一种金属3D打印机的送丝控制结构的制作方法
一种金属3d打印机的送丝控制结构
技术领域
1.本实用新型涉及3d打印设备制造技术领域,具体涉及一种金属3d打印机的送丝控制结构。
背景技术:
2.现今的金属3d打印机,较普遍运用激光熔融金属粉末逐层打印的方式来构造3d金属构件的技术,常在模具制造、工业设计等领域被用于制造模型,后逐渐使用这种技术打印机械零部件。
3.这种金属3d打印成型件的尺寸精度高是其最大优势,但也存在着成型的金属构件机械强度偏低,超细金属粉末材料的价格奇高,打印机的结构和控制比较复杂,导致打印机售价和应用费用高昂等缺点。
4.因此,在对打印成型件尺寸精度要求不是太高,但对成型的金属构件的机械强度要求较高,且需要降低金属3d打印成本的应用场合,申请人通过对结构的改进和完善提供一种新的技术方案来实现采用金属丝熔融的送丝控制方案,供消费者选择。
技术实现要素:
5.本实用新型提供了如下技术方案:
6.一种金属d打印机的送丝控制结构,所述送丝控制结构包括:
7.打印容器,所述打印容器内设置有用于将金属丝热熔成金属溶液的密闭腔,打印容器与密闭腔内的金属溶液构成电气连接、并且其底部开设有连通密闭腔的打印孔;
8.送丝装置,所述送丝装置上设置有与密闭腔连通的出丝口,出丝口设置在打印容器的上部位置,并且送丝装置与金属丝电气接触,使得送丝装置与打印容器之间通过金属丝与打印容器或打印容器内的金属溶液构成接触或分离,形成金属丝与打印容器之间的电路接通或分断状态;
9.控制系统,所述控制系统电气串接在打印容器与送丝装置电气之间/并且通过判断金属丝和打印容器内壁或打印容器内腔的金属溶液形成电路的接通或分断状态来控制送丝装置的启动和停止。
10.所述送丝装置包括走丝导管以及将金属丝导入走丝导管内的送丝机,送丝机的出料端与走丝导管连接,通过走丝导管穿过打印容器顶部使出丝口设置在密闭腔的中上部位。
11.所述打印容器为耐高温导电材料制成的熔丝坩埚,熔丝坩埚顶部一体式封闭设置并形成密闭腔,或者,熔丝坩埚的顶部设置有坩埚开口,坩埚开口上可拆分设置有坩埚上盖,坩埚上盖与熔丝坩埚之间限定出密闭腔,走丝导管穿接在坩埚上盖上,实现出丝口设置在密闭腔的中上部位。
12.所述坩埚上盖由耐高温绝缘材料制成,或/和,走丝导管由耐高温绝缘材料制成,熔丝坩埚通过坩埚上盖与走丝导管之间实现电气绝缘;
13.或者,坩埚上盖和走丝导管均由耐高温导电材料制成,在走丝导管穿过坩埚上盖的贯穿孔内壁或在走丝导管的外壁敷设耐高温绝缘材料,使得熔丝坩埚与导电材料制成的走丝导管之间实现电气绝缘。
14.还包括打印头支架,打印头支架上设置有由耐高温绝缘材料制成的容器支承架,打印容器经容器支承架固定安装在打印头支架,使得打印容器与打印头支架之间形成电气绝缘。
15.送丝装置还包括用于卷绕金属丝的金属丝卷盘,金属丝卷盘内置于打印机上或外置于打印机,且所述走丝导管竖直设置在打印容器的顶部,送丝机的送丝方向与走丝导管的走丝方向一致,金属丝卷盘引出的金属丝经过送丝机和走丝导管自上而下导入密闭腔内。
16.还包括气压装置,气压装置上设置有与密闭腔的上部空间连通的出气口,密闭腔的上部空间在气压装置经出气口送入气体后,通过增加腔内气压使金属溶液从打印孔向外挤出。
17.气压装置包括有气体导入管以及调节气体流量大小的电控阀,电控阀的出气端与气体导入管连接,通过气体导入管穿过打印容器顶部或上部的侧壁,使出气口设置在密闭腔的中上部位、且电控阀的进气端连接有保护气体供气源。
18.还包括有高频感应圈,高频感应圈呈螺旋状嵌套在熔丝坩埚的外侧且间隔设置,高频感应圈上设置有两电气接口,两电气接口、与高频电源的高频电压输出端口电气连接;高频感应圈由中空铜管弯曲成型,其两端管口、分别与水循环系统的冷却水进、出水口连接。
19.本实用新型的有益效果:
20.1.采用金属丝作为金属3d打印耗材,无需使用价格昂贵的超精细金属粉末,显著降低了金属3d打印机的使用成本。
21.2.通过金属丝与金属溶液或者打印容器构成接触或分离来控制送丝装置的启动和停止,能够使打印机实现协调的自动送丝功能,并且使打印容器内的金属溶液的量保持理想的打印状态,避免金属溶液过满或者欠量。
22.3.采用气压将液态金属挤压出打印孔的方式实现金属3d打印,无需配置大功率的激光器及金属粉末铺设、刮平、激光熔融等复杂的控制机构,显著降低了金属3d打印机的制造成本。
23.4.打印出的金属构件的机械强度,比激光熔融金属粉末打印出的金属构件的机械强度高。
24.5.还可以对打印出的金属构件的某些表面进行少许的机械切削加工,从而达到精确的尺寸精度。
附图说明
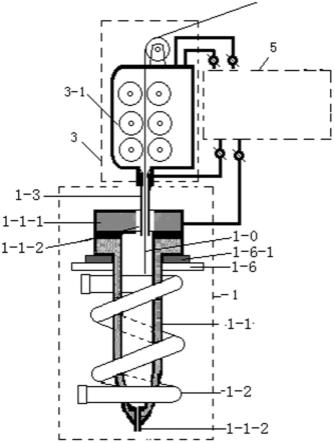
25.图1为送丝控制结构和金属丝进入坩埚内腔的结构示意图。
26.图2为金属丝与金属溶液形成电气接通状态的结构示意图。
27.图3为本实用新型实施例构成打印机的基本结构及连接示意图。
28.图4为气压将金属溶液由打印孔挤出至成型平台的示意图。
29.图1—图4附图标记包含:1是打印头总成,2是金属丝卷盘,3是成型平台,4是3d位移机构,5是控制系统,7是高频电源,8是水循环系统;
30.1-0是金属丝,1-0-0是金属溶液,1-1是熔丝坩埚,1-1-0是坩埚内腔, 1-1-1是坩埚上盖,1-1-2是打印孔,1-0-1是经打印孔泄流出的金属溶液及金属凝结点;
31.1-2是高频感应圈,1-2-1和1-1-2是高频感应圈的电气接口,1-2-3和1-2-4高频感应圈的进、出水管口;
32.1-3是走丝导管,1-3-1是出丝口,1-5是送丝机,1-4是气体导入管,1-4-1是电控阀,1-4-2是气体导入管的出气口,1-6是打印头支架,1-7是红外测温头,1-8是金属凝结保护气体喷管。
33.具体实施方式:
34.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本实用新型。但是本实用新型能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似改进,因此本实用新型不受下面公开的具体实施例的限制。
35.下面结合附图及实施例对本实用新型作进一步描述。
36.见图1至图4所示:一种金属3d打印机的送丝控制结构,其特征在于,所述送丝控制结构包括:
37.打印容器,所述打印容器内设置有用于将金属丝1-0热熔成金属溶液1-0-0的密闭腔1-1-0,打印容器与打印容器内的金属溶液1-0-0构成电气连接、并且其底部开设有连通密闭腔1-1-0的打印孔1-1-2;
38.送丝装置,所述送丝装置上设置有与密闭腔1-1-0连通的出丝口1-3-1,出丝口1-3-1设置在打印容器的上部位置,并且送丝装置与金属丝1-0电气接触,使得送丝装置与打印容器之间通过金属丝1-0与打印容器或打印容器内的金属溶液1-0-0构成接触或分离,形成金属丝1-0与打印容器之间的电路接通或分断状态;
39.控制系统5,所述控制系统5电气串接在打印容器与送丝装置电气之间/并且通过判断金属丝1-0和打印容器内壁或打印容器内腔的金属溶液1-0-0 形成电路的接通或分断状态来控制送丝装置的启动和停止。
40.该送丝控制结构通过金属丝1-0与金属溶液1-0-0或者打印容器构成接触或分离来控制送丝装置的启动和停止,能够使打印机实现协调的自动送丝功能,并且使打印容器内的金属溶液的量保持理想的打印状态,避免金属溶液过满或者欠量。
41.所述送丝装置包括走丝导管1-3以及将金属丝1-0导入走丝导管1-3内的送丝机1-5,送丝机1-5的出料端与走丝导管1-3连接,通过走丝导管1-3穿过打印容器顶部使出丝口1-3-1设置在密闭腔1-1-0的中上部位。
42.在本实施例中,控制系统5具体电气连接在走丝导管1-3或送丝机1-5上、以及打印容器上,通过走丝导管1-3或送丝机1-5与金属丝1-0构成电气接触,当金属丝的丝头接触打印容器内壁或密闭腔中的金属溶液液面时,金属丝1-0、送丝装置、控制系统5、打印容器以及金属溶液构成一接通的电路,从而控制系统5触发送丝机1-5停止送丝,当打印容器内的金属溶液逐渐减少,导致金属丝的丝头离开液面后,之前接通的电路断开,控制系统5触发
送丝机1-5启动送丝,直至金属丝再次接触金属溶液后再次停止。
43.所述打印容器为耐高温导电材料制成的熔丝坩埚1-1,熔丝坩埚1-1顶部一体式封闭设置并形成密闭腔1-1-0,或者,熔丝坩埚1-1的顶部设置有坩埚开口,坩埚开口上可拆分设置有坩埚上盖1-1-1,坩埚上盖1-1-1与熔丝坩埚1-1之间限定出密闭腔1-1-0,走丝导管1-3穿接在坩埚上盖1-1-1上,实现出丝口1-3-1设置在密闭腔1-1-0的中上部位。
44.熔丝坩埚1-1采用石墨材料,石墨材料能导电,其熔化温度达3500
º
c 以上,因此熔丝坩埚1-1的熔点远高于用于打印的固态金属的熔点。
45.金属丝1-0可选用铜(熔点温度1400
ꢀº
c左右),或钛(熔点温度1700
ꢀº
c左右),或不锈钢(熔点温度1400
ꢀº
c左右),或铝(熔点温度650
ꢀº
c 左右)。
46.所述坩埚上盖1-1-1由耐高温绝缘材料制成,或/和,走丝导管1-3由耐高温绝缘材料制成,熔丝坩埚1-1通过坩埚上盖1-1-1与走丝导管1-3之间实现电气绝缘;
47.或者,坩埚上盖1-1-1和走丝导管1-3均由耐高温导电材料制成,在走丝导管1-3穿过坩埚上盖1-1-1的贯穿孔内壁或在走丝导管1-3的外壁敷设耐高温绝缘材料,使得熔丝坩埚1-1(1-1)与导电材料制成的走丝导管1-3之间实现电气绝缘。
48.此实施例中,坩埚上盖1-1-1选用耐高温陶瓷材料。
49.还包括打印头支架1-6,打印头支架1-6上设置有由耐高温绝缘材料制成的容器支承架1-6-1,打印容器经容器支承架1-6-1固定安装在打印头支架1-6,使得打印容器与打印头支架1-6之间形成电气绝缘。
50.送丝装置还包括用于卷绕金属丝的金属丝卷盘2,金属丝卷盘2内置于打印机上或外置于打印机,且所述走丝导管1-3竖直设置在打印容器的顶部,送丝机1-5的送丝方向与走丝导管1-3的走丝方向一致,金属丝卷盘2引出的金属丝1-0经过送丝机1-5和走丝导管1-3自上而下导入密闭腔1-1-0内。
51.还包括气压装置,气压装置上设置有与密闭腔1-1-0的上部空间连通的出气口1-4-2,密闭腔1-1-0的上部空间在气压装置经出气口1-4-2送入气体后,通过增加腔内气压使金属溶液1-0-0从打印孔1-1-2向外挤出;通过电控阀1-4-1的工作状态来调节进入到熔丝坩埚1-1内腔保护气体流量的大小;当经电控阀1-4-1送入到熔丝坩埚1-1内的气体流量足够大时,金属溶液在自身重力和足够气体压力叠加作用下,金属溶液经打印孔1-1-2向下泄流到成型平台或成型件的上表面上。
52.气压装置包括有气体导入管1-4以及调节气体流量大小的电控阀1-4-1,电控阀1-4-1与打印头支架6之间的无需电气绝缘,电控阀1-4-1的出气端与气体导入管1-4连接,通过气体导入管1-4穿过打印容器顶部或上部的侧壁,使出气口1-4-2设置在密闭腔1-1-0的中上部位,电控阀1-4-1与打印头支架6之间的连接无需电气绝缘、且电控阀1-4-1的进气端连接有保护气体供气源。
53.气体导入管1-4由耐高温绝缘材料制成,不会因气体导管1-4与打印头支架1-6或电控阀1-4-1之间的电气连接,对打印容器与打印头支架1-6之间的电气绝缘造成影响;
54.或者,气体导入管1-4由耐高温金属材料制成,则可在气体导入管1-4穿过坩埚上部的侧壁或坩埚上盖1-1-1的贯穿孔内壁填充耐高温绝缘材料,也不会因气体导管1-4与打印头支架1-6或电控阀1-4-1的连接,对打印容器与打印头支架1-6之间的电气绝缘造成影响;
55.或者,气体导入管1-4由耐高温金属材料制成,可在气体导入管1-4与电控阀的连接管采用耐高温绝缘材料,也不会对打印容器与打印头支架1-6之间的电气绝缘造成影响;
56.或者,气体导入管1-4由耐高温金属材料制成,可在气体导入管1-4与电控阀气体出端的连接管中的某一段管采用耐高温绝缘材料,对打印容器与打印头支架1-6之间的电气绝缘造成影响。
57.所述保护气体供气源为储存有保护气体的气瓶,气瓶内的保护气体选用氩气,出气端包括两气体支路,一支路通过电控阀1-4-1与气体导入管1-4连接,另外一支路通过管路和附件连接有金属凝结保护气体喷管1-8,金属凝结保护气体喷管1-8的出气端正对着并靠近经打印孔泄流出的金属溶液及金属凝结点1-0-1。
58.还包括有高频感应圈1-2,高频感应圈1-2呈螺旋状嵌套在熔丝坩埚1-1的外侧且间隔设置,高频感应圈1-2用于对熔丝坩埚1-1加热,或者对熔丝坩埚1-1和熔丝坩埚1-1内的金属丝加热使其热熔,高频感应圈1-2上设置有两电气接口1-2-1、1-2-2,两电气接口1-2-1、1-2-2与高频电源7的高频电压输出端口电气连接;高频感应圈1-2由中空铜管弯曲成型,其两端管口1-2-3、1-2-4分别与水循环系统8的冷却水进、出水口连接。
59.在高频感应圈1-2的铜管的外表面包裹耐高温保温材料。
60.控制系统5还连接有红外测温头1-7,红外测温头1-7检测熔丝坩埚1-1下部外表的温度,由控制系统判断熔丝坩埚1-1内的金属溶液是否满足出气挤压的要求温度。
61.还包括有打印机机架 6,打印容器,气压装置,送丝装置以及高频感应圈1-2均固定安装在打印头支架 1-6 上,打印头支架 1-6 通过位移运动机构(位移运动机构属于现有技术,在附图中并未标示)安装在打印机机架 6 上,位移运动机构可以只驱动挤压装置 1 上下运动,或者还包括横向的平移运动,打印机机架 6 上还装配连接有置于打印容器下方的成型平台 3,并且打印机机架 6 上还设置有驱使成型平台 3 相对打印容器运动的 3d 位移机构 4,成型平台 3 用于承接经打印孔 1-1-2 流出的金属溶液, 3d 位移机构 4 能够驱动成型平台 3 做符合打印成型件的移动。
62.上述实施例为本实用新型的优选方案,显示和描述了本实用新型的基本原理和主要特征。本领域的技术人员应该了解本实用新型不受上述实施例的限制,在不脱离本实用新型主要特征的前提下,具体实施还会有更多变化和改进,这些变化和改进都落入本实用新型要求保护的范围内,本实用新型的保护范围由所附的权利要求书及其等同物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1