一种环形铸件浇注系统的制作方法
1.本实用新型涉及铸造技术领域,特别涉及一种环形铸件浇注系统。
背景技术:
2.铸造是将金属液浇注到与零件形状相适应的铸件型腔中,待其冷却凝固后以获得零件或毛坯的方法。铸造件中常见的缺陷有渣孔、气孔、砂眼、冷隔等。铸造生产中常采用过滤器过滤净化金属液,以有效地滤除掉金属液中的熔渣,简化浇注系统,防止渣孔缺陷,提高铸件力学性能,减小铸件机加工余量。
3.现有的环形铸件浇注系统一般由浇口杯、直浇道、横浇道和内浇道组成,由于浇道设置不合理,导致在浇注过程中金属液会出现紊流等现象,造成铸造缺陷,影响产品的合格率。
技术实现要素:
4.本实用新型针对现有浇注系统存在的上述技术问题,提供一种环形铸件浇注系统。
5.为解决上述技术问题,本实用新型采用的技术方案如下:
6.一种环形铸件浇注系统,包括砂箱、成型模具和浇道系统;
7.所述砂箱为多边形框架结构,所述砂箱中部设置有中空的环形孔结构,砂箱内部形成与环形铸件配合的环形腔室;
8.所述成型模具设置在环形腔室内,所述浇道系统与成型模具的型腔连接。
9.进一步地,所述砂箱包括上箱和下箱,所述下箱为在一端开口的的腔体结构,下箱中部设置有孔结构;所述上箱为与下箱配合的框架盖板状结构,上箱中部设置有孔结构,上箱内侧在孔结构位置处设置有环形隔板。
10.进一步地,所述环形隔板截面为d形。
11.进一步地,所述浇道系统包括分别设置在成型模具型腔内侧的直浇道、第一横浇道、第二横浇道和内浇道;所述直浇道和第一横浇道设置于砂箱环形孔结构的一侧位置,所述第一横浇道两端分别设置有过滤器,两个第二横浇道对称设置在直浇道两侧,所述过滤器分别与两侧的第二横浇道之间通过陶瓷管连接,所述第二横浇道上分别设置有多个内浇道,所述内浇道在第二横浇道上均布设置。
12.进一步地,所述第二横浇道为弧形结构,所述第二横浇道上的内浇道相对于直浇道对称设置。
13.进一步地,所述内浇道在第二横浇道上朝一侧方向倾斜设置,所述内浇道与其在第二横浇道上对应位置处切线之间的夹角相同。
14.进一步地,所述过滤器分别与第二横浇道的一端端部连接,所述内浇道分别朝向第二横浇道上与过滤器连接的一端方向倾斜设置。
15.进一步地,所述成型模具上设置有浇注通道,所述浇注通道分别与第二横浇道连
通形成内浇道。
16.进一步地,所述成型模具型腔的上端部、下端部和内侧均布设置有冷铁。
17.本实用新型具有的有益效果:
18.1)本实用新型针对环形铸件的结构特点,采用设置有中空环形孔结构的砂箱,可有效减小铸件加工树脂砂的使用量,使砂模各位置处的厚度均匀,保证浇注成型过程中铸件散热均匀,保证铸件产品的成型质量;同时可减小砂模的整体重量,很好地保证了铸造吊运过程中的安全性。
19.2)本实用新型根据砂箱结构对浇注系统的浇道结构进行合理的设置和布局,金属液可平稳地流入到铸件型腔内,减小在浇注时金属液对成型模具内型腔、型芯的冲击,能够防止涡流、紊流的产生,避免金属液卷气造成二次氧化夹杂等问题,从而有效避免铸件中的渣孔、疏松、缩孔等缺陷的产生,有效提高了铸件产品的质量。
附图说明
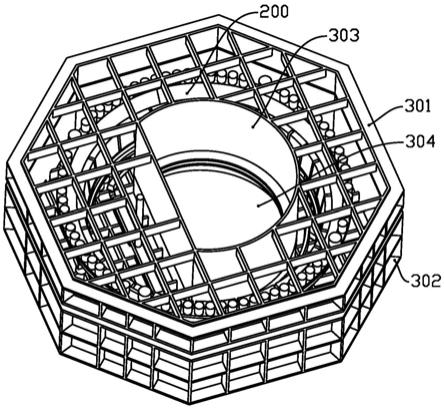
20.图1为本实用新型浇注系统结构示意图
21.图2为本实用新型浇注系统中浇道系统在下箱中的设置结构示意图。
22.图3为本实用新型浇注系统中浇道系统在上箱中的设置结构示意图。
23.图4为本实用新型中砂箱剖视图示意图。
24.图5为本实用新型中成型模具型腔和浇道系统结构示意图。
25.图6为本实用新型中浇道系统结构示意图。
26.图7为本实用新型中浇道系统结构主视图。
27.图中:101、直浇道,102、第一横浇道,103、第二横浇道,104、内浇道,105、陶瓷管,106、过滤器,107、冷铁;
28.200、型腔;
29.301、上箱,302、下箱,303、环形隔板,304、环形孔结构;
30.α、内浇道与其在第二横浇道上对应位置处切线之间的夹角。
具体实施方式
31.下面结合附图和具体实施例对本实用新型作进一步的说明。
32.如图1、2和3所示的环形铸件浇注系统,包括砂箱、成型模具和浇道系统;所述砂箱为多边形框架结构,所述砂箱中部设置有中空的环形孔结构304,砂箱内部形成与环形铸件配合的环形腔室;所述成型模具设置在环形腔室内,所述浇道系统与成型模具的型腔连接。本实施例中采用设置有中空环形孔结构的砂箱,可有效减小铸件加工树脂砂的使用量,使砂模各位置处的厚度均匀,保证浇注成型过程中铸件散热均匀,保证铸件产品的成型质量。
33.如图2、3和4,砂箱包括上箱301和下箱302,所述下箱302为在一端开口的的腔体结构,下箱302中部设置有孔结构;所述上箱301为与下箱配合的框架盖板状结构,上箱301中部设置有孔结构,上箱内侧在孔结构位置处设置有环形隔板303,上箱设置在下箱的开口一端,上箱的环形隔板与下箱上的孔结构相配合,使砂箱箱体内部形成环形腔室。
34.本实施例中的环形隔板303截面为d形,即砂箱中部的环形孔结构呈d形截面,采用这种结构可方便浇道系统在砂箱内的设置。
35.如图5、6和7所示,浇道系统包括分别设置在型腔内部的直浇道101、第一横浇道102、第二横浇道103和内浇道104;所述直浇道101和第一横浇道102设置于型腔中心的一侧,第一横浇道102沿型腔圆周弦向方向设置,设置于砂箱环形孔结构水平部位的外侧。第一横浇道102两端分别设置有过滤器106,两个第二横浇道102对称设置在直浇道101两侧,所述过滤器106分别与两侧的第二横浇道103之间通过陶瓷管105连接,所述第二横浇道103上分别设置有多个内浇道104,所述内浇道104在第二横浇道103上均布设置,用于连通第二横浇道103和型腔200。
36.如图2,本实施例中的第二横浇道103为沿型腔圆周方向设置的弧形结构,两个第二横浇道103上的内浇道104相对于直浇道对称设置。内浇道104在第二横浇道103上朝一侧方向倾斜设置,所述内浇道104与其在第二横浇道上对应位置处切线之间的夹角α相同。过滤器106分别与第二横浇道103的一端端部连接,所述内浇道104分别朝向第二横浇道上与过滤器连接的一端方向倾斜设置。通过对第一横浇道、第二横浇道、内浇道之间结构的设置,在浇注时能够使金属液均匀地流入到型腔中,对型腔进行填充,并且能够有效减小涡流、紊流等问题,对提高铸件的浇注成型质量具有很好的效果。同时采用这种结构的浇道系统可便于在中空结构砂箱内的设置,可减小整个浇注系统的整体重量,减小工人的劳动强度。
37.本实施例中成型模具上设置浇注通道,该浇注通道分别与第二横浇道连通而形成浇道系统的内浇道结构。通过在成型模具上预先成型出内浇道结构,可简化浇注系统中浇道结构的设置,减少浇道系统结构的制造工时,从而节约成本,提高铸造效率,并且能够有效降低人工劳动强度。
38.过滤器106分别设置在第一横浇道102两端的下方,用于过滤金属液中的金属熔渣,并对金属液的流速进行缓冲和调整。这里过滤器可采用泡沫陶瓷过滤器、纤维过滤器或直孔过滤器等。
39.如图2和3,在型腔200上端部、下端部和内侧沿型腔圆周方向均布设置有冷铁107;通过对冷铁位置的合理设置,进一步保证铸件的成型质量。
40.本实用新型的说明书和附图被认为是说明性的而非限制性的,在本实用新型基础上,本领域技术人员根据所公开的技术内容,不需要创造性的劳动就可以对其中一些技术特征做出一些替换和变形,均在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1