光熔覆过程的稳定性;且卡盘装置操作简单,让球阀球心的装载拆卸过程非常简易;
[0016]
综上,本实用新型结构设置合理,支撑稳定可靠,装卸方便,适用于激光熔覆结合工艺、且加工无需移动激光头、并能保障激光束与球体表面垂直,进而保障了熔覆层激光加工质量;本实用新型可调整旋转和摆动的速度,从而降低稀释率和减少热影响区,控制热应力和裂纹。
附图说明
[0017]
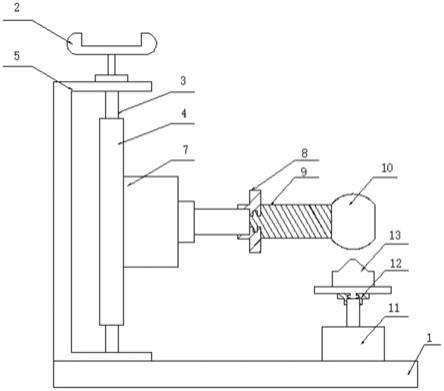
图1是本实用新型结构示意图;
[0018]
图2是本实用新型所述摆动框侧视图;
[0019]
图3为本实用新型所述卡盘装置的安装位置示意图。
[0020]
其中:1、底架;2、摆动把手;3、摆动轴;4、摆动板;5、u型槽支撑板;6、摆动框;7、第一电机;8、第一联动端盖;9、转动轴;10、球阀球心;11、第二电机;12、第二联动端盖;13、激光熔覆设备;14-卡盘装置。
具体实施方式
[0021]
以下结合附图对本实用新型的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本实用新型,并不用于限定本实用新型。
[0022]
请参照图1-3所示,球阀表面自动激光熔覆工作台,包括底架1、u型槽支撑板5和激光熔覆设备13,底架1顶面一侧设有垂直向上的u型槽支撑板5,u型槽支撑板5的u型槽中轴线和底架1中轴线垂直;u型槽支撑板5的外侧面开设有矩形的摆动框6,摆动框6内设有与之适配的摆动板4,摆动板4在背离摆动框6的板面一侧中心点设有第一电机7,且第一电机7的传动轴和底架1平行;u型槽支撑板5的顶面设有摆动把手2,摆动把手2轴承穿设u型槽支撑板5的顶面并与u型槽内的摆动轴3固接,摆动轴3沿摆动板4的宽度方向穿设并延伸至底架1表面与之轴承连接,且摆动轴3的中心点和摆动板4中心点重合;第一电机7的传动轴端部套接第一联动端盖8,第一联动端盖8连接转动轴9,转动轴9另一端通过卡盘装置14伸入球阀
球心10并与之卡接固定;底架1上固接有第二电机11,且第二电机11的传动轴和底架1表面垂直,第二电机11位于球阀球心10的轴心正下方;第二电机11的传动轴端部套接第二联动端盖12,第二联动端盖12顶端固定有激光熔覆设备13,激光熔覆设备13的喷嘴位于球阀球心10正下方。
[0023]
卡盘装置14为两爪卡盘或三爪卡盘或四爪卡盘或六爪卡盘,通过卡盘装置14将球阀球心10定心固定;摆动把手2上刻制有角度盘,通过角度盘可以直观读取当前摆动角度,进而判断球阀球心10的位移角度;摆动把手2和电动转盘传动连接,在本实施例中,摆动把手2可以和电动转盘传动,实现球阀球心10的自动化摆动;转动轴9和卡盘装置14活动连接,通过活动连接的方式,让转动轴9的端部可以适配不同型号的卡盘,进而定心固定不同直径的球阀球心10;摆动框6的长宽均大于摆动板4的长宽。
[0024]
具体原理:本实用新型在使用时,首先将球阀球心10通过卡盘装置14将其固定在转动轴9的端部,然后转动摆动把手2,摆动把手2将通过摆动轴3带动摆动板4在摆动框6的转动,摆动板4的转动将带动第一电机7位置的摆动,第一电机7通过第一联动端盖8带动转动轴9在底架1上方的移动,进而带动转动轴9端部的球阀球心10,通过摆动把手2上的角度盘调节角度,使球阀球心10位于激光熔覆设备13的喷嘴正上方,之后,启动第一电机7,第一电机7通过第一联动端盖8传动连接转动轴9,使转动轴9带着球阀球心10一起转动,启动激光熔覆设备13,激光熔覆设备13将对球阀球心10进行激光熔覆;同理,启动第二电机11,第二电机11将调动激光熔覆设备13的喷嘴转动,从而实现激光熔覆的多角度熔覆和熔覆厚度的一致;通过上述结构设计和连接方式,熔覆后凸台宽度一致;配合同步送粉装置,使粉末厚度一致;采用相同的激光工艺参数,以控制熔覆面平整度小于0.2mm。
[0025]
本实用新型结构设置合理,支撑稳定可靠,装卸方便,适用于激光熔覆结合工艺、且加工无需移动激光头、并能保障激光束与球体表面垂直,进而保障了熔覆层激光加工质量;还可调整旋转和摆动的速度,从而降低稀释率和减少热影响区,控制热应力和裂纹。
[0026]
本实用新型的实施方式不限于此,按照本实用新型的上述实施例内容,利用本领域的常规技术知识和惯用手段,在不脱离本实用新型上述基本技术思想前提下,以上优选实施例还可以做出其它多种形式的修改、替换或组合,所获得的其它实施例均落在本实用新型权利保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1