用于激光金属粉末沉积的系统和方法与流程
用于激光金属粉末沉积的系统和方法
1.相关申请
2.本技术根据35u.s.c.
§
119(e)要求于2020年1月21日提交的名称为“system and method for metal powder deposition using laser beam wobbling(用于使用激光束摆动进行金属粉末沉积的系统和方法)”的美国临时申请序列no.62/963,600的优先权,该美国临时申请以其全部内容通过引用并入本文。
3.背景
技术领域
4.本技术领域总体上涉及金属粉末沉积,并且更具体地涉及使用激光束摆动将金属粉末沉积到工件表面上的光纤激光器系统和方法。
背景技术:
5.激光金属沉积(lmd)是一种增材技术,其涉及使用激光束在金属衬底的表面上形成熔化金属池(熔池),金属粉末通过气体流撞击到该熔化金属池中。金属粉末被吸收到熔池中(即,熔化并与基底材料结合),并且在衬底的表面上产生沉积物。这些沉积物可以被用于构建或修复用于许多不同应用的金属零部件。例如,lmd适用于多个工业应用领域,包括表面熔覆、修复焊接和尤其是在模具中生成制造工具和零部件类型的应用中。涂层材料可以包括金属合金(例如,co、ni、cu基、ti和钢)、硬金属(例如,硬质合金)和陶瓷。基底金属材料可以包括钢、铸铁、青铜和金属合金。
6.与使用喷焊或电镀技术形成的机械结合相反,lmd具有使用冶金结合来涂覆较软的金属以得到坚硬、高质量的表面的能力。具有所期望的绝热性能的基底材料可以涂有导电层或抵抗环境影响(例如,高(或低)温度、盐、水和/或化学品)的其他层。lmd处理方法提供许多益处,包括低的、受控的热输入(即,与许多传统技术相比,lmd将较少的热传导到衬底材料中)和快速冷却速率,并且能够形成具有最小稀释和热影响区(haz)的精细的微结构。这些属性使得由应力和变形所引起的缺陷最小化。lmd还提供经济益处,例如更快的生产时间和更低的成本。然而,即使具有这些优点,仍然存在许多应用需要甚至更快的沉积速率和增强的过程控制和稳定性、工具灵活性和稀释控制。
技术实现要素:
7.各个方面和实施例涉及一种用于使用激光束摆动进行金属粉末沉积的系统和方法。根据一个实施例,提供了一种用于激光金属粉末沉积的系统。所述系统包括:光纤激光器,所述光纤激光器被配置为产生激光束;和激光器头,所述激光器头被配置为从所述光纤激光器接收所述激光束,并且所述激光器头包括:准直器,所述准直器被配置为准直所述激光束;摆动器模块,所述摆动器模块具有第一可移动反射镜和第二可移动反射镜,所述第一可移动反射镜和所述第二可移动反射镜是近似相同尺寸的,并且所述摆动器模块被配置为从所述准直器接收准直的激光束,并且使所述准直的激光束沿第一轴线和第二轴线在约
0.1
°
至2
°
的扫描角度内摆动;和聚焦透镜,所述聚焦透镜不是扫描透镜并且被配置为聚焦所述准直的激光束,聚焦的准直的激光束被引导通过粉末喷嘴装置,使得所述聚焦的准直的激光束的焦点位置定位于工件表面下方,所述粉末喷嘴装置被配置为将金属粉末输送到所述工件表面上的被所述聚焦的准直的激光束加热的区域。
8.在具体实施例中,所述系统被配置为使得金属粉末沉积速率是至少1kg/hr。
9.根据至少一个实施例,所述聚焦的准直的激光束的所述焦点位置在所述工件表面下方的1mm至30mm的范围内。根据又一实施例,所述焦点位置在所述工件表面下方的5mm至20mm的范围内。
10.在一些实施例中,所述金属粉末是镍基高温合金。在另一实施例中,所述工件是玻璃模具。
11.根据某些实施例,由所述光纤激光器产生的所述激光束具有至少0.3kw的功率。
12.根据另一实施例,所述摆动器模块被配置为与所述工件和所述激光器头中的至少一者的移动相协调地使所述准直的激光束在所述工件的表面上以重复的摆动图案摆动。在一些实施例中,所述摆动图案具有约6mm的最大值的直径。
13.根据本发明的另一方面,提供了一种金属粉末沉积方法。根据一个实施例,所述方法包括:提供被配置为产生激光束的光纤激光器;通过使所述激光束行进通过准直器来准直所述激光束;提供摆动器模块,所述摆动器模块包括近似相同尺寸的第一可移动反射镜和第二可移动反射镜,并且所述摆动器模块被配置为接收准直的激光束并且使所述准直的激光束沿第一轴线和第二轴线在约0.1
°
至2
°
的扫描角度内摆动;引导所述激光束通过聚焦透镜,所述聚焦透镜不是扫描透镜并且被配置为聚焦所述准直的激光束并且引导所述准直的激光束通过粉末喷嘴装置,使得聚焦的准直的激光束具有在工件表面下方的焦点位置;以及使用所述聚焦的准直的光束来加热所述工件表面上的被所述粉末喷嘴装置输送的金属粉末撞击的区域。
14.根据一些实施例,所述方法还包括移动所述第一可移动反射镜和所述第二可移动反射镜以使所述准直的激光束在所述粉末喷嘴装置的孔口内以重复的摆动图案摆动。根据一个实施例,所述摆动图案具有6mm的最大值的直径。
15.在具体的实施例中,所述方法还包括提供包括所述准直器、所述摆动器模块和所述聚焦透镜的激光器头。
16.在一些实施例中,所述光纤激光器被配置为具有至少0.3kw的功率。在一些实施例中,所述方法包括提供所述光纤激光器。
17.根据某些实施例,所述方法还包括调节所述激光器头的至少一个部件,使得所述焦点位置在所述工件表面下方的约1mm至30mm的范围内。在另一实施例中,将所述焦点位置调节在所述工件表面下方的约5mm至20mm的范围内。
18.根据至少一个实施例,所述方法包括与所述工件和所述激光器头中的至少一者的移动相协调地摆动所述准直的激光束。
19.根据一个实施例,所述方法包括控制所述光纤激光器和所述摆动器模块使得所述金属粉末的沉积速率为至少1kg/hr。
20.在一些实施例中,所述工件是玻璃模具,以及所述金属粉末是镍基高温合金。
21.下面将详细论述这些示例性方面和实施例的其他方面、实施例以及优点。此外,应
当理解,前述信息和以下详细描述都仅仅是各个方面和实施例的说明性示例,并且旨在提供用于理解所要求保护的方面和实施例的性质和特征的概述或框架。本文公开的实施例可以与其他实施例组合,并且引用“实施例”、“示例”、“一些实施例”、“一些示例”、“替代性的实施例”、“各种不同的实施例”、“一个实施例”、“至少一个实施例”、“该实施例和其他实施例”、“某些实施例”等等不一定相互排斥,并且旨在指示所描述的具体特征、结构或特性可以被包括在至少一个实施例中。本文中出现的这些术语不一定都指的是同一实施例。
附图说明
22.下面参考所附附图论述至少一个实施例的各个不同的方面,这些附图并非旨在按比例绘制。包括附图以提供对各个不同方面和实施例的说明和进一步的理解,并且附图被并入本说明书中并构成本说明书的一部分,但是附图并不旨在作为对任何具体实施例的限制的限定。附图与本说明书的其余部分一起用于解释所描述和要求保护的方面和实施例的原理和操作。在附图中,在各个不同附图中图示出的每个相同或几乎相同的部件由相似的数字表示。为了清楚起见,可以并非每个部件都在每个附图中被标记出来。在附图中:
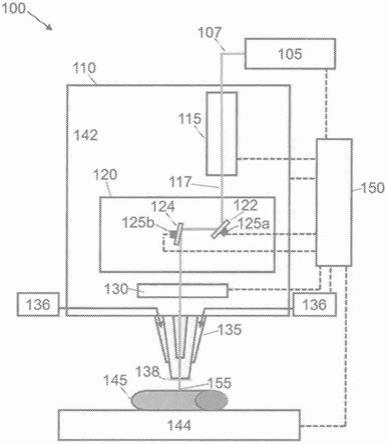
23.图1是根据本发明的一个或多个方面的用于激光金属粉末沉积的系统的一个示例的示意框图;
24.图2是根据本发明的一个或多个方面的在喷嘴的孔口内摆动激光束的示意图;
25.图3是根据本发明的方面的通过聚焦透镜将准直的激光束聚焦到工件表面下方的焦点位置的示意图;
26.图4a至图4d是图示了根据本发明的方面的能够通过包含摆动器模块的激光器头产生的不同的摆动图案的示意图;和
27.图5是根据本发明的方面的用于激光金属粉末沉积的系统的另一示例的示意图。
具体实施方式
28.所公开的示例系统和方法可以用于使用激光束摆动来沉积金属粉末。与传统的lmd方法相比,这种途径能够提高lmd方法的性能,并且适用于多种领域,例如零部件的修复(例如,模具、涡轮叶片等)、堆焊、熔覆、或涉及将合金沉积到母金属上以用于提高表面耐腐蚀性、耐磨性、摩擦学特性等的目的的方法、以及与增材制造相关的沉积方法。
29.所公开的技术是一种类型的lmd方法,其提供了优于现有的lmd方法的多个优点,包括更快的沉积速率、方法稳定性的提高、工具灵活性和稀释控制、以及冷却和/或加热速率的控制。例如,通过减少喷嘴间距(standoff)和相对于工件表面的聚焦位置之间的敏感度变化,使沉积过程(的)激光束摆动提高了过程稳定性。使用摆动沉积技术可以实现几个kg/hr的沉积速率。此外,对于不同的表面(例如,形状、表面结构、表面材料等)可以调整摆动图案、幅度和频率,这增加了系统的灵活性。例如,通过调节摆动图案、幅度和/或频率,可以降低(或增加)对工件的一个或多个区域的沉积速率。由本发明的摆动方面实施的光束的振荡还导致更好地控制稀释,即被添加的材料层的优化的稀释。高的稀释会导致过高的激光功率被用于重新熔化衬底,这可能会导致过热,而低的稀释会导致与衬底的不良结合以及甚至缺乏熔合。此外,使用光束摆动的激光沉积提高了对冷却和加热速率的控制,并且减少了对焊接后热处理(pwht)的需求。与传统的熔覆方法相比,当使用光束摆动沉积时,还减
少了由沉积过程引入的残余应力和变形。
30.图1图示了一种用于激光金属沉积的系统,总体上以100示出。例如,系统100可以被用于将金属材料沉积到工件145上。系统100包括光纤激光器105和激光器头110,该光纤激光器105被配置为产生可以在输出光纤107内传播的激光束,该激光器头110被配置为从光纤激光器105接收激光束。激光器头110包括准直器115、具有第一可移动反射镜122和第二可移动反射镜124的摆动器模块120、以及聚焦透镜130。
31.根据所需的应用,工件145可以由多种不同材料中的任何一种材料构成。可以构成工件145的基底材料(base material)的非限制性示例包括金属材料,例如钢、铸铁、青铜、硬质合金,以及金属合金和高温合金,例如铬镍铁合金(inconel)。工件可以是如下应用中的部件,这些应用需要部件承受高温(热)能力和/或腐蚀(氧化、酸、碱和盐)(例如,玻璃模具)和/或其他化学抗性;石油和天然气的钻探和开采、精炼、储存和分配。根据一个实施例,工件145是玻璃模具。此类模具典型地由基底金属材料制成,并且被用于制造玻璃物体,诸如透镜。
32.光纤激光器105可以包括能够产生在近红外光谱范围(例如,中心波长的范围从约1030nm至1080nm)内的激光的镱(yb)光纤激光器。其他光纤激光器也在本公开的范围内,包括在978nm至1020nm的范围内的yb光纤激光器、铒激光器、铥激光器和绿色激光器,并且在一些情况下,可见波长范围也是可以的。根据至少一个实施例,由光纤激光器105产生的激光束具有至少0.5kw的功率,并且根据一个实施例,可以具有约0.3kw的最小功率。高达并包括10kw的更高的激光功率也是可行的,并且在一些情况下,激光功率可以在16kw至20kw之间的范围内。光纤激光器可以被配置为发射单模或多模的光,并且可以以连续或脉冲的模式操作。合适的光纤激光器的非限制性示例包括可以从ipg photonics corporation(ipg光子公司)获得的yls系列的激光器。光纤激光器105还可以包括可调节模式光束(amb)激光器,例如可以从ipg photonics(ipg光子)获得的yls-amb系列的激光器。光纤激光器105还可以包括多光束光纤激光器,例如在国际申请no.pct/us 2015/45037中题为“multibeam fiber laser system(多光束光纤激光器系统)”公开的类型,其能够通过多个光纤来选择性地输送一个或多个激光束;以及pct/us2019/064521,题为“ultrahigh fiber laser system with controllable output beam intensity profiles(具有可控输出光束强度分布曲线的超高光纤激光系统)”公开的类型,其描述了被配置有多个光纤激光器并且能够同时地或顺序地输送具有不同强度分布曲线(例如,中心和/或圆环形状)的光束的系统。应当理解,除了光纤激光器之外,其他类型的固态激光源也在本公开的范围内,例如nd:yag激光器。
33.准直器115被配置为准直来自光纤激光器105的激光束。准直器115包括准直激光束的一个或多个准直光学元件,例如准直器透镜,如本领域技术人员将认识到的。由准直器115输出准直的激光束117。根据一些实施例,准直器115还可以包括能够调节光束斑尺寸和/或焦点的一个或多个光学器件,诸如可移动透镜。
34.摆动器模块120定位于准直器115的下游,并且被配置为从准直器115接收准直的激光束117。摆动器模块120包括第一可移动反射镜122和第二可移动反射镜124。第一可移动反射镜122定位于第二可移动反射镜124的上游。第一可移动反射镜122和第二可移动反射镜124被配置为反射和移动准直的激光束,即,沿相应的第一轴线和第二轴线摆动准直的
激光束。第一可移动反射镜122将准直的激光束反射并引导到第二可移动反射镜124,该第二移动反射镜124又将准直的激光束反射并引导到聚焦透镜130。第一可移动反射镜122和第二可移动反射镜124可围绕不同的轴线(即,x轴和y轴)枢转,以使准直的激光束117移动,并且由此使聚焦的(且准直的)激光束155相对于工件145在至少两个不同的垂直轴线上移动。可移动反射镜122、124可以是检流计镜,该检流计镜能够分别由被控制器150控制的振镜马达125a、125b(在本文中也被称为检流计)各自移动。振镜(galvo)马达能够快速地反转方向。在其他实施例中,可以使用其他机构来移动反射镜,例如步进马达。使用可移动反射镜122、124在不必移动整个激光器头110并且不必使用旋转棱镜的情况下允许光束摆动。
35.根据至少一个实施例,第一可移动反射镜122和第二可移动反射镜124使聚焦的激光束155在0.1
°
至2
°
的范围中的扫描角度内移动。例如,控制器150控制可移动反射镜122、124,使得该反射镜将光束155在约0.1
°
至2
°
的扫描角度α(阿尔法)内枢转,如图2所示,从而允许光束摆动。根据各种不同的实施例,摆动直径(即,摆动图案的直径)具有约6mm的最大值,并且在一些实施例中为约3mm的最大值。然而应当理解,对于某些应用,摆动直径可以小于或大于这些列举的值。在某些情况下,摆动直径是喷嘴孔/孔口的直径的函数(或以其他方式受喷嘴孔/孔口的直径的限制)。这种受限的光束移动(即,摆动直径)与传统的激光器扫描头形成对比,该传统的激光器扫描头一般提供激光束的在更大的视场(例如,50x 50mm以及与250x 250mm一样大)内移动,并且因此被设计用于容纳更大的视场和扫描角度。因此,使用可移动反射镜122、124仅提供相对较小的光束移动,这与当使用振镜扫描仪时提供更宽的视场的传统观念相反。限制扫描角度和光束移动可以提供优势,诸如更快的速度,允许使用更便宜的部件(例如透镜)的能力,以及通过允许使用某些配件(例如气体辅助配件)来为某些应用输送保护气体来实现。较小的光束移动和扫描角度还允许第二可移动反射镜124与第一可移动反射镜122具有基本上相同的尺寸。相比之下,传统的振镜扫描仪一般使用较大的第二反射镜来提供较大的视场和扫描角度,并且较大的第二反射镜限制了沿至少一个轴线的移动速度。与提供大扫描角度的传统的振镜扫描仪中的较大的反射镜相比,在摆动器模块120和激光器头110中的较小尺寸的第二可移动反射镜124(例如,与第一可移动反射镜122的尺寸大致相同)因此使得该第二可移动反射镜124能够以更快的速度移动。
36.根据一个实施例,摆动器模块120被配置为与工件145和激光器头110中的至少一者的移动相协调地使准直的激光束117在工件145的表面上以重复摆动图案摆动。图4a至图4d图示了可以在本文所描述的激光沉积方法中使用的摆动图案的示例。如本文所使用的,“摆动”是指激光束通过被配置为实施约0.1
°
至2
°
的扫描角度的反射镜而沿两个轴线往复移动。图4a示出了顺时针或逆时针的圆形图案,图4b示出了线性图案,图4c示出了8字形图案,以及图4d示出了无穷大符号(∞)图案。如将理解的,这些摆动图案是非限制性的,并且其他图案也在本公开的范围内。摆动器模块120的各个方面在美国专利申请no.15/187,235、现为专利no.10,751,835中所描述,该专利由申请人所拥有,并且通过引用完全并入本文。
37.现在回到图1,使用诸如运动台之类的移动机构,可以使得激光器头110和/或工件145相对于彼此移动。例如,激光器头110可以位于用于使该激光器头110相对于工件沿着至少一个轴线移动的运动台142上。附加地或替代性地,工件145可以位于用于使该工件145相对于激光器头110移动的运动台144上。台142和144都可以由控制器150控制。
38.激光器头110还包括聚焦透镜130。聚焦透镜130不是扫描透镜,这与采取使用多元件扫描透镜(例如,f-theta透镜、平场透镜和/或远心透镜)具有更大的直径以在更大的视场内聚焦光束的传统激光器扫描头形成对比。由于第一可移动反射镜122和第二可移动反射镜124在相对小的视场内移动光束,因此不需要并且不使用较大的多元件扫描透镜。使用较小的透镜还可以允许在激光器头的端部处使用附加的配件,诸如气刀和/或气体辅助配件。聚焦透镜130可以具有例如从100mm到1000mm范围内的多种不同的焦距。
39.聚焦透镜130被配置为聚焦准直的激光束117,使得所聚焦的准直的激光束155的焦点132定位于工件表面147下方,如图3所示。发明人发现,将焦点定位在工件的表面下方比当焦点在表面处或表面上方时实现更好的沉积结果。根据一些实施例,焦点位置在工件表面下方的1mm至30mm的范围内,并且在一些情况下可以在工件表面下方的5
mm
至20mm。应当理解,焦点在工件表面下方的最佳距离将取决于多种因素,其非限制性示例包括基底材料的厚度和材料类型、所期望的沉积速率、和金属粉末的特性(例如,粉末材料、粉末尺寸等)。
40.根据至少一个实施例,焦点132的位置可以通过使控制器150控制激光器头110中的一个或多个部件来调节,例如,通过如图3中箭头所指示的、在z轴方向上向上或向下移动聚焦透镜来控制聚焦透镜130的位置。在其他实施例中,可以通过由控制器150控制的运动台142来移动激光器头110,和/或可以通过运动台144来移动工件145。在另外其他实施例中,可以调节该准直器115的一个或多个部件以移动焦点132的位置。
41.再次返回图1,聚焦的准直的激光束155还被引导通过粉末喷嘴装置135,该粉末喷嘴装置135被配置为将金属粉末输送到工件表面147上的被聚焦的准直的激光束155所加热的区域(参见图3)。可以通过金属粉末供应装置136将金属粉末供应到粉末喷嘴装置135。粉末喷嘴装置135可以附接到激光器头110,并且被配置为与聚焦的准直的激光束155同轴。例如,粉末喷嘴装置135具有孔口138,聚焦的准直的激光束155通过该孔口138传播(和摆动)。根据一些实施例,孔口138具有约6mm的最大直径,但是更大的直径也在本公开的范围内。同轴喷嘴的非限制性示例包括由fraunhofer(弗劳恩霍夫)研发的同轴粉末喷嘴或类似的装置。在一些情况下,冷却系统与粉末喷嘴装置135相结合以用于温度控制的目的。
42.根据所期望的应用,金属粉末可以是金属合金(例如,co、ni、cu基、ti和钢)、金属高温合金(例如,镍基高温合金,例如铬镍铁合金(inconel)、哈斯特洛合金(hastelloy)、沃斯帕洛伊合金(waspaloy)、雷内合金(rene)等)或硬金属(例如,硬质合金)。
43.如以上所提及的,相较于不包括激光束摆动的lmd配置,实施激光摆动作为lmd方法和系统的一部分提高了沉积速率。根据至少一个实施例,系统100被配置为使得金属粉末沉积速率为至少1kg/hr,在一些实施例中能够获得几个kg/hr(例如,2kg/hr至5kg/hr)的沉积速率,并且在一些应用中,沉积速率可以超过5kg/hr。在一个非限制性示例中,使用4kw的激光以约4kg/hr的速率来沉积类似于inconel 625的合金。这些沉积速率与没有配置激光束摆动的传统lmd系统形成对比,传统lmd系统通常具有0.5kg/hr至0.8kg/hr的沉积速率。应当理解,低于1kg/hr的沉积速率也在本公开的范围内,例如在沉积氧化物材料的应用中。较低的沉积速率也可以在某些类型的应用的范围内,例如高速氧燃料(hvof)涂层。可以由控制器150控制光纤激光器105和摆动模块120以实现这些增强的沉积速率。lmd系统100的灵活性也通过摆动能力而被增强,这是因为可以调节摆动图案、频率和摆动幅度中的至少一个以实现不同的沉积速率。在一些实施例中,通过使用不同的摆动过程参数(例如,摆动
图案、频率、幅度)可以在单个沉积过程中使用多个(不同的)沉积速率。这种途径还可以包括使用静态激光斑来实现非常低的沉积速率。根据一个实施例,摆动频率在50hz到1000hz的范围内,并且摆动幅度在0.5mm到12mm的范围内。根据一个实施例,lmd系统100能够实现0.2m/min至4m/min的涂覆速度。
44.根据一些实施例,沉积速率产生至少1mm的覆盖层厚度,并且在一些情况下可以是至少2mm,然而应当理解,更薄的覆盖层厚度(例如,小于1mm)也在本公开的范围内并且可以取决于特定的应用(例如,沉积氧化物和/或在hvof涂层中)。如将理解的,可以执行多次通过以实现期望的厚度。此外,与不包括激光束摆动的lmd系统相比,使用具有激光束摆动的lmd进一步最小化或以其他方式减少稀释。低的稀释意味着与涂层混合的基底材料非常少,从而留下非常接近纯熔覆材料的熔覆表面层。
45.控制器150被配置为控制lmd系统100的一个或多个部件。如图1所图示的,控制器150被配置为与光纤激光器105、激光器头运动台142、工件运动台144、第一可移动反射镜122和第二可移动反射镜124、聚焦透镜130和粉末供应装置/粉末输送装置136(也可以包括粉末喷嘴装置135)通信。例如,可以由控制器150控制可移动反射镜122、124和/或运动台142、144的定位。此外,控制器150还可以控制激光参数(例如激光功率)和摆动过程参数(诸如摆动图案、频率和幅度)。在一些情况下,控制器150可以被配置为根据预设或预定的操作控制方案来进行操作,而在其他情况下,控制器150可以被配置为使用从一个或多个相机或传感器或其他输入源(例如,操作者)获得的信息以前馈或反馈控制方案进行操作,并且因此可以操作性地联接到这些输入源。下面讨论输入源的非限制性示例。控制器150包括可以被用于控制系统的部件的硬件(例如,通用计算机)和软件。应当理解,可以使用多个控制器或控制装置。
46.系统100还可以包括一个或多个检测器(例如相机)和/或用于向控制器150提供各种不同的反馈数据的传感器。例如,可以监测一个或多个过程参数,例如粉末注射参数、激光功率、供给速率、温度、熔覆(覆盖层)厚度、稀释水平和激光表面处理参数,例如衬底厚度或衬底表面状况。
47.尽管未明确地示出,但是根据另一实施例,激光器头110还可以包括固定反射镜,该固定反射镜可以被用于将准直的光束117引导到聚焦透镜130。固定反射镜的使用可以被用于期望具有较小占地面积的激光器头的一些应用中。
48.在激光器头110中也可以使用其他光学部件。例如,图5图示了与图1的系统100类似的用于lmd的系统500,但是在该示例中,激光器头510还包括定位在准直器115与摆动器模块120之间的光束成形器模块540。光束成形器模块540被配置为接收和成形准直的激光束117。例如,光束成形器模块540可以接收具有高斯曲线和圆形束斑的输入光束,并且可以包括用于对光束进行成形的至少一个光束成形衍射光学元件。使用光束成形器模块540可以实施的光束形状的非限制性示例包括“高顶礼帽”、椭圆形、矩形、正方形和环形的形状。也可以由控制器150控制光束成形器模块540的一个或多个部件。
49.本发明的一些实施例提供了如下的方法,该方法包括:提供被配置为产生激光束的光纤激光器;通过使激光束行进通过准直器来准直该激光束;提供具有近似相同尺寸的第一可移动反射镜和第二可移动反射镜的摆动器模块,并且该摆动器模块被配置为接收准直的激光束并且将该准直的激光束沿第一轴线和第二轴线在约0.1
°
至2
°
的扫描角度内摆
动;引导激光束通过聚焦透镜,该聚焦透镜不是扫描透镜并且被配置为聚焦和引导准直的激光束通过粉末喷嘴装置,使得聚焦的准直的激光束具有低于工件表面的焦点位置;以及使用聚焦的准直的光束来加热工件表面上的被粉末喷嘴装置所输送的金属粉末撞击的区域。
50.该方法的一些实施例还包括移动第一可移动反射镜和第二可移动反射镜以使准直的激光束在粉末喷嘴装置的孔口内以重复的摆动图案摆动。在一些实施例中,摆动图案具有约6mm的最大值的直径。
51.该方法的一些实施例还包括提供包括准直器、摆动器模块和聚焦透镜的激光器头。
52.该方法的一些实施例还包括提供光纤激光器。在一些实施例中,光纤激光器被配置为具有至少0.3kw的功率。
53.该方法的一些实施例还包括调节激光器头的至少一个部件,使得焦点位置在工件表面下方的约1mm至30mm的范围内。在一些实施例中,调节焦点位置以在工件表面下方的约5mm至20mm的范围内。
54.该方法的一些实施例还包括与工件和激光器头中的至少一者的移动相协调地摆动准直的激光束。
55.该方法的一些实施例还包括控制光纤激光器和摆动器模块,使得金属粉末的沉积速率为至少1kg/hr。在一些实施例中,工件是玻璃模具,以及金属粉末是镍基高温合金。
56.如以上所提及的,具有激光束摆动的lmd提供了优于没有配备摆动能力的lmd方法的多个益处。例如,摆动减少了喷嘴间距与相对于工件表面的聚焦位置之间的敏感度变化,即,与不包括光束摆动的lmd配置相比,摆动增加了系统的技术景深。
57.具有激光束摆动的lmd还允许增加对沉积过程的加热和冷却速率的控制,即,与不具有摆动能力的系统相比可以更容易地控制热输入。例如,高温合金在局部加热期间易于出现微裂纹。在沉积期间使激光束摆动允许更好地控制热输入,例如,摆动防止形成热点,从而允许合金成分的更好的均匀化。这使得可能由沉积过程引入的残余应力和变形减少。
58.所公开的方法还减少了热影响区(haz)的影响,即,获得更小的haz。例如,将合金沉积到衬底或基底材料上会在焊接/基底材料界面正下方形成如下区域,在该区域中基底材料没有熔化,但是局部温度会升高到其微结构以及因此材料性能发生变化的点。该区域被称为haz。材料性能的这些变化通常是不期望的,并且可能会损害部件的功能和/或使用寿命,这是因为微结构的变化可能会导致强度降低、脆性增加或耐腐蚀性降低。关于为什么将摆动技术引入到熔覆过程可以减少haz的一些非限制性技术原因包括:光束振荡以引入混合效应的能力,从而产生熔化材料的更加均匀的化学成分;光束振荡以提高激光的“虚拟速度”的能力,从而提供避免材料中局部过热的能力;以及光束振荡在更宽的表面上分配激光功率的能力,从而增加整体热输入,使得避免快速的加热或冷却。因此,摆动允许优化可用的激光功率,以用于提高生产率,同时也不会对材料的质量产生不利影响。
59.尽管以上所描述的系统和方法与使用同轴喷嘴的金属粉末沉积相关,但是应当理解,包括离线粉末喷嘴(例如,预置熔覆过程)和送丝系统的其他配置也在本公开的范围内。
60.根据本发明在本文公开的方面在其应用中不限于在以下描述中阐述的或在所附附图中示出的部件布置和构造的细节。这些方面能够设想其他实施例并且能够以各种方式
实施或执行。本文提供特定实施方式的示例仅出于说明性的目的,并不意在进行限制。特别地,结合任何一个或更多个实施例而讨论的动作、部件、元件和特征不意在被排除在任何其他实施例中的类似角色之外。
61.同样地,本文所使用的措词和术语是出于描述的目的,并且不应被视为进行限制。对本文中以单数形式提及的系统和方法的示例、实施例、部件、元件或动作的任何引用也可以涵盖包括复数的实施例,并且对本文中的任一实施例、部件、元件或动作的复数形式的任何引用也可以涵盖包括单数的实施例。单数形式或复数形式的引用不意在限制当前公开的系统或方法,该系统或方法的部件、动作或元件。本文中对“包括”、“包含”、“具有”、“含有”、“涉及”及其变型的使用旨在涵盖其后列出的项目及其等同物以及附加项目。对“或”的引用可以被解释为包括性的,使得使用“或”来描述的任何术语可以指示所描述的术语的单个、一个以上以及所有中的任何一者。另外,在本文件与通过引用而并入本文的文件之间的术语的用法不一致的情况下,在被并入的引用中的术语用法为对本文件的补充;对于有矛盾的不一致之处,以本文件中的术语用法为准。
62.因此,已经描述了至少一个示例的若干方面,应当理解,本领域技术人员将容易想到各种替代、修改和改进。例如,本文公开的示例也可以被用于其他内容。这样的替代、修改和改进旨在成为本公开的一部分,并且旨在落入本文所论述的示例的范围内。因此,前面的描述和附图仅是作为示例。
63.所要求保护的内容在权利要求书中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1