铣刀研磨机改良结构的制作方法
1.本实用新型涉及工具机的铣刀研磨技术领域,尤指铣刀研磨机的范畴。
背景技术:
2.众所都知,端铣刀系运用cnc加工机或复合式综合加工机等作金属加工作业,当该端铣刀的多刀刃(区分有二刃、三刃、四刃
……
等等)发生磨损而不锐利时,将无法进行金属切削作业,必须使用铣刀研磨机,以对已磨耗受损的端铣刀的多刀刃进行研磨修复,以延长端铣刀的使用寿命。
3.又铣刀研磨机常会配属一现有校准定位器9,如图8所示,而该校准定位器9最主要系作为定位一端铣刀8其中一刀刃81相对于其夹头80的相对位置,即定位该端铣刀8的刀刃81于水平校正线95上,又该校准定位器9包含有:一底座91、一滑座92、一旋杆93;其中该旋杆93的前端贯穿该滑座92后,再接穿伸一弹簧94,最后再接设于该底座91所设一长条块911的螺孔;凭借先将该端铣刀8放入于已松开状该夹头80内,再套入于该底座91所设一穿孔912后,再操作该旋杆93,以利于该滑座92往下移动,让该滑座92所设一校正区块921 校正并压抵该端铣刀8相对于夹头80于一水平基准线95位置后,最后再旋紧该夹头80的旋钮801,让该夹头80夹紧该端铣刀8,这样就可以拿去铣刀研磨机,以进行端铣刀8的多刀刃81研磨作业。
4.然而,上述铣刀研磨,因该滑座92仅使用单一弹簧94,当以该旋杆93压抵该滑座92上下移动时,操作相当不够滑顺;另,通常端铣刀8的外径有4mm、 6mm、8mm、10mm、12mm、13mm等多种规格,上述现有校准定位器9因该滑座92无法左右横移,导致该现有校准定位器9无法适用于前述多种端铣刀8 的规格。
技术实现要素:
5.鉴于上述现有校准定位器的问题点,于是本实用新型实用新型设计人穷极心思实用新型出一种铣刀研磨机改良结构,故本实用新型的主要目的在于:提供操作性佳的一种铣刀研磨机改良结构;本实用新型的次要目的在于:提供可收纳工具配件的一种铣刀研磨机改良结构。
6.为实现上述目的,本实用新型采用的技术方案是:
7.一种铣刀研磨机改良结构,是在设有一浮凸面及一工具柜的一研磨机本体装设有一校准定位器,其特征在于,该校准定位器还包含有:
8.一底座,是在该底座向上延伸设有互为相对的一定位孔座、一长轨块,且该定位孔座设有一穿孔,而该穿孔的下方处设有定位杆,又该长轨块设有一螺孔及位于该螺孔两侧的二弹性体;
9.一滑座,套入在该长轨块的上方处,且该滑座相对于该底座能够作上下移动或左右移动,该滑座设有一长椭圆孔,该滑座对应该定位孔座的侧边设有一校正区块;及
10.一第一旋杆,其前端贯穿该滑座的长椭圆孔后接设于该长轨块的螺孔内。
11.还包含一侧板组,且该侧板组接设于该滑座所设的一短侧边,该侧板组还包含有一板体、一第二旋杆、一弹簧,其中该第二旋杆贯穿该弹簧后接设于该长轨块的短侧边。
12.该板体、长轨块之间设有一容槽,而该容槽能够容纳该弹簧。
13.该滑座的顶端面设有一外径刻度。
14.该长轨块的长侧边接设有一基准侧板,又该基准侧板设有一第一指标,而该第一指标对应该滑座的外径刻度。
15.该弹性体为弹性垫片、波浪弹簧或弹簧,并在该长轨块上端面处所设有二定位沟,且各定位沟分别可供定位该弹性体。
16.该第一旋杆的上端面设有一上下刻度。
17.该研磨机本体设有一多边形提把。
18.本实用新型运用上述技术手段,可以达成如下功效:
19.1.本实用新型以旋杆贯穿该滑座、长轨块,并在两者之间所设二弹性体分别设于该第容槽内并位于该旋杆的两侧,如此可以让该滑座顺畅地上下、左右滑动于该长轨块,进而提升该旋杆、滑座的操作性能。
20.2.本实用新型在该滑座、长轨块的侧边接设有该侧板组,提供该滑座具有左右横向移动的裕度范围,让本实用新型校准定位器可适用校准4mm、6mm、8mm、 10mm、12mm、13mm等多种规格大小的端铣刀。
附图说明
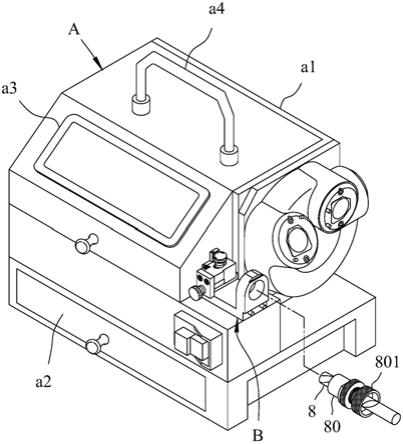
21.图1是本实用新型铣刀研磨机的实施态样图。
22.图2是本实用新型校准定位器的立体外观图。
23.图3是本实用新型校准定位器的立体分解图。
24.图4是本实用新型校准定位器的组合剖面图。
25.图5是本实用新型图4的局部放大图。
26.图6是本实用新型校准定位器的另一组合剖面图。
27.图7是本实用新型校准定位器的俯视图。
28.图8是现有校准定位器的立体分解图。
29.附图标记说明:[本实用新型]a
‑
铣刀研磨机;a1
‑
研磨机本体;a2
‑
工具柜;a3
‑
浮凸面;a4
‑
多角型提把;b
‑
校准定位器;1
‑
底座;2
‑
定位孔座;21
‑
穿孔; 22
‑
定位杆;3
‑
长轨块;31
‑
定位沟;32
‑
螺孔;33
‑
弹性体;4
‑
滑座;41
‑
长椭圆孔; 42
‑
校正区块;43
‑
外径刻度;5
‑
第一旋杆;51
‑
上下刻度;6
‑
侧板组;61
‑
板体; 62
‑
第二旋杆;63
‑
弹簧;64
‑
容槽;7
‑
基准侧板;71
‑
第一指标;72
‑
第二指标;a、 b
‑
高度位置;d
‑
弹性移动范围;[现有技术]8
‑
端铣刀;81
‑
刀刃;80
‑
夹头;801
‑ꢀ
旋钮;9
‑
校准定位器;91
‑
底座;911
‑
长条块;912
‑
穿孔;92
‑
滑座;921
‑
校正区块;93
‑
旋杆;94
‑
弹簧;95
‑
水平基准线。
具体实施方式
[0030]
首先请参阅图1所示,本实用新型涉及一种铣刀研磨机改良结构,其中该铣刀研磨机a是在其研磨机本体a1外部设有一工具柜a2、一浮凸面a3及一多角型提把a4,其中该工具柜a2如同抽屉一般,可以提供收纳工具,而该浮凸面 a3的正面可以提供印刷产品商标之
处,而该多角型提把a4则提供使用人方便提拿该铣刀研磨机a移动至他处。
[0031]
另,在该铣刀研磨机a的研磨机本体a1装设有一校准定位器b,其中该校准定位器b还包含有一底座1、一滑座4、一第一旋杆5、一侧板组6、一基准侧板7等构件,兹配合相关图式,分别说明如后。
[0032]
所述该底座1,如图2至图5所示,是在该底座1向上延伸设有互为相对的一定位孔座2、一长轨块3,且该定位孔座2设有一穿孔21,而该穿孔21的下方处设有二定位杆22,又该长轨块3的顶面处设有一螺孔32及位于该螺孔32 两侧的二定位沟31及二弹性体33,于本实施例中,该弹性体33设为弹性垫片、波浪弹簧或弹簧,而各定位沟31分别提供以定位固定该弹性垫片、波浪弹簧或弹簧以避免位移。
[0033]
所述该滑座4,系整体外观设为ㄇ形体,如图2至图6所示,并套入在该长轨块3的上方处,且该滑座4相对于该底座1可作上下或左右移动,又该滑座4 设有一长椭圆孔41,另该长轨块3对应该定位孔座2的侧边设有一校正区块42;特别一提,该滑座4的顶端面设有一外径刻度43,该外径刻度43,如图6所示者,刻画有4、6、8、10、12、13等六种刻度,分别代表4mm、6mm、8mm、 10mm、12mm、13mm等六种尺寸规格的端铣刀8的外径。
[0034]
所述该第一旋杆5,如图2、图3及图6所示,系其前端贯穿该滑座4的长椭圆孔41后接设于该长轨块3第一容槽31内的螺孔32内,而该第一旋杆5的顶面则设有一上下刻度51。
[0035]
所述该侧板组6,如图2及图5所示,且该侧板组6接设于该滑座4所设的一短侧边,又该侧板组6系还包含有一板体61、一第二旋杆62、一弹簧63,其中该第二旋杆62贯穿该弹簧63后接设于该长轨块3的短侧边,其中该板体61、长轨块3之间设有一容槽64,而该容槽64容纳该弹簧63。及
[0036]
所述该基准侧板7,如图2及图7,系接设于该长轨块3的长侧边,又该基准侧板7设有一第一指标71及一第二指标72,而该第一指标71对应该滑座4 的外径刻度43,该第二指标72对应该第一旋杆5的上下刻度51。
[0037]
凭借上述各元件构成本实用新型校准定位器b,于不使用时,该滑座4因位于该长轨块3、滑座4之间的弹性体33的弹力而撑抵该滑座4的校正区块42 于预设高度位置a,另一方面,该侧板组6因为其弹簧63的弹力,进而将该滑座4的下方处、侧板组6之间撑抵而形成一弹性移动范围d(如图6),提供该滑座4具有横向位移调整的空间,可配合该外径刻度43及第一指标71。特别一提,该外径刻度43可调整的范围恰等于该弹性移动范围d。
[0038]
请参阅图1、图2及图7所示,凭借先将该端铣刀8放入于已松开状该夹头 80内,再套入于该底座1定位孔座2所设一穿孔21后,再操作该第一旋杆5,以利于该滑座92往下移动,让该滑座92所设一校正区块921校正并压抵该端铣刀8相对于夹头80于高度位置b(即如图8所示的水平基准线95的位置)后,调整该端铣刀8、夹头80于基准的相对位置,最后再旋紧该夹头80的旋钮801,让该夹头80夹紧该端铣刀8,这样就可拿去铣刀研磨机,以进行端铣刀8的多刀刃81研磨作业。特别一提,若该端铣刀8呈现锐利时,则该第一旋杆5的正旋转调整让该滑座92往下移动,该端铣刀8呈现较钝时,则该第一旋杆5则逆转调整,让将该滑座92往下移动。
[0039]
另一方面,在该滑座4、长轨块3的侧边接设有该侧板组6,提供该滑座4 具有左右横向移动的弹性移动范围d,提供本实用新型校准定位器a可适用校准4mm、6mm、8mm、10mm、12mm、13mm等多种规格大小的端铣刀8,于使用时视该端铣刀8的外径尺寸规格,若该端铣刀
8的外径尺寸为4mm,则该基准侧板7的第一指标71调整到刚好指向「4」的刻度上,然后再进行前述水平基准线95的位置调整作业后,将该端铣刀8、夹头80调整于基准的相对位置,最后将该端铣刀8及夹头80拿去铣刀研磨机,以进行端铣刀8的多刀刃81研磨作业。若该端铣刀8的外径尺寸为10mm,凭借操作该第二旋杆62,将该滑座4朝该侧板组6移动,让该基准侧板7的第一指标71必须调整刚好指向「10」的刻度上,然后再进行前述水平基准线95的位置调整作业后,将该端铣刀8、夹头80调整于基准的相对位置,最后将该端铣刀8及夹头80拿去铣刀研磨机,以进行端铣刀8的多刀刃81研磨作业。
[0040]
以上说明对本实用新型而言只是说明性的,而非限制性的,本领域普通技术人员理解,在不脱离权利要求所限定的精神和范围的情况下,可作出许多修改、变化或等效,但都将落入本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1