平衡轴横梁消失模结构的制作方法
1.本实用新型涉及铸造技术领域,具体为一种平衡轴横梁消失模结构。
背景技术:
2.目前对于出行汽车的要求除了降低汽车能耗、减少排放之外,降低汽车整体重量,对汽车轻量化设计与制造,是未来汽车铸件的必然趋势。
3.平衡轴横梁是运用在汽车上的部件之一,我司推出的第一代平衡轴横梁(平衡轴横梁)因为设计结构复杂导致毛坯净重74.5kg,同时因为其为“工”字形结构,导致在铸造过程中易产生翘曲变形及扭曲变形(参见图1),因此对其进行轻量化设计并增强整体强度是急需处理的课题。
4.因此,我司开展了平衡轴横梁产品结构优化设计,并通过采用消失模铸造工艺设计,然后进行试验验证,以争取实现上述的轻量化设计并增强整体强度的目的。
技术实现要素:
5.针对现有技术中存在的问题,本实用新型通过对平衡轴横梁产品结构进行设计,并通过采用消失模铸造工艺设计使得平衡轴横梁为一次铸造成型的整体结构,从而达到轻量化结构设计的同时保证横梁的强度。
6.本实用新型提出的消失模结构如下:
7.平衡轴横梁消失模结构,包括
8.模型部,包括横梁和设置在所述横梁两端的连接支架,所述横梁与所述连接支架共同形成呈χ状结构的模型部;和
9.浇道部,设置在所述模型部的上方;所述浇道部用于引导铁水到达所述模型部;
10.所述模型部与所述浇道部均由泡沫黏胶而成。
11.进一步的,所述浇道部与所述模型部的连接之间设有过滤网。
12.进一步的,所述浇道部包括直浇道、横浇道和侧浇道;所述侧浇道有两个且每个所述侧浇道的内浇口与所述连接支架相通;两个所述侧浇道设置在所述横浇道的左右两侧并与所述横浇道连通,所述直浇道竖直设置在所述横浇道的中间并与所述横浇道相通。
13.进一步的,所述直浇道的顶部设有与其相通的浇杯。
14.进一步的,所述横梁与所述连接支架上均设置有多个用于防止形变的纤维棒。
15.进一步的,所述横梁中设有椭圆形的第一减重腔使得所述横梁的截面呈u型结构,所述横梁的两个侧面均设置有第一减重孔。
16.进一步的,每个所述连接支架中设有第二减重腔使得所述连接支架的截面呈u型结构,所述第二减重腔与所述第一减重腔相通,所述第二减重腔呈喇叭状结构且喇叭口朝外。
17.进一步的,所述横梁与所述连接支架的连接处设置加强筋块,每个所述加强筋块上均开设有第二减重孔。
18.进一步的,所述连接支架的两侧外部均设置有推力杆支座,所述推力杆支座上设有用于便于钻孔的钻台。
19.采用本技术方案所达到的有益效果为:
20.本方案系统地开展了平衡轴横梁产品优化设计、消失模铸造工艺设计、试验验证,并实现批量生产;通过设计消失模的结构为横梁和连接支架,在保证成型的平衡轴横梁使用性能没有减弱的情况下还使平衡轴横梁重量减轻15%,并且成本降低7%,达到轻量化的预期目标。通过利用本方案设计的消失模结构实现平衡轴横梁的铸造,在类似产品对比上,拥有重量轻,成本低,可靠性强等特点,并且与现有结构通用互换性强;对汽车轻量化设计具有重大意义,具有广阔的推广前景。
附图说明
21.图1为第一代设计的平衡轴横梁立体结构图。
22.图2为本方案通过消失模结构成型的轻量化平衡轴横梁立体结构图。
23.图3为消失模结构的平面结构图。
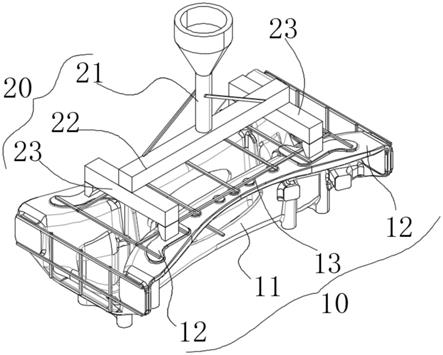
24.图4为消失模结构的立体结构图。
25.图5为消失模结构的分体结构图。
26.其中:10模型部、11横梁、12连接支架、13纤维棒、20浇道部、21直浇道、22横浇道、23侧浇道、121推力杆支座。
具体实施方式
27.以下结合附图对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
28.本实施例提供了一种平衡轴横梁消失模结构,通过利用该消失模结构,实现平衡轴横梁的一体铸造成型的整体结构,相比于第一代的平衡轴横梁(如图1)提升强度;同时通过对消失模结构进行设计,使得最终成型的平衡轴横梁(如图2)较第一代的平衡轴横梁重量更轻。
29.具体的,参见图3-图5,本方案提供的消失模结构包括模型部10,模型部10的组成包括横梁11和设置在横梁11两端的连接支架12,横梁11与连接支架12共同形成呈χ状结构的模型部10;模型部10用于保证平衡轴横梁毛坯的成型,在模型部10的上方设置有浇道部20,浇道部20用于引导铁水到达模型部10;当然,这里的模型部10与浇道部20均由泡沫黏胶而成。
30.通过将消失模结构进行埋箱造型后进行铁水浇筑,使得最终的平衡轴横梁毛坯在砂箱中成型。
31.考虑到铁水中可能存在杂质,影响到最终平衡轴横梁的整体强度质量,本方案在浇道部20与模型部10的连接之间设有过滤网;这里过滤网还有利于平衡轴横梁的打磨切除,因为过滤网的存在,能够方便操作人员对平衡轴横梁毛坯进行修整时方便去除浇道部20的成型部分。
32.可选的,为了保证消失模结构的稳定性,在横梁11与连接支架12上均设置有多个用于防止形变的纤维棒13;纤维棒13通过黏结的方式对横梁11与连接支架12进行分别加
固,因为消失模结构中的横梁11与连接支架12均为泡沫结构,通过纤维棒13进行固定后再进行埋箱造型时,避免整个消失模结构产生形变,从而影响最终的平衡轴横梁毛坯的成型效果。
33.本实施例中,提供的浇道部20包括直浇道21、横浇道22和侧浇道23;其中侧浇道23有两个且每个侧浇道23的内浇口与连接支架12相通;两个侧浇道23设置在横浇道22的左右两侧并与横浇道22连通,直浇道21竖直设置在横浇道22的中间并与横浇道22相通。
34.这样在进行浇筑时,由直浇道21注入铁水,铁水依次顺着直浇道21、横浇道22和侧浇道23后,进入到模型部10内,一段时间后,高温铁水使得消失模结构被融化消失,而铁水凝固成消失模结构的外形结构,从而成为平衡轴横梁毛坯。
35.可选的,在直浇道21的顶部设有与其相通的浇杯,浇杯方便操作人员向直浇道21内灌注铁水。
36.本实施例中,为了使得最终成型的平衡轴横梁更加的轻量化,对消失模结构中的模型部10也做出了轻量化设计,具体的,横梁11中设有椭圆形的第一减重腔使得横梁的截面呈u型结构,并且在横梁11的两个侧面均设置有第一减重孔;每个连接支架12中设有第二减重腔使得连接支架12的截面呈u型结构,第二减重腔与第一减重腔相通,第二减重腔呈喇叭状结构且喇叭口朝外;通过以上结构的设置,使得整个消失模结构拥有一条贯通的减重腔,且通过横梁11与连接支架12的配合,使得整个模型部10结构呈χ状结构。
37.可选的,横梁11与连接支架12的连接处设置加强筋块,每个加强筋块上均开设有第二减重孔。
38.本实施例中,在连接支架12的两侧外部均设置有推力杆支座121,推力杆支座121上设有用于便于钻孔的钻台。
39.下面对如何使用本方案提供的消失模结构铸造平衡轴横梁做详细地介绍:
40.1)对轻量化平衡轴横梁的结构设计:
41.连接支架、推力杆支座、横梁是一次铸造成型的整体结构;横梁中部设有椭圆形减重腔(第一减重腔);两端的连接支架是对称结构,连接支架的中部位置通过加强筋连接;
42.(2)消失模结构的浇注系统设计:一个直浇道,一个横浇道,两个侧浇道,直浇道的顶部设置有浇口杯,两个侧浇道共四个内浇口直接与模型部连接,
43.(3)埋箱造型:
44.1)填底砂,将底砂刮成平面底砂高度400mm,操作工将模型放置到砂箱内,每箱放置两组,共两件,模型浇口杯距离前后砂箱边缘距离为40-45cm,距离左右砂箱边缘距离为25-35cm,填砂高度低于浇口杯顶面80mm-100mm并振实,振动10s,振动频率:43hz,将底砂刮成平面,保证模型在砂箱中间位置;
45.2)填砂振动:先(使用柔性手动加砂装置)加砂至一定高度,振动20s,振动频率:46hz;均匀填砂至与模型直浇道上端平齐,振动40s,振动频率:46hz;
46.3)覆盖塑料膜,加顶砂:覆盖塑料膜,然后填埋顶砂,厚度大于50mm,将塑料膜压实,保证浇口杯平面高于砂平面20mm,然后将浇口杯顶面的塑料膜划开,使之露出并保证浇口杯顶面无型砂;
47.(4)化学成分
48.合理的化学成分是优质铸件的必要条件,通过在调整化学成分,加入合金元素,强
化孕育的基础上直接获得高牌号珠光体-铁素体混合基体球铁,达到提高质量、降低成本的要求。
49.c和si在五大元素中,c、si是强烈石墨化元素,c是钢铁的基本组成元素,增加含碳量能使石墨的均质晶核增多,也能使未溶解的石墨夹杂物增多,使石墨非均质晶核增多,促进石墨形核生长,si促进石墨化作用是c的1/3,故用碳当量ce=c+1/3si来综合确定c、si对铸铁组织和性能的影响,选择在共晶点附近,改善了铁液的流动性,提高了铁液的自补缩能力。c含量过高则容易产生石墨漂浮,降低石墨等级,割裂基体,si含量过高则增加了低温脆性,力学性能降低,故ce一般选择在4.1%-4.7%左右,本方案将ce定在4.7%-4.8%,根据高碳低硅原则,把碳含量定在3.7%-3.9%,把终硅量定在2.5-2.8。
50.mn锰是强化铁素体、细化珠光体元素,mn含量过低则fe容易与s形成化合物在晶粒边界形成热裂源,过高则产生偏析,提高脆性转变温度,降低铸件冲击韧性,因此mn含量的控制很重要,本方案把mn控制在0.4%-0.6%左右。
51.p和s磷和硫属于有害元素,p使共晶点左移,有偏析现象,易在晶界处形成磷共晶,s则易与球化剂化合成氧化物,故应当尽量降低p、s含量,本方案要求p含量不高于0.03%,s含量不高于0.03%。
52.mg残留镁能有效抑制石墨衰退,而过高则影响石墨状态,降低铸件韧性,本方案控制残留mg在0.04-0.055左右。
53.炉前化学成分c 3.6-3.9;si1.2-1.6;mn≤0.6p≤0.03s≤0.03
54.炉后化学成分c 3.6-3.85;si1.2.5-2.9;mn 0.4-0.6p≤0.05s≤0.035;
55.mg0.04-0.055sn≤0.03
56.(5)浇注:
57.1)浇注温度:1450-1480℃;
58.2)浇注负压:-0.04
‑‑
0.06mpa;
59.3)浇注完毕,保压8-10min。
60.(6)出箱与记录
61.(7)抛丸打磨
62.本技术方案系统地开展了平衡轴横梁产品优化设计、消失模铸造工艺设计、试验验证,并实现批量生产;通过设计消失模的结构,在保证成型的平衡轴横梁使用性能没有减弱的情况下还使平衡轴横梁重量减轻15%,并且成本降低7%,达到轻量化的预期目标。通用互换性强;对汽车轻量化设计具有重大意义,具有广阔的推广前景。
63.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1