一种用于加工中心机床的研磨产品中心孔装置的制作方法
1.本实用新型涉及一种用于加工中心机床的研磨产品中心孔装置,属于机械加工技术领域。
背景技术:
2.在加工中心机床研磨产品中心孔的过程中,由于一般的研磨刀具都是与刀柄呈直连式硬连接,在众多产品中心孔孔径大小不一,而进刀量一致的情况下,刀具的研磨量就会有多有少,在研磨量多的情况下刀具的研磨使用次数会降低,而产品研磨面的精度也会随之降低,严重的甚至会使产品中心孔拉伤、使刀具受损。而在研磨量少的情况下,会使研磨面产生大面积研磨不到位的情况,甚至出现完全研磨不到的情况,导致产品返工率大大增加,不仅耗费大量人力和时间,而且产品质量难以保证,严重影响产品流转速度。
技术实现要素:
3.本实用新型的目的在于克服现有技术中存在的不足,并提供一种用于加工中心机床的研磨产品中心孔装置,该装置可使多种孔径的中心孔均能研磨到位,且不会出现研磨量过多的情况,使产品研磨面的精度得到了保证,减少了产品返工率。
4.为实现上述目的,本实用新型采用的技术方案是:
5.一种用于加工中心机床的研磨产品中心孔装置,至少包括加工中心标准刀柄和研磨刀具,所述加工中心标准刀柄的右端面设有中心盲孔,中心盲孔内安装有导向连接套,导向连接套右端面中心设有安装孔,安装孔内安装有刀具伸缩单元,所述刀具伸缩单元包括设置于安装孔内的弹簧,弹簧右侧的安装孔内设置有研磨刀具,研磨刀具的刀头凸出于导向连接套右端面,导向连接套安装孔处对应的外表面上沿径向设有贯穿的腰形孔,腰形孔的长径沿导向连接套纵向设置,研磨刀具与腰形孔对应的位置设有销孔,腰形孔的长径大于销孔的孔径,腰形孔的短径与销孔一致,导向销穿过腰形孔及销孔将导向连接套与研磨刀具连接在一起。
6.对本实用新型技术方案的进一步改进是:
7.所述导向销与腰形孔长径方向的间隙为4
‑
6mm。
8.所述研磨刀具左段外径与导向连接套安装孔为滑配装配。
9.所述弹簧的右端部套设于所述研磨刀具的左端部上。
10.所述加工中心标准刀柄与导向连接套通过螺钉固定连接。
11.所述螺钉个数为两个,沿纵向并列设置于加工中心标准刀柄外表面的螺纹孔内,锁紧时,螺钉底部与加工中心标准刀柄中心盲孔内的导向连接套外表面接触,依靠锁紧力将导向连接套锁死。
12.由本实用新型提供的技术方案可知,由于本实用新型导向连接套安装孔处对应的外表面上沿径向设有贯穿的腰形孔,研磨刀具与腰形孔对应的位置设有销孔,腰形孔的长径大于销孔的孔径,腰形孔的矩径与销孔一致,导向销穿过腰形孔及销孔将导向连接套与
研磨刀具连接在一起。由于腰形孔的长径大于销孔的孔径,使导向销可以在腰形孔中左右移动,因此在产品中心孔研磨时,通过设置一定的进刀量及研磨时间,再结合弹簧力的作用,可使研磨刀具紧贴工件表面,从而使不同孔径的中心孔均得到有效研磨,且由于进刀量在导向销的可移动范围内,因此也不会导致中心孔被过度研磨。所述研磨刀具左段外径与导向连接套安装孔为滑配装配,可减少研磨刀具在进刀及退回过程中发生磨损,延长了研磨刀具的使用寿命。依靠螺钉锁紧力将导向连接套锁死的连接方式非常简单、可靠,加工非常方便。
附图说明
13.图1是本实用新型实施例的剖视结构示意图。
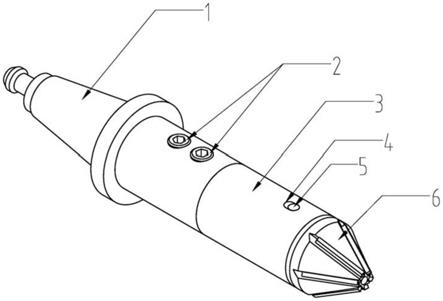
14.图2是本实用新型实施例的总体结构示意图。
15.图中:1.加工中心标准刀柄,2.螺钉,3.导向连接套,4.腰形孔,5.导向销,6.研磨刀具,7.弹簧。
具体实施方式
16.下面结合附图和实施例对本实用新型作进一步说明。
17.如图1和图2所示,本实施例提供的用于加工中心机床的研磨产品中心孔装置,包括加工中心标准刀柄1和研磨刀具6,所述加工中心标准刀柄1的右端面设有中心盲孔,中心盲孔内安装有导向连接套3,所述加工中心标准刀柄1与导向连接套3通过螺钉2固定连接。所述螺钉2个数为两个,为内六角螺钉,所述螺钉2沿纵向并列设置于加工中心标准刀柄1外表面的螺纹孔内,锁紧时,螺钉2底部与加工中心标准刀柄1中心盲孔内的导向连接套3外表面接触,依靠锁紧力将导向连接套3锁死。导向连接套3右端面中心设有安装孔,安装孔内安装有刀具伸缩单元,所述刀具伸缩单元包括设置于安装孔内的弹簧7,弹簧7右侧的安装孔内设置有研磨刀具6,所述弹簧7的右端部套设于所述研磨刀具6的左端部上,研磨刀具6的刀头凸出于导向连接套3右端面,所述研磨刀具6左段外径与导向连接套3安装孔为滑配装配。导向连接套3安装孔处对应的外表面上沿径向设有贯穿的腰形孔4,研磨刀具6与腰形孔4对应的位置设有销孔,腰形孔4的长径大于销孔的孔径,腰形孔的短径与销孔一致,本实施例中腰形孔4的长径与导向销5的直径差l为5mm,因此可以保证加工中心标准刀柄1可移动的硬限位总行程量即研磨刀具的最大进给量也为l。导向销5穿过腰形孔4及销孔将导向连接套3与研磨刀具6连接在一起。
18.本实施例中产品中心孔孔径差值不超过0.5mm,在进行中心孔研磨时,首先将本实施例的装置安装于加工中心机床上,将欲研磨的工件安装固定好,调整研磨刀具6与工件的距离,使研磨刀具6紧贴工件中心孔表面,且弹簧7处于未压缩的自然状态,导向销5紧靠腰形孔4右侧面,设置研磨刀具6的进刀量为2mm,并设定研磨时长,因为导向连接套3上的腰形孔4长径方向与导向销5间的间隙为5mm,因此可以保证研磨刀具6的进给量小于5mm,当刀具压紧研磨面并旋转研磨后,即使产品中心孔大小不一,通过2mm进刀量的设置,在弹簧7压力的作用下,可使研磨刀具6一直紧贴研磨面,所以可以保证不管中心孔是大是小,都可以在弹簧力的作用下使研磨面有效的研磨。且通过进刀量和研磨时长的设置,不会发生过度研磨。
19.本实用新型的用于加工中心机床的研磨产品中心孔装置,在众多产品中心孔孔径大小不一、深度不一的情况下,其被研磨面由于受弹簧的弹力作用而受力均匀,在同一研磨时长条件下,使每次的研磨量基本一致,使中心孔的研磨面研磨精度高;本实用新型的装置,其结构层次合理,且简单易制造,使用方便,省时,且增加了刀具耐磨次数并延长了刀具使用寿命,降低了因刀具更换而产生的生产成本。本实用新型适用于加工中心自动化机床,使用时只需要更换研磨刀具即可,不需要专门制作研磨的机台。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1