碳复合构件的制作方法
[0001]
本发明涉及碳复合构件。
背景技术:
[0002]
石墨等碳材料的化学稳定性、耐热性、机械特性优异,因此被用于半导体制造、化学工业、机械、原子能等许多领域中。另外,由于石墨本身为多孔体,因此在细孔的内部容易吸附气体、水分、杂质等,由此细孔内部容易被污染。因此,已知有按照这些污染物质不会从细孔中再释放的方式来实施热解碳的涂布由此减轻石墨的不良影响的技术。
[0003]
但是,作为涂布层的热解碳与石墨的热膨胀系数不同,因此受热时在两者的界面容易产生因热所致的变形或应力。因此,在专利文献1中提出了一种石墨制电解加工用电极,其使用了20℃~400℃下的平均热膨胀系数为1.3
×
10-6
/℃~6.0
×
10-6
/℃的石墨基材,在其表面形成了热解碳的覆膜。
[0004]
现有技术文献
[0005]
专利文献
[0006]
专利文献1:日本特开平5-285735号公报
技术实现要素:
[0007]
发明所要解决的课题
[0008]
在此,专利文献1中记载的石墨制电解加工用电极以在大致恒定的温度环境下使用为前提。另一方面,在上述半导体制造等用途中,反复进行加热和冷却,因此在石墨基材与热解碳层之间施加剧烈的热循环。因此,暴露在对于剥离更加严酷的环境下。
[0009]
鉴于上述课题,本发明的目的在于提供一种碳复合构件,其在石墨基材上形成有热解碳层,即使施加温度差大的热循环,热解碳层也难以剥离。
[0010]
用于解决课题的手段
[0011]
用于解决上述课题的本发明的碳复合构件如下所述。
[0012]
(1)一种碳复合构件,其是在石墨基材上形成有热解碳层的碳复合构件,其特征在于,
[0013]
上述热解碳层在上述热解碳层与上述石墨基材的界面附近具有存在气孔的区域。
[0014]
根据本发明的碳复合构件,通过使热解碳层在热解碳层与石墨基材的界面附近具有存在气孔的区域,由此在气孔的周围热解碳的结晶方向紊乱。其结果是,在热解碳层的面方向上,受到热解碳层的c轴方向的热膨胀系数的影响,发挥使热膨胀系数增大的作用,由此热解碳层与石墨基材的界面附近的热膨胀系数差减小。由此,即使施加温度差大的热循环,也能够抑制热解碳层从石墨基材剥离。
[0015]
另外,本发明的碳复合构件优选为下述(2)~(6)的方式。
[0016]
(2)上述气孔集中在上述界面附近。
[0017]
通过使气孔集中在热解碳层与石墨基材的界面附近,从而能够在缓和该界面附近
处的热膨胀系数差的同时,热解碳层中的从石墨基材脱离的部分能够充分地确保热解碳所具有的气体不渗透性,能够实现防止碳复合构件的污染。
[0018]
(3)上述气孔的最大气孔直径为0.5~3.0μm。
[0019]
通过使气孔的最大气孔直径为0.5μm以上,能够充分地确保在气孔的周围形成的取向方向性不同的热解碳成分,能够充分地发挥通过生成气孔来缓和石墨基材与热解碳层的热膨胀系数差的效果。另外,通过使气孔的最大气孔直径为3.0μm以下,能够减轻对气孔周围的应力集中,能够防止因存在气孔导致强度降低。
[0020]
(4)在沿着上述石墨基材和上述热解碳层的层积方向的剖视图中,
[0021]
在沿着上述石墨基材的与上述热解碳层的整个界面的所有任意的50μm的直线区间中,上述最大气孔直径为上述石墨基材的与上述热解碳层的界面的凹凸的顶部和底部的最大高低差的30%以下。
[0022]
如果热解碳层中的气孔排列成一列,则热解碳层容易从石墨基材剥离,通过使最大气孔直径满足上述条件,由此在石墨基材的表面设置适度的起伏,按照沿着石墨基材的表面的起伏不排列成一列的方式形成气孔,因此可以得到难以剥离的热解碳层。
[0023]
(5)上述热解碳层的厚度为5~200μm。
[0024]
通过使热解碳层的厚度为5μm以上,能够充分地覆盖作为多孔体的石墨基材的凹凸,能够确保气体的不渗透性。另外,通过使热解碳层的厚度为200μm以下,能够防止因石墨基材与热解碳层的热变形所致的翘曲或剥离。
[0025]
(6)上述石墨基材为各向同性石墨材料。
[0026]
各向同性石墨的特性各向异性小,均匀性高,因此,其与热解碳层的热膨胀系数差因位置、方向所致的差异小,能够使其难以剥离。
[0027]
发明效果
[0028]
根据本发明的碳复合构件,通过使热解碳层在热解碳层与石墨基材的界面附近具有存在气孔的区域,在气孔的周围,热解碳的结晶方向紊乱。其结果是,在热解碳层的面方向上,受到热解碳层的c轴方向的热膨胀系数的影响,发挥使热膨胀系数增大的作用,由此热解碳层与石墨基材的界面附近的热膨胀系数差减小。由此,即使施加温度差大的热循环,也能够抑制热解碳层从石墨基材剥离。
附图说明
[0029]
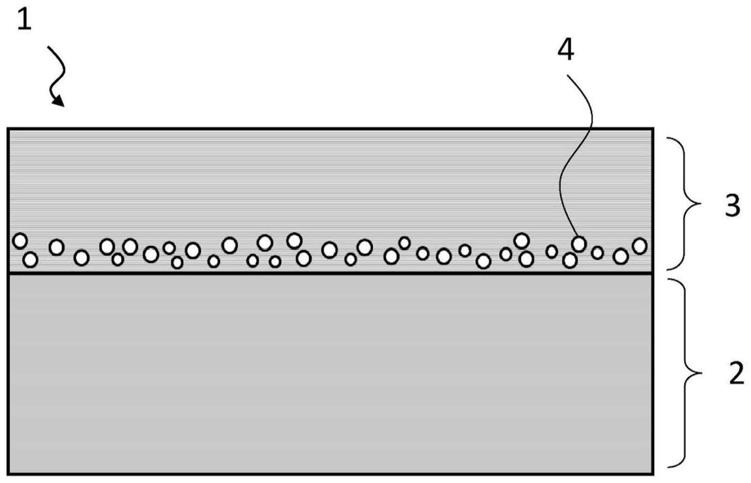
图1是本发明的实施方式的碳复合构件的截面示意图。
[0030]
图2是用于说明沿着石墨基材和热解碳层的层积方向的剖视图中的、石墨基材的顶部和底部的最大高低差与气孔的最大气孔直径的关系的说明图。
[0031]
图3是用于说明本发明的实施方式的碳复合构件的制造方法的示意图。
[0032]
图4是拍摄实施例1中得到的碳复合构件的截面而得的偏光显微镜照片。
[0033]
图5是将图4图案化的示意图。
[0034]
图6是拍摄比较例1中得到的碳复合构件的截面而得的偏光显微镜照片。
具体实施方式
[0035]
如图1示意性地所示那样,本实施方式的碳复合构件1在石墨基材2上形成有热解
碳层3,进一步,热解碳层3在热解碳层3与石墨基材2的界面附近具有存在气孔4的区域。需要说明的是,存在气孔4的区域中,无规则地存在气孔直径不一定的多个气孔4。
[0036]
热解碳具有在面方向上六角网面扩展的各向异性极高的特征。另外,热解碳按照在面方向上为石墨结构的六方晶的a轴方向、在厚度方向上为c轴方向的方式取向,是强度和热膨胀的各向异性都高的材料。热膨胀系数在面方向上为1.7
×
10-6
/℃、在厚度方向上为2.7
×
10-5
/℃(均是平均值),具有极大的各向异性。另外,关于强度,也是面方向上六角网面强烈地结合、厚度方向上仅通过范德华力相连,厚度方向的强度大大地差于面方向的强度。
[0037]
另一方面,形成石墨基材2的石墨的热膨胀系数为3~6
×
10-6
/℃,大于在其上形成的热解碳层3的面方向上的热膨胀系数。因此,石墨基材2和热解碳层3容易发生热变形,容易因热膨胀差而发生层间剥离。
[0038]
因此,在本实施方式的碳复合构件1中,在热解碳层3的与石墨基材2的界面附近,设置存在气孔4的区域,由此,在气孔4的周围,热解碳的结晶方向紊乱,发挥缓和热膨胀系数、强度的各向异性的作用。与此相伴,在热解碳层3的面方向上,受到c轴方向的热膨胀系数的影响,发挥使热膨胀系数增大的作用,在热解碳层3的厚度方向上,受到石墨结构的六方晶的a轴方向的强度的影响,发挥使强度增大的作用。因此,即使在热膨胀率系数大的石墨基材2上形成本来面方向的热膨胀系数小的热解碳层3,也能够难以发生层间剥离。
[0039]
气孔4优选集中在上述界面附近。通过使气孔4集中在热解碳层3与石墨基材2的界面附近,能够缓和该界面附近的热膨胀系数差,并且,热解碳层3中的从石墨基材2分离的部分能够充分地确保热解碳所具有的气体不渗透性,能够实现防止来自碳复合构件1的污染。
[0040]
需要说明的是,在本实施方式中,“界面附近”是指从热解碳层3与石墨基材2的界面到热解碳层的厚度的25%为止的区域。
[0041]
气孔4的最大气孔直径优选为0.5~3.0μm。气孔4的最大气孔直径为3.0μm以下时,能够减轻对气孔4的周围的应力集中,能够防止因存在气孔4导致强度降低。另一方面,气孔4的最大直径为0.5μm以上时,能够充分地确保在气孔4的周围形成的方向性不同的热解碳成分,能够充分地发挥通过生成气孔4来缓和石墨基材2与热解碳层3的热膨胀系数差的效果。
[0042]
因此,通过使气孔4的最大直径为0.5~3.0μm,能够通过气孔4的存在而减小热解碳层3与石墨基材2的热膨胀系数差,并且能够减轻气孔4的周围的应力集中,能够防止因气孔4的存在所致的强度降低。需要说明的是,为了更好地发挥这些效果,气孔4的最大气孔直径更优选为0.8~2.5μm、进一步优选为1.0~2.0μm。另外,气孔4的大小可以利用电子显微镜观察求出,对于观察视野中最大的气孔4,测定其截面的尺寸。需要说明的是,不规则的气孔以最长的方向确认。
[0043]
另外,参考图2,在沿着石墨基材2和热解碳层3的层积方向的剖视图中,在沿着石墨基材2与热解碳层3的整个界面的所有任意的50μm的直线区间中,最大气孔直径优选为石墨基材2与热解碳层3的界面的凹凸的顶部和底部的最大高低差δh的30%以下。如果热解碳层3中的气孔4排列成一列,则热解碳层3容易从石墨基材2剥离,但通过使最大气孔直径满足上述条件,在石墨基材2的表面设置适度的起伏,按照沿着石墨基材2的表面的起伏不排列成一列的方式形成气孔4,因此,可以得到难以剥离的热解碳层3。
[0044]
如果最大气孔直径超过上述δh的30%,气孔4过大,热解碳层3容易剥离。最大气
孔直径更优选为上述δh的25%以下、进一步优选为20%以下。需要说明的是,为了在石墨基材2的表面设置预定的高低差,例如,考虑了对石墨基材2进行适当粗糙化以便形成预定粗糙度。
[0045]
热解碳层3的厚度优选为5~200μm。热解碳层3的厚度为5μm以上时,能够充分地覆盖作为多孔体的石墨基材2的凹凸,气体、水分、杂质等不容易被吸附到细孔内部,能够确保这些气体或杂质的不渗透性。另一方面,热解碳层3的厚度为200μm以下时,能够防止热解碳层3的热变形所致的翘曲、剥离。
[0046]
为了更好地发挥这些效果,热解碳层3的厚度优选为10~100μm、进一步优选为20~50μm。
[0047]
需要说明的是,热解碳层3的厚度可以使用偏光显微镜、扫描电子显微镜等根据与标准刻度的比较进行测定。在扫描电子显微镜等中标准刻度已经被显示的情况下,可以使用其计算出厚度。
[0048]
需要说明的是,作为本实施方式的碳复合构件1中的石墨基材2,优选为各向同性石墨材料。各向同性石墨的特性各向异性小,均匀性高,因此其与热解碳层3的热膨胀系数差因位置、方向所致的差异小,能够使其难以剥离。
[0049]
接着,本实施方式的碳复合构件1例如可以如下得到。图3是用于说明该工序的示意图。
[0050]
首先,准备目标形状的石墨基材2(图3(a))。在石墨基材2上形成热解碳层3时,厚度相应地增大,因此优选与作为碳复合构件1的尺寸、或者所形成的热解碳层3的厚度相应地进行减薄加工。另外,为了提高与热解碳层3的密合性、或者使最大气孔直径为上述δh的30%以下,可以将石墨基材2的表面加工成粗糙面。
[0051]
然后,将石墨基材2置于cvd炉中,升高至成膜温度,然后导入原料气体。成膜温度没有特别限定,例如可以为800~2000℃。用于得到热解碳层3的原料气体只要为烃就没有特别限定。例如可以使用甲烷、乙烷、丙烷、丁烷等烷烃、乙烯、丙烯等烯烃、乙炔等炔烃、以及苯、甲苯等芳香族系的原料气体。
[0052]
然后,保持成膜温度,以一定时间导入原料气体,由此在石墨基材2的表面进行极薄的热解碳层3的成膜(图3(b))。需要说明的是,作为载气,可以使用ar等不活性气体。需要说明的是,该极薄的热解碳层是任选的,也可以不形成。
[0053]
接着,在热解碳层3达到了极薄的预定厚度的阶段,在该热解碳层3的表面生成热解碳的团簇。热解碳的团簇是通过使在空中生成的热解碳的颗粒(细块)沉降并堆积(即、沉积)在极薄的热解碳层3的表面而生成的。
[0054]
该团簇的生成方法没有特别限定,例如可以通过升高cvd炉内的压力、升高温度、或者提高烃的分压使热解反应的平衡暂时崩溃而促进热解,在空中生成热解碳的颗粒,使它们发生沉积,由此在极薄的热解碳层3的表面形成多个热解碳的团簇。
[0055]
另外,由于热解碳的颗粒不仅在热解碳层3的上部空间产生,而且在下落至热解碳层3的表面后仍生长,因此热解碳的颗粒在沉积于热解碳层3的表面的同时与热解碳层3一体化。即,热解碳层3与在其表面形成的热解碳的团簇一体化。
[0056]
由此得到的附着有颗粒的热解碳层3在团簇的间隙形成气孔4,在气孔4的周围,热解碳的结晶方向紊乱(图3(c))。在图3(c)中,在气孔4的周围示出的无规则地取向的短直线
示意性地示出热解碳的结晶方向紊乱的状态。需要说明的是,所得到的气孔4的尺寸与颗粒的尺寸为相同程度。
[0057]
作为用于生成该热解碳的颗粒并使其沉积的条件的一例,可以举出使cvd炉内的压力为10~10000pa、使温度为800~2000℃。
[0058]
另外,为了使更多的热解碳的颗粒沉积在热解碳层3的表面、形成更多的气孔4,在cvd炉中使热解碳层3的上部空间变宽。上部空间变宽时,所生成的热解碳的颗粒的量增多,能够使更多的热解碳的颗粒沉积在热解碳层3的表面并一体化。
[0059]
需要说明的是,通过对石墨基材2施加电荷、或者使石墨基材2在cvd炉内翻转,不仅在热解碳层3的上表面、而且在石墨基材2的侧面或下表面也可在热解碳层3中形成气孔。
[0060]
接着,热解碳的颗粒达到一定程度的沉积量后,使热解碳在成膜的cvd条件下变得恒定后,在形成有气孔4的热解碳层3上连续地进一步形成热解碳层3(图3(d))。
[0061]
需要说明的是,连续地进行生成热解碳的颗粒而形成气孔4的热解碳层3的成膜、以及不生成热解碳的颗粒而不形成气孔4的热解碳层3的成膜,因此可以形成不易发生层间剥离的热解碳层3。需要说明的是,同时形成颗粒和气孔4后的热解碳层3优选在不改变cvd炉内的压力、温度地在恒定条件下进行成膜以便不生成颗粒。如此按照不生成颗粒的方式进行成膜,形成预定厚度的热解碳层3,得到期望的碳复合构件1。
[0062]
(具体实施方式)
[0063]
以下,为了明确本发明的碳复合构件的特征,举出实施例和比较例进一步进行说明。
[0064]
(实施例1)
[0065]
将各向同性石墨材料加工成50
×
50
×
5mm的尺寸,制成石墨基材。将所得到的石墨基材置于cvd炉内,一边利用真空泵进行减压一边加热至1200℃以上,对于由烃构成的原料气体,从开始以一定的气体分压供给原料气体以便cvd炉内的气体压力达到1kpa以下,开始热解碳层的形成。需要说明的是,成膜时,烃气体继续消耗,因此,对稳定状态下供给的气体与炉内的气体进行比较,炉内的气体中烃的气体分压降低。
[0066]
因此认为,从成膜开始维持供给恒定的烃气体的分压时,在成膜的初期能够形成烃气体的气体分压高的状态,在石墨基材的表面容易得到形成气孔的团簇。
[0067]
接着,在达到热解碳层的厚度生长至20μm的时间的时刻,停止原料气体的供给。
[0068]
利用偏光显微镜对如此得到的碳复合构件的截面进行确认。将拍摄的偏光显微镜照片示于图4中,将使图4的偏光显微镜照片图案化后的示意图示于图5中。在图5中在热解碳层与石墨基材的界面附近形成有气孔。在实施例1的图4、图5中确认到的最大气孔直径为1.05μm。
[0069]
另外,在沿着石墨基材和热解碳层的层积方向的剖视图中,在沿着上述石墨基材的与上述热解碳层的界面的50μm的直线区间中,上述最大气孔直径为上述石墨基材的与上述热解碳层的界面的凹凸的顶部和底部的最大高低差的19%。需要说明的是,石墨基材的顶部和底部的最大高低差为5.5μm(图5的虚线部分)。
[0070]
确认到该碳复合构件因热解碳层中的气孔的存在而成为在上述界面附近结晶的方向性从与石墨基材的界面向表面变得一致的梯度功能材料。
[0071]
(比较例1)
[0072]
与实施例1同样地形成碳复合构件。但是,最初减少烃气体的比率,逐渐增加烃气体的流量,然后与实施例1同样地以恒定的原料气体的分压比进行制膜。
[0073]
利用偏光显微镜对由此得到的碳复合构件的截面进行观察,结果在热解碳层的与石墨基材的界面附近没有形成气孔,得到了热解碳层的方向性从石墨基材的界面附近到表面一致的覆膜(参考图6)。
[0074]
需要说明的是,本发明并不限于上述实施方式,可以适宜地进行变形、改良等。此外,只要能够实现本发明,则上述实施方式中的各构成要素的材质、形状、尺寸、数值、形态、数目、配置位置等是任意的,并无限定。
[0075]
产业上的可利用性
[0076]
本发明的碳复合构件通过使热解碳层在热解碳层与石墨基材的界面附近具有存在气孔的区域,热解碳层与石墨基材的界面附近的热膨胀系数差减小,即使施加温度差大的热循环,热解碳层也难以剥离,因此在半导体制造、化学工业、机械、原子能等许多领域是有效的。
[0077]
符号说明
[0078]
1 碳复合构件
[0079]
2 石墨基材
[0080]
3 热解碳层
[0081]
4 气孔
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1