一种药品包装用防反光PVC复合膜及其制备方法与流程
一种药品包装用防反光pvc复合膜及其制备方法
技术领域
1.本发明属于复合膜生产技术领域,具体涉及一种药品包装用防反光pvc复合膜及其制备方法。
背景技术:
2.药品包装用复合膜是一种最常用的复合卷膜,以聚氯乙烯(pvc)树脂为主要原料制成的薄膜,与铝箔复合后用于固体药品(片剂、胶囊剂等)泡罩包装。作为医药包装材料,其生产工艺和性能均具有严格的要求。药品是种特殊商品,药品包装同其他商品包装一样,其质量好坏可直接影响到药品的销售。
3.现有医药企业,在药品包装工艺中会采用摄像检测自动剔除系统来检测包装板面上的孔洞内是否全部装填上药品,由于现有的药品包装用复合膜为透明质地,当摄像检测自动剔除系统的红外设备进行药品是否漏填充检测时,容易出现反光现象,无法有效确定是否有药品压入,容易出现误检和漏检等现象,还需要增加人工复检流程,造成劳力成本高、检测效率低的问题,无法满足现代企业对药品质量的要求。因此,为了提高药品漏填充检出效率,有必要研发出具有防反光性能的药品包装用复合膜。
技术实现要素:
4.针对现有技术中存在的问题,本发明要解决的一个技术问题在于提供一种药品包装用防反光pvc复合膜,在受到冲压后,复合膜变色,具有防反光性能。本发明要解决的另一个技术问题在于提供一种药品包装用防反光pvc复合膜的制备方法。
5.为了解决上述问题,本发明所采用的技术方案如下:
6.一种药品包装用防反光pvc复合膜,由以下重量份数组分组成:pvc树脂粉100份,mbs树脂15-25份,甲基丙烯酸甲酯和丙烯酸烷基酯的共聚物2-5份,硫醇辛基锡3.5-5.5份,滑剂0.3-0.5份。
7.所述药品包装用防反光pvc复合膜,由以下重量份数组分组成:pvc树脂粉100份,mbs树脂20份,甲基丙烯酸甲酯和丙烯酸烷基酯的共聚物5份,硫醇辛基锡5份,滑剂0.4份。
8.所述药品包装用防反光pvc复合膜,由以下重量份数组分组成:pvc树脂粉100份,mbs树脂25份,甲基丙烯酸甲酯和丙烯酸烷基酯的共聚物4份,硫醇辛基锡4份,滑剂0.5份。
9.所述药品包装用防反光pvc复合膜的制备方法,包括以下步骤:
10.1)将各组分加热溶解得到混合物料;
11.2)将混合物料放入冷锅急冷;过滤筛分,挤出,开练,塑化脱除内部气泡;
12.3)将混合物料导入压延机,对物料压延处理挤出;
13.4)利用收卷机对复合膜进行收卷,利用分切机对复合膜进行分切,检验后包装入库。
14.步骤1)中,将pvc树脂粉和mbs树脂,搅拌加热到70℃,然后加入甲基丙烯酸甲酯和丙烯酸烷基酯的共聚物,搅拌加热到85℃,加入硫醇辛基锡,滑剂,加热到100℃溶解。
15.步骤2)中,放入冷锅,30-40℃急冷,过筛,挤出,开练机挤出气泡;
16.步骤3)中,采用压延机对物料依次进行处理,采用五辊压延,各压延辊的温度分别为200℃、210℃、215℃、210℃及200℃;剥离辊共有2组,温度分别为100℃和90℃;缓冷棍为10组,各辊温度依次由35℃升到55℃;冷却辊为20组,冷却温度为40-45℃。
17.有益效果:与现有的技术相比,本发明的优点包括:
18.1)本发明药品包装用防反光pvc复合膜,外观色泽均匀,表面没有凹凸发皱、油污、异物、穿孔、杂质等瑕疵;经红外光谱测定,其谱图与对照图谱基本一致。
19.2)本发明药品包装用防反光pvc复合膜,本身为透明膜,在受到冲压后,透明膜发生变色,透明变为白色,因此在药品包装检测时,不反光,从而有效解决反光问题,使得摄像检测自动剔除系统工作准确度更高。
20.3)本发明复合膜具有优异的性能参数,纵向拉伸强度达到60mpa,横向拉伸强度达到55mpa,延伸率达到40%,热合强度为15-18n
·
15mm-1
。
具体实施方式
21.下面结合具体实施例对本发明的具体实施方式做详细的说明。以下实施例中所使用的组分除特殊说明外,均为市售途径购买获得。
22.纵向、横向拉伸强度、延伸率照拉伸性能测定法(ybb60322012)测定,试验速度(空载)100mm/min
±
10mm/min,试样为i型。
23.热合强度的测定方法:取100mm
×
100mm的本品2片,另取100mm
×
100mm的聚氯乙烯固体药用硬片(符合ybb20222012)或聚氯乙烯/聚偏二氯乙烯固体药用复合硬片(符合ybb20242012)2片。将试样的粘合层面向pvc面(或pvc/pvdc复合硬片的pvdc面)进行叠合,置于热封仪进行热合,热合条件为:温度190℃
±
5℃,压力0.2mpa,时间1秒,热合后取出放冷,裁取成15mm宽的试样,取中间三条试样试验。照热合强度测定法(ybb60332012)测定,试验速度为300mm/min
±
20mm/min,pvc(或pvdc)片夹在试验机的上夹,铝箔夹在试验机的下夹,得到热合强度平均值。
24.实施例1
25.一种药品包装用防反光pvc复合膜,由以下重量份数组分组成:pvc树脂粉100份,mbs树脂20份(型号bta730),甲基丙烯酸甲酯和丙烯酸烷基酯的共聚物5份(型号p-551j),硫醇辛基锡5份,滑剂0.4份。
26.上述药品包装用防反光pvc复合膜的制备方法,包括以下步骤:
27.1)将pvc树脂粉和mbs树脂,搅拌加热到70℃,然后加入水溶性环氧树脂1-2份,搅拌加热到85℃,加入硫醇辛基锡,聚乙烯蜡,甲基丙烯酸甲酯和丙烯酸烷基酯的共聚物,加热到100℃溶解;
28.2)出锅,放入冷锅,30-40℃急冷,过筛,开练机挤出气泡;
29.3)采用压延机对物料依次进行处理,采用五辊压延,各压延辊的温度分别为200℃、210℃、215℃、210℃及200℃;剥离辊共有2组,温度分别为100℃和90℃;缓冷棍为10组,各辊温度依次由35℃升到60℃;冷却辊为20组,冷却温度为40-45℃。
30.4)利用收卷机对复合膜进行收卷,利用分切机对复合膜进行分切,检验后包装入库。
31.对上述制备的药品包装用防反光pvc复合膜的性能进行检测,纵向拉伸强度达到60mpa,横向拉伸强度达到55mpa,延伸率为40%,热合强度达到18n
·
15mm-1
。
32.取上述药品包装用pvc复合膜,在自然光线明亮处,正视目测,透明,色泽均匀,没有凹凸发皱、油污、异物、穿孔、杂质。每100*100cm2中,0.5mm及0.8mm的黑点、晶点,不超过5颗,没有1.0mm以上的黑点、晶点。
33.取上述药品包装用pvc复合膜适量,照包装材料红外光谱测定法(ybb60012012)第四法测定,与对照图谱基本一致。
34.取上述药品包装用pvc复合膜,进行冷型冲压,在冲压形成的泡罩膜面变色,由透明色变为白色。
35.使该防反光pvc复合膜包装药品,采用摄像检测自动剔除系统检测时有效避免出现反光现象,提高检出率。
36.实施例2
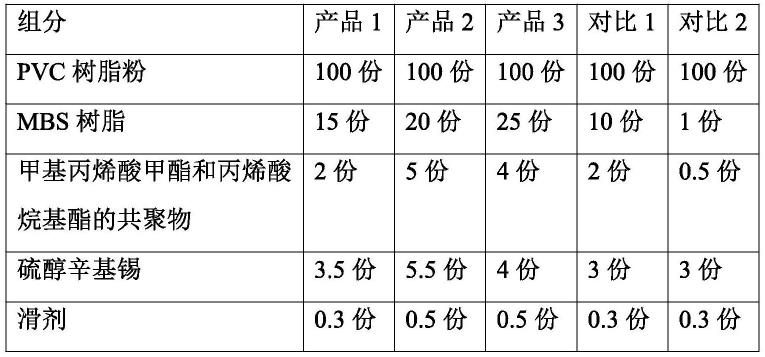
37.药品包装用防反光pvc复合膜的制备方法同实施例1,其中复合膜的组分组成如表1所示。
38.表1 复合膜的组成
[0039][0040]
其中,产品1使用的mbs树脂的市售型号为bta730,产品2为bta707,产品3为b-513,对比1为bta730。产品1使用的甲基丙烯酸甲酯和丙烯酸烷基酯的共聚物为市售的p530a,产品2为pa-20,产品3为p-551j,对比2为p-551j;产品1使用的滑剂的市售型号为316a,产品2为聚乙烯蜡,产品3、对比1和对比2均为高密度氧化聚乙烯蜡。
[0041]
对制备的产品进行性能检测,具体结果如表2所示。
[0042]
表2 产品力学性能
[0043]
[0044]
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1