一种铸造工件披缝去除工具的制作方法
1.本实用新型属于工件铸造技术领域,更具体地说,是涉及一种铸造工件披缝去除工具。
背景技术:
2.在铸造工件(如缝纫机头系列产品)等,因为结构较复杂,铸造成型后的工件的窗口形成空腔多。现有技术中铸造工件成型采用静压线造型工艺,热芯盒制芯工艺。这样的技术,砂芯与型腔配合面存在间隙,形成披缝;目前铸造形成的工件的披缝多需要需人工采用锤子、錾子等工器具去除,或采用打磨机等工具去除,结构复杂产品在打磨机操作受限,只能使用锤子、錾子等工具,动作繁琐,效率低下。
技术实现要素:
3.本实用新型所要解决的技术问题是:针对现有技术的不足,提供一种结构简单,能够方便快捷对铸造工件的窗口部位的披缝进行处理,同时能够一次完成整个窗口各部位的披缝去除,简化操作,有效提高披缝去除效率,降低劳动强度,而且还能够适用于不同尺寸的窗口披缝去除作业,提高通用性,降低作业成本的铸造工件披缝去除工具。
4.要解决以上所述的技术问题,本实用新型采取的技术方案为:
5.本实用新型为一种铸造工件披缝去除工具,包括手持部、工具本体,工具本体上端与手持部下端连接,手持部上端为敲击部,工具本体上设置缺口部,工具本体设置为从上到下截面面积逐渐减小的结构。
6.所述的工具本体上端设置螺孔部,手持部下端设置螺杆部,螺杆部与螺孔部拧装连接。
7.所述的铸造工件包括窗口,窗口设置为水平截面呈z字形结构,工具本体设置为水平截面呈z字形结构。
8.所述的敲击部与手持部呈t字形结构。
9.所述的工具本体侧面设置缺口部ⅰ和缺口部ⅱ。
10.所述的铸造工件的窗口包括凸起部ⅰ和凸起部ⅱ。
11.所述的工具本体设置为能够敲击进入窗口内的结构。
12.所述的工具本体敲击进入窗口内时,工具本体的缺口部ⅰ设置为贴合窗口的凸起部ⅰ的结构,缺口部ⅱ设置为贴合凸起部ⅱ的结构。
13.所述的手持部上端与敲击部焊接连接。
14.所述的敲击部、手持部、工具本体均为金属材料制成。
15.采用本实用新型的技术方案,能得到以下的有益效果:
16.本实用新型所述的铸造工件披缝去除工具,提出改进的技术方案。先设置工具本体,工具本体上部安装手持部,而工具本体的结构进行设置,使得工具本体的截面形状与铸造工件的窗口的形状相对应,并且工具本体设置为从上到下截面面积逐渐减小的结构,这
样,针对一种形状的窗口,可以采用一种形状的工具本体,并且无论窗口尺寸大小,只要形状相同,都可以采用一种工具本体,这样,提高工具本体通用性,降低工装制备成本。而需要针对另一种形状的窗口时,拆卸工具本体,更换为适应另一种形状的窗口的工具本体,这样,便于不同铸造工件产品使用。去除铸造工件上的窗口位置的披缝时,将工具本体放置到对应的窗口位置,工具本体的形状随铸造工具(铸件)窗口形状,下小上大。使用过程中工具本体对准铸件窗口位置,敲击敲击部,即可施加在向下的力在工具本体,工具本体向窗口内延伸,工具本体可以可靠一次清除披缝,提高清理打磨效率。本实用新型所述的铸造工件披缝去除工具,结构简单,能够方便快捷对铸造工件的窗口部位的披缝进行处理,同时能够一次完成整个窗口各部位的披缝去除,简化操作,有效提高披缝去除效率,降低劳动强度,而且还能够适用于不同尺寸的窗口披缝去除作业,提高通用性,降低作业成本。
附图说明
17.下面对本说明书各附图所表达的内容及图中的标记作出简要的说明:
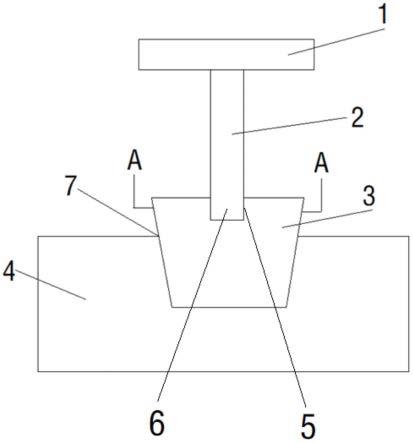
18.图1为本实用新型所述的铸造工件披缝去除工具的剖视结构示意图;
19.图2为图1所述的铸造工件披缝去除工具的a-a面的剖视结构示意图;
20.图3为本实用新型所述的铸造工件的俯视结构示意图;
21.附图中标记分别为:1、敲击部;2、手持部;3、工具本体;4、铸造工件;5、螺孔部;6、螺杆部;7、窗口;8、缺口部ⅰ;9、缺口部ⅱ;10、凸起部ⅰ;11、凸起部ⅱ;12、缺口部。
具体实施方式
22.下面对照附图,通过对实施例的描述,对本实用新型的具体实施方式如所涉及的各构件的形状、构造、各部分之间的相互位置及连接关系、各部分的作用及工作原理等作进一步的详细说明:
23.如附图1-附图2所示,本实用新型为一种铸造工件披缝去除工具,包括手持部2、工具本体3,所述的工具本体3上端与手持部2下端连接,手持部2上端为敲击部1,工具本体3上设置缺口部12,工具本体3设置为从上到下截面面积逐渐减小的结构。上述结构,针对现有技术中的不足,提出改进的技术方案。设置工具本体3,工具本体3上部安装手持部,而工具本体的结构进行设置,使得工具本体的截面形状与铸造工件的窗口的形状相对应,并且工具本体3设置为从上到下截面面积逐渐减小的结构,这样,针对一种形状的窗口7,可以采用一种形状的工具本体3,并且无论窗口7尺寸大小,只要形状相同,都可以采用一种工具本体3,这样,提高工具本体3通用性,降低工装制备成本。而需要针对另一种形状的窗口7时,拆卸工具本体,更换为适应另一种形状的窗口的工具本体3,这样,便于不同铸造工件4产品使用。去除铸造工件上的窗口7位置的披缝时,将工具本体1放置到对应的窗口位置,工具本体的形状随铸造工具(铸件)窗口形状,下小上大。使用过程中工具本体对准铸件窗口位置,敲击敲击部,即可施加在向下的力在工具本体,工具本体向窗口内延伸,工具本体可以可靠一次清除披缝,提高清理打磨效率。本实用新型所述的铸造工件披缝去除工具,结构简单,能够方便快捷对铸造工件的窗口部位的披缝进行处理,同时能够一次完成整个窗口各部位的披缝去除,简化操作,有效提高披缝去除效率,降低劳动强度,而且还能够适用于不同尺寸的窗口披缝去除作业,提高通用性,降低作业成本。
24.所述的工具本体3上端设置螺孔部5,手持部2下端设置螺杆部6,螺杆部6与螺孔部5拧装连接。上述结构,螺杆部6与螺孔部5拧装连接,而且能够方便拆卸,便于一种手持部连接不同的工具本体。
25.所述的铸造工件4包括窗口7,窗口7设置为水平截面呈z字形结构,工具本体3设置为水平截面呈z字形结构。上述结构,工具本体和窗口都不是规则的方形结构,确保工具本体的形状与窗口的形状配合。这样,在敲击力传递到工具本体时,工具本体可靠去除披缝。
26.所述的敲击部1与手持部2呈t字形结构。上述结构,敲击部1与手持部2可以焊接连接,也可以通过螺纹结构连接,确保连接可靠。
27.所述的工具本体3侧面设置缺口部ⅰ8和缺口部ⅱ9。所述的铸造工件4的窗口7包括凸起部ⅰ10和凸起部ⅱ11。所述的工具本体3设置为能够敲击进入窗口7内的结构。所述的工具本体3敲击进入窗口7内时,工具本体3的缺口部ⅰ8设置为贴合窗口7的凸起部ⅰ10的结构,缺口部ⅱ9设置为贴合凸起部ⅱ11的结构。上述结构,使用过程中工具本体对准铸件窗口位置,敲击敲击部,工具本体的形状与窗口的形状可靠配合,即可施加在向下的力在工具本体,工具本体向窗口内延伸,工具本体可以可靠一次清除披缝,提高清理打磨效率。
28.所述的手持部2上端与敲击部1焊接连接。上述结构,确保敲击部可以可靠承受敲击,并且可以可靠传递向下的力到工具本体。所述的敲击部1、手持部2、工具本体3均为金属材料制成,可重复使用。
29.本实用新型所述的铸造工件披缝去除工具,提出改进的技术方案。先设置工具本体,工具本体上部安装手持部,而工具本体的结构进行设置,使得工具本体的截面形状与铸造工件的窗口的形状相对应,并且工具本体设置为从上到下截面面积逐渐减小的结构,这样,针对一种形状的窗口,可以采用一种形状的工具本体,并且无论窗口尺寸大小,只要形状相同,都可以采用一种工具本体,这样,提高工具本体通用性,降低工装制备成本。而需要针对另一种形状的窗口时,拆卸工具本体,更换为适应另一种形状的窗口的工具本体,这样,便于不同铸造工件产品使用。去除铸造工件上的窗口位置的披缝时,将工具本体放置到对应的窗口位置,工具本体的形状随铸造工具(铸件)窗口形状,下小上大。使用过程中工具本体对准铸件窗口位置,敲击敲击部,即可施加在向下的力在工具本体,工具本体向窗口内延伸,工具本体可以可靠一次清除披缝,提高清理打磨效率。本实用新型所述的铸造工件披缝去除工具,结构简单,能够方便快捷对铸造工件的窗口部位的披缝进行处理,同时能够一次完成整个窗口各部位的披缝去除,简化操作,有效提高披缝去除效率,降低劳动强度,而且还能够适用于不同尺寸的窗口披缝去除作业,提高通用性,降低作业成本。
30.上面结合附图对本实用新型进行了示例性的描述,显然本实用新型具体的实现并不受上述方式的限制,只要采用了本实用新型的方法构思和技术方案进行的各种改进,或未经改进将本实用新型的构思和技术方案直接应用于其他场合的,均在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1