一种具有熔接接合部的纸浆容器及其制造方法与流程
1.本发明涉及具有熔接接合部的模制纸浆容器以及制造具有熔接接合部的模制纸浆容器的方法。
背景技术:
2.传统的容器和瓶子通常由石油基塑料制成。为应对石油基塑料成本的上涨,传统塑料容器和瓶子的制造商近年来一直在制造更薄的瓶子。预计在可预见的未来,这种趋势将持续下去。同时,具有一定强度和性能属性的纸浆产品的价格保持相对稳定。由于传统的石油基塑料瓶被制造得更薄,它们通过静载荷和抗压强度衡量的性能经常被妥协。石油基塑料的碳足迹也比纸浆大。由于石油基塑料通常不会生物降解,然而纸浆可以。此外,纸浆由环境可持续的资源制成,并且可以轻松回收利用。
3.最近有许多努力来开发具有解决与传统塑料容器的成本、性能和环境影响相关问题的潜力的容器。市场上几乎没有可生物降解的塑料瓶或容器。一些生物塑料,例如聚乳酸(pla),由植物来源的材料制成,不使用石油产品。然而,这些生物塑料还不能真正可生物降解。
4.通过将纸浆作为容器的组成部分,减少了为达到特定强度和性能所需的塑料、尤其是石油基塑料的量,从而减少了废弃物。当与生物塑料结合使用时,整个容器变得更加可持续。
5.美国专利5,385,764和5,705,237涉及一种容器,该容器包含水硬性结构基质,该基质包括水硬性粘合剂,例如水泥,用于食品和饮料产品的储存、分配和/或包装。一次性容器和杯子是那些在快餐店行业中特别适用于分配冷热食物和饮料的容器和杯子。
6.美国专利第6,899,793号涉及一种制造纸浆模具成型体的方法。该方法将纸浆浆体供给到具有规定腔形状的造纸模具的腔中以形成纸浆预成型件,该纸浆预成型件包括具有开口的主要部分和具有凸缘并连接到开口边沿的分离部分。挤压构件插入所述预成型件中;所述挤压构件膨胀,将所述预成型件压向造纸表面;将所述预成型件从造纸模具中移除;然后在可分离部分和主要部分之间的连接处切割所述预成型件。
7.美国专利第7,048,975号涉及一种纸浆模制容器,其包括纸浆模制制品,该纸浆模制制品的内表面和/或外表面上具有通过施加涂层形成的厚度为5-300μm的树脂。树脂层与模制品的厚度比为1/2至1/100,并且所述纸浆模制品的外表面或内表面的表面粗糙度轮廓是如此以致中心线平均粗糙度为0.5至20μm。
8.美国专利申请第us2010/0200591号(2010年8月12日公布)以及由此专利申请的受让人(greenbottle)制造的产品提供了纸浆和聚对苯二甲酸乙二醇酯(pet)囊状物的合成物,最终用户在使用结束时从纸浆中取出囊状物,并将它们回收到各自的流中。然而,如果用户让整个瓶子进行生物降解,由于其pet囊状物,它不会这样做。
9.美国专利9,505,521涉及具有生物塑料颈部的热成型纸浆瓶子。所述瓶子可以制成多个部分,并用粘合剂或热封工艺连接。
10.虽然在现有技术中已经尝试解决与瓶子的成本、性能和环境影响相关的问题,但是仍然需要新的解决方案以更有效地解决这些问题。
技术实现要素:
11.本发明提供一种制造纸浆容器的方法,包括以下步骤:生成第一部分壳,其中所述第一部分壳包括第一边沿,生成第二部分壳,其中所述第二部分壳包括第二边沿,使用聚合物膜层压所述第一和第二部分壳中的至少一个的内表面,该聚合物膜延伸到所述第一和第二边沿,对齐所述第一和第二部分壳,其中所述第一和第二边沿对齐,其中对齐所述第一和第二部分壳是将内部聚合物膜置于所述第一和第二边沿的接触界面处;以及超声波焊接所述第一和第二边沿以形成容器。
12.所述第一和第二部分壳包括木制品、纸、纸浆或模制纸浆的至少一部分。此外,所述聚合物膜至少包扩热塑性塑料和/或生物塑料。所述聚合物膜还可包括生物可降解的热塑性塑料。
13.所述聚合物膜可以包括聚对苯二甲酸乙二醇酯(pet)、聚丙烯(pp)、聚乙烯(pe)、乙烯-乙烯醇(evoh)、聚酰胺(nylon、pa)、离聚物(eaa、emaa)、乙烯醋酸乙烯酯(eva)、聚丙烯酸(paa)或醋酸纤维素中的至少一种。
14.所述第一和第二部分壳可以通过真空成型形成。通过加热聚合物膜并在所述第一和第二部分壳中的至少一个的外侧上施加真空来层压所述第一和第二部分壳中的所述至少一个。
15.所述超声波焊接一般采用0.1-6bar的压力,焊接频率为15-50khz。
16.所述聚合物膜可以包括多个聚合物层。所述聚合物膜可以被金属化。金属化层包括铝。
17.所述第一部分壳还可以包括第一凹陷,并且所述第二部分壳还包括第二凹陷,其中所述第一凹陷和所述第二凹陷形成腔。
18.本发明还提供了一种制造纸浆容器的方法,该方法包括以下步骤:生成主体,其中所述主体包括底部和形成腔的至少一个侧壁,其中所述至少一个侧壁包括生成颈部的上边沿,其中所述颈部包括上封闭部分和下边沿,使所述主体的所述至少一个侧壁的所述上边沿与所述颈部的所述下边沿对齐,并且超声波焊接所述主体的所述至少一个侧壁的所述上边沿到所述颈部的所述下边沿。
19.超声波焊接是采用0.1-6bar的压力,焊接频率为15-50khz。所述超声波焊接还可以去除下边沿和颈部的多余材料。所述超声波焊接使用包括切割刃的超声波发生器。
20.所述主体包括木制品、纸、纸浆或模制纸浆的至少一部分。
21.所述颈部可以至少包括热塑性塑料和/或生物塑料。所述颈部可以包括聚对苯二甲酸乙二醇酯(pet)、聚丙烯(pp)、聚乙烯(pe)、乙烯-乙烯醇(evoh)、聚酰胺(nylon、pa)、离聚物(eaa、emaa)、乙烯醋酸乙烯酯(eva)、聚丙烯酸(paa)或醋酸纤维素中的至少一种。
22.所述主体可具有层压有聚合物膜的内表面,该聚合物膜延伸至所述上边沿。所述聚合物膜可包括多个聚合物层。所述聚合物膜可以被金属化。金属化层可以包括铝。
23.所述聚合物膜可至少包扩热塑性塑料和/或生物塑料。所述聚合物膜可以包括聚对苯二甲酸乙二醇酯(pet)、聚丙烯(pp)、聚乙烯(pe)、乙烯-乙烯醇(evoh)、聚酰胺(nylon、
pa)、离聚物(eaa、emaa)、乙烯醋酸乙烯酯(eva)、聚丙烯酸(paa)或醋酸纤维素中的至少一种。
24.所述主体可以通过真空成型形成。可以通过加热所述聚合物膜并在所述主体的外侧上施加真空来层压所述主体。
25.本发明还提供一种纸浆容器,包括模制纸浆主体,其中所述主体包括底部和形成腔的至少一个侧壁,其中所述至少一个侧壁包括上边沿、颈部,其中所述颈部包括上封闭部分和下边沿、熔接接合部,其中所述主体的所述至少一个侧壁的所述上边沿的一部分和所述颈部的所述下边沿的一部分对齐并熔接在一起。所述熔接接合部可以通过超声波焊接形成。所述超声波焊接采用0.1-6bar的压力,焊接频率为15-50khz。
26.所述主体可以包括木制品、纸或纸浆的至少一部分。
27.所述颈部可以至少包括热塑性塑料和/或生物塑料。所述颈部可以包括聚对苯二甲酸乙二醇酯(pet)、聚丙烯(pp)、聚乙烯(pe)、乙烯-乙烯醇(evoh)、聚酰胺(nylon、pa)、离聚物(eaa、emaa)、乙烯醋酸乙烯酯(eva)、聚丙烯酸(paa)或醋酸纤维素中的至少一种。
28.所述主体可具有层压有聚合物膜的内表面,该聚合物膜延伸至所述上边沿。所述聚合物膜可至少包括热塑性塑料和/或生物塑料。所述聚合物膜可以包括聚对苯二甲酸乙二醇酯(pet)、聚丙烯(pp)、聚乙烯(pe)、乙烯-乙烯醇(evoh)、聚酰胺(nylon、pa)、离聚物(eaa、emaa)、乙烯醋酸乙烯酯(eva)、聚丙烯酸(paa)或醋酸纤维素中的至少一种。所述聚合物膜可包括多个聚合物层。所述聚合物膜可以被金属化。金属化层包括铝。
29.所述纸浆容器还可包括能够接合所述颈部的所述上封闭部分的盖。所述盖可以是儿童防护盖。所述纸浆容器还可包括干预防护密封件。
30.本发明还提供了一种将纸浆部件连接到第二部件的方法,包括以下步骤:提供包括平坦的第一边沿的纸浆部件、提供包括平坦的第二边沿的第二部件、将所述第一边沿与所述第二边沿对齐,其中所述第一边沿和所述第二边沿中的至少一个包括聚合物层,并且将所述第一边沿超声波焊接到所述第二边沿。
31.所述第一边沿可以涂覆有聚合物。所述第二边沿可以涂覆有聚合物。
32.所述第二部件可包括木制品、纸或纸浆的至少一部分。所述第二部件可包括聚合物。所述聚合物可至少包括热塑性塑料和/或生物塑料。所述聚合物可以包括聚对苯二甲酸乙二醇酯(pet)、聚丙烯(pp)、聚乙烯(pe)、乙烯-乙烯醇(evoh)、聚酰胺(nylon、pa)、离聚物(eaa、emaa)、乙烯醋酸乙烯酯(eva)、聚丙烯酸(paa)或醋酸纤维素中的至少一种。
33.所述超声波焊接可以采用0.1-6bar的压力,焊接频率为15-50khz。
34.所述超声波焊接可以同时从所述第一和第二边沿去除多余的材料。
附图说明
35.本发明的上述和其他目的、方面、特征、优点和可能的应用将结合以下附图呈现的从下文更具体的描述中变得更加明显。附图中使用的相似的附图标记可标识相似的元件。
36.图1a、1b和1c示出了制造模制纸浆容器的示例性过程;
37.图2a和2b示出了将聚合物层层压到模制纸浆容器的示例性过程;
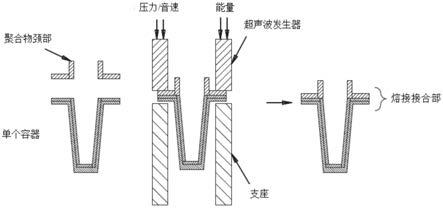
38.图3示出了将聚合物颈部超声波焊接到模制纸浆容器的示例性过程,形成熔接接合部;
39.图4示出了将聚合物颈部超声波焊接到模制纸浆容器的示例性过程,并且在同一过程中从接合部修整多余材料,形成具有完成边沿的熔接接合部;
40.图5示出了所述模制纸浆容器的实施例的视图;
41.图6示出了图5所示的模制纸浆容器的实施例的横截面图;和
42.图7和8示出了所述模制纸浆容器的附加实施例的视图。
具体实施方式
43.以下描述是目前考虑用于实施本发明的示例性实施例。该描述不应被视为限制意义,而仅用于描述本发明的一般原理和特征的目的。本发明的范围不受该描述的限制。
44.超声波焊接是一种工业技术,其中高频超声声波振动被局部施加到在压力下保持在一起的工件以生成固态焊接。它通常用于塑料,以及特别地用于连接不同的材料。在超声波焊接中,不需要连接螺栓、钉子、焊接材料或粘合剂将材料粘合在一起。超声波焊接利用机械振动通过分子摩擦生成热量。这些振动激发工件中的分子,使它们开始运动。塑料变软并开始熔化。组件通过粘合或形状配合联结在压力下经过短暂的保持时间后,它们以分子方式牢固地连接在一起。
45.尽管超声波焊接使用振动来生成焊接,但是超声波焊接是与“振动焊接”(也称为摩擦焊接)不同的方法。在振动焊接中,一种材料被固定到位,而另一种材料通过交流电磁或液压线性运动发生器来回移动。在超声波焊接中,两种材料都固定在适当的位置,并施加高频声能以生成摩擦,然后形成焊接。
46.通常,在焊接过程中,要焊接的材料放置在固定形状的嵌套和连接到换能器的超声波发生器或喇叭之间,该换能器生成低振幅声振动。声能生成摩擦,生成热量,然后将零件焊接在一起,通常不到一秒钟,使其成为使用中最快的焊接方法之一。
47.示例性超声波焊接系统由以下列出的基本元件中的至少一些组成,其可以包括:
48.压力机,通常具有气动或电动驱动器,以在压力下组装两个零件。
49.放置零件并允许将高频振动引导至界面的嵌套或砧座或固定装置。
50.一种超声波组套,由转换器或压电换能器、可选的增强器和超声波发生器或喇叭组成。该组套的所有三个元件都经过专门调谐,以相同的精确超声波频率共振,通常为15、20、30、35或40khz。
51.转换器,其利用压电效应将电信号转换成机械振动。
52.增强器,其机械地修改振动的幅度。它还用于标准系统中以夹紧所述压力机中的所述组套。
53.超声波发生器或喇叭可以采用零件的形状,也机械地修改振幅,并且将所述机械振动施加到待焊接的零件。根据应用,所述超声波发生器可以具有与待焊接零件接触的光滑或有纹理的表面。
54.一种电子超声波发生器或电源,其传送具有与所述组套的共振频率匹配的频率的高功率电信号。
55.控制器控制所述压力机的运动和超声能量的传送。
56.本文描述了制造纸浆容器的方法的示例性示例(图1a-c)。纸浆壳,其可以近似代表容器的一部分,首先用典型的真空模制工艺制成。通常,网状模具浸没在悬浮的纸浆中,
并施加真空(图1a)。一层纸浆沉积在所述网状模具的外部。然后将所述网状模具从所述悬浮的纸浆中取出。通过继续施加真空除去过量的水。然后将仍粘附在所述网状模具上的纸浆层放入补充模具中。所述纸浆层从所述网状模具中取出,并转移在一组公/母加热干燥工具之间,该公/母加热干燥工具合上以生成压力(图1b)。然后将所述干燥工具分离,以及形成的所述纸浆壳从干燥工具中弹出(图1c)。形成的所述纸浆壳可以包括第一凹陷和第一边沿。可以通过与上述相同的过程(图1a-1c)生产第二纸浆壳。所述第二纸浆壳可包括第二凹陷和第二边沿。所述第一和第二纸浆壳可以被制造成相互补充,例如,所述第一凹陷和第二凹陷可以彼此面对放置。
57.当所述第一和第二部分壳对齐时,所述第一和第二凹陷形成腔,并且所述第一和第二边沿对齐,例如彼此面对并接触。然后焊接所述第一和第二边沿以形成容器。
58.用于焊接所述第一和第二边沿的优选方法是通过超声波焊接。所述第一和第二边沿堆叠在一起。超声波能量通过压在堆叠的所述第一和第二边沿和砧座上的超声波发生器施加。超声波能量被施加一段足以焊接所述第一和第二边沿的时间,通常为1-60秒。超声波能量和持续时间取决于所述超声波发生器和工件的尺寸。通常,0.1-6bar的压力,焊接频率为15-50khz。超声波焊接在所述第一和第二壳之间形成熔接接合部。
59.在本发明的一个实施例中,所述第一和第二部分壳可以具有层压有聚合物膜的内表面,该聚合物膜延伸到所述第一和第二边沿。
60.模制纸浆壳可以通过将所述模制纸浆壳放置在真空支架中并将聚合物膜放置在所述模制纸浆壳上来层压(图2a)。然后加热所述聚合物膜,并在所述纸浆壳的外部上施加真空(图2b)。由于模制纸浆壳是天然多孔的,真空将抽吸热软化所述聚合物膜到所述模制纸浆壳,并粘附到所述模制纸浆壳。层压工艺可用于将聚合物膜层压到所述模制纸浆壳的内部或外部。
61.所述聚合物层可以层压到所述第一和第二纸浆壳的内部。当所述第一和第二纸浆壳对齐并焊接在一起时,衬在形成的腔内部的所述聚合物层起到水、湿气或空气屏障的作用。
62.在通过超声波焊接连接所述部分壳之前,可以层压所述第一和第二部分壳中的至少一个。当所述第一和第二部分壳在超声波焊接之前堆叠时,所述至少一个层压层优选地位于所述第一和第二边沿之间。
63.在一些实施例中,所述聚合物层衬在纸浆部分壳的一部分,以及所述第一和第二部分壳的所述第一和第二边沿中的至少一个。
64.超声波能量被施加一段时间,足以焊接所述第一和第二边沿,通常为1-60秒。超声波能量和持续时间取决于所述超声波发生器和工件的尺寸。通常,0.1-6bar的压力,焊接频率为15-50khz。超声波焊接在所述第一和第二壳之间形成熔接接合部。超声能量瞬时软化或熔化所述聚合物层,连同在焊接过程中提供的压力,软化或熔化的聚合物层至少部分地渗透所述第一和第二部分壳。当超声波能量停止或移除时,聚合物会重新硬化,形成熔接接合部。
65.所述聚合物膜可至少包括热塑性塑料和/或生物塑料。典型的聚合物膜可以是聚对苯二甲酸乙二醇酯(pet)、聚丙烯(pp)、聚乙烯(pe)、乙烯-乙烯醇(evoh)、聚酰胺(nylon、pa)、离聚物(eaa、emaa)和乙烯醋酸乙烯酯(eva)、聚丙烯酸(paa)、醋酸纤维素等。典型的膜
厚度在层压到所述纸浆壳之前通常为20-250μm。当层压到所述纸浆壳上时,所述聚合物层的厚度可根据所述纸浆壳的形状和深度而变化。所述聚合物膜可以包括多于一层,并且所述层可以包括相同或不同的聚合物。
66.用于层压所述模制纸浆壳的所述聚合物膜可以被金属化。金属化层可涂覆在聚合物层的外部或置于聚合物层之间。金属化层的添加降低了膜对光、水和氧气的渗透性。金属化层可以包括铝。这种金属化聚合物膜的例子是金属化pet。在层压到所述纸浆壳之前,典型的膜厚度为20-250μm,金属化层通常为2-10μm。所述聚合物层通常用铝金属化。所述聚合物膜还可包括多个聚合物层和至少一个金属化层。在一些情况下,所述聚合物层可以包括多个聚合物层和多个金属化层。
67.本发明还包括一种模制纸浆容器,包括第一模制纸浆部分壳,所述第一部分壳具有第一凹陷和第一边沿,以及第二模制纸浆部分壳,所述第二部分壳包括第二凹陷和第二边沿。所述第一和第二部分壳的所述第一和第二边沿对齐并联结以形成容器。所述纸浆容器的所述第一和第二边沿可以通过超声波焊接联结。
68.类似地,所述第一和第二部分壳中的至少一个可以具有衬有聚合物膜的内表面,该聚合物膜可以延伸到所述第一和第二边沿。与先前实施例中讨论的相同的聚合物膜可用于该特定实施例。在超声波焊接之后,所述第一和第二边沿形成熔接接合部,其中所述聚合物层至少部分地渗透所述第一和第二部分壳。
69.本发明还包括一种制造纸浆容器的方法(图3和4),所述方法包括以下步骤:生成主体,其中所述主体包括底部和形成腔的至少一个侧壁,其中所述至少一个侧壁包括上边沿;生成颈部,其中所述颈部包括上封闭部分和下边沿;将所述本体的所述至少一个侧壁的所述上边沿与所述颈部的所述下边沿对齐;以及将所述本体的所述至少一个侧壁的所述上边沿焊接于所述颈部的所述下边沿。
70.所述主体的所述侧壁的所述上边沿至所述颈部的所述下边沿的焊接可以使用超声波焊接。所述超声波焊接可以通过先前描述的手段进行。通过选择合适的所述超声波发生器形状(例如,有刃的或锋利的尖端),所述超声波焊接可以同时从所述第一和第二边沿去除多余的材料。这提供了所述熔接接合部的成品外观。
71.所述颈部可以至少包括热塑性塑料和/或生物塑料。具体地,所述颈部可以包括聚对苯二甲酸乙二醇酯(pet)、聚丙烯(pp)、聚乙烯(pe)、乙烯-乙烯醇(evoh)、聚酰胺(nylon、pa)、离聚物(eaa、emaa)和乙烯醋酸乙烯酯(eva)、聚丙烯酸(paa)、醋酸纤维素等。所述颈部可以通过注射成型或任何其他合适的手段制造。
72.所述纸浆容器的主体可具有层压有聚合物膜的内表面,该聚合物膜延伸至所述上边沿。与先前实施例中讨论的相同的聚合物膜可用于该特定实施例。在一些实施例中,所述纸浆容器的所述内表面部分地衬有聚合物膜,其包括所述容器的所述上边沿。在其他实施例中,所述纸浆容器的所述上边沿可以直接焊接到聚合物颈部。
73.本发明还包括一种纸浆容器,其包括模制纸浆主体,其中所述主体包括底部和形成腔的至少一个侧壁,其中所述至少一个侧壁包括上边沿;颈部,其中所述颈部包括上封闭部分和下边沿;其中,所述本体的所述至少一个侧壁的所述上边沿和所述颈部的所述下边沿对齐并焊接在一起。所述纸浆容器可以完全或部分地衬有聚合物层,该聚合物层延伸到所述上边沿。所述纸浆容器可以通过超声波焊接来焊接。所述超声波焊接可以通过先前描
述的手段进行。
74.所述纸浆容器的颈部至少包括热塑性塑料和/或生物塑料,如前所述。
75.所述纸浆容器的主体的所述内表面可以层压有聚合物膜,该聚合物膜延伸至所述上边沿。与先前实施例中讨论的相同的聚合物膜可用于该特定实施例。
76.所述纸浆容器还可包括能够接合所述颈部的所述上封闭部分的盖。所述盖可以是儿童防护盖。所述纸浆容器还可包括干预防护密封件。
77.还设想了一种将纸浆部件连接到第二部件的方法。该方法包括:1)提供包括平坦的第一边沿的纸浆部件;2)提供包括平坦的第二边沿的第二部件;3)将所述第一边沿与所述第二边沿对齐,其中所述第一边沿和所述第二边沿中的至少一个包括聚合物层;并且将所述第一边沿超声波焊接到所述第二边沿。
78.该方法设想所述第一边沿中的至少一个涂覆有聚合物;所述第二边沿涂有聚合物;或者所述第二部件包括聚合物。
79.在该方法的一个特定实施方式中,所述第二部件包括木制品、纸或纸浆的至少一部分。涂覆所述第一边沿或第二边沿中的至少一个的所述聚合物至少包括热塑性塑料和/或生物塑料。所述第二部件可包括至少热塑性塑料和/或生物塑料。
80.所述聚合物可包括聚对苯二甲酸乙二醇酯(pet)、聚丙烯(pp)、聚乙烯(pe)、乙烯-乙烯醇(evoh)、聚酰胺(nylon、pa)、离聚物(eaa、emaa)和乙烯醋酸乙烯酯(eva)、聚丙烯酸(paa)、醋酸纤维素等。
81.所述超声波焊接可以通过先前描述的手段进行,参数被调整以适合部件的特定组合。所述超声波焊接可以通过先前描述的手段进行。通过选择合适的所述超声波发生器形状(例如,有刃的或锋利的尖端),所述超声波焊接可以同时从所述第一和第二边沿去除多余的材料。这提供了所述熔接接合部的成品外观。
82.本发明的纸浆容器的另一实施例包括模制纸浆主体,其中所述主体包括底部和形成腔的至少一个侧壁;至少一层聚合物层直接或间接联结到所述主体的内表面;和至少一个金属化层直接或间接联结到所述主体的所述内表面。
83.所述纸浆容器的所述聚合物膜可以结合到所述纸浆主体。特别地,所述金属化层可以结合到所述纸浆主体。所述金属化层可以结合到所述聚合物膜。在另一个实施例中,所述聚合物膜可以包括多个聚合物层。所述金属化层位于所述聚合物层之间。与先前实施例中讨论的相同的聚合物膜组合物可用于该特定实施例。
84.应当理解,可以对本文公开的所述实施例进行修改以满足特定的一组设计标准。还可以调整此类组件类型的特定配置以满足特定的一组设计标准。因此,虽然本文已经讨论和说明了装置及其制造和使用方法的某些示例性实施例,但应清楚地理解,本发明不限于此,而是可以在以下权利要求的范围内以其他不同方式体现和实践。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1