一种具有循环和摆渡功能的RGV系统及其控制方法与流程
一种具有循环和摆渡功能的rgv系统及其控制方法
技术领域
1.本发明涉及工厂车间作业领域,尤其涉及一种具有循环和摆渡功能的rgv系统及其控制方法。
背景技术:
2.随着我国科学技术的发展以及大量生产制造企业的转型需要,现代物流观念深入人心。各行业的广大用户对自动化物流系统有共同的诉求,随之到来的就是各类自动化物流系统。rgv(有轨穿梭小车)能够弥补一般的自动化系统和仓库的很多缺点。rgv十分方便地按照计划进行物料的输送。rgv无需人员操作,运行速度快。提高了劳动生产率,同时穿梭车的应用可使物流系统变得非常简捷。
3.目前,自动化物流系统主要是以单独一种rgv形式运行,并且自动调度不够智能化。循环rgv和穿梭rgv相互配合会使得产线物流的调度变得复杂。不能做到同一车间之间循环和穿梭无缝衔接。
技术实现要素:
4.针对上述技术问题,本发明旨在提供一种具有循环以及摆渡功能的rgv系统及其控制方法,该系统是一个通用系统,具有结构灵活多变、使用范围广、效率高和功能多等优点。
5.为了实现上述目的,本发明采用了如下技术方案:
6.一种具有循环和摆渡功能的rgv系统,包括无线通讯模块、总控制系统、轨道系统和行走在轨道系统上的循环rgv,所述无线通讯模块包括五个子站,所述轨道系统包括上下平行设置的上轨道和下轨道,所述上轨道和下轨道上均由钢轨、滑触线及二维码条组成,且上轨道和下轨道首端和尾端对称设置有将循环rgv进行上轨道和下轨道转运的升降机,位于循环段作业的尾端和穿梭段作业的头端之间设置有具有自识别功能的十字旋转平台,所述十字旋转平台侧边有一段轨道作为待机位,搭配两台穿梭rgv。
7.优选的,所述升降机包括主体框架、升降平台和油缸,所述油缸设置于主体框架下端,且油缸上方伸缩端与升降平台底部相连接,所述主体框架内部设置有控制升降平台平稳升降的导向柱,所述升降平台上设置有平行轨道,所述平行轨道分别与上轨道和下轨道对接。
8.优选的,所述循环rgv包括底部设置的滑触线碳刷、扫码器和顶部设置的柔性工装以及柔性工装上方设置的防止工件滑落的吸力装置,所述循环rgv前端设置有车载控制器、无线模块接收器以及传感器。
9.优选的,所述穿梭rgv包括底部设置的滑触线碳刷、扫码器和顶部设置的升降工装,所述穿梭rgv前端设置有车载控制器、无线模块接收器和传感器。
10.优选的,所述滑触线碳刷和扫码器均为侧面沉底布置,且传感器包括视觉传感器和光电传感器。
11.优选的,所述穿梭rgv设置为一大一小两个,且通过自识别的十字旋转平台识别工件大小并判断使用相应的穿梭rgv。
12.所述系统的控制方法为:
13.①
在轨道系统的起始端,总控制系统设置有工件识别系统,工人上料的工件经过该系统时,与系统进行比对,确认工件无误之后,将工件放置在升降机的上方平面,总控制系统将该工件的参数信息下发至下轨道等待位置的循环rgv和起始端的升降机,该循环rgv自动调整柔性工装,使得工装与工件匹配后,进入升降机的升降平台上,升降机把循环rgv顶升起来,使得循环rgv托举起工件;
14.②
升降机的停止位置处的平行轨道与上轨道水平一致,将顶升完成信号发送给总控制系统,总控制系统发给循环rgv可动车信号,循环rgv开始循环段的运送作业,等待循环rgv出升降机区域后,总控制系统发送指令给升降机,升降机下降至下轨道水平位置,等待下一辆循环rgv;
15.③
在运行时有人或者物品进入运行区域时,循环rgv上的传感器接受信号后立即停车,循环rgv扫取二维码的参数运行,到达指定工位后自动停车;
16.④
循环作业完成,循环rgv驶入尾端的升降机区域,尾端的升降机将循环rgv下降至与下轨道水平位置,循环rgv进入下轨道,总控确认循环rgv,升降机得到总控制系统指令后升至上轨道水平位置,等待下一辆循环rgv;
17.⑤
循环rgv通过升降机下降时,工件会被留在升降机上方的平面上,仅循环rgv下降,实现工件和循环rgv脱离,循环rgv进入下轨道,总控制系统确认每辆车的位置,控制每辆循环rgv自动向前补位递进;
18.⑥
自识别的十字旋转平台待循环rgv进入下轨道并且尾端升降机升到水平面后,与总控制系统确认工件参数,自动识别调度穿梭rgv运行至尾端升降机处,将工件运送至穿梭段作业区域,实现摆渡功能。
19.优选的,所述总控制系统识别工件信息,并且保存工件重要参数,根据工件不同进行调度,并且实时监控所有上轨道和下轨道上的循环rgv的位置和动态,自动分配位置。
20.与现有技术相比,本发明提供了一种具有循环和摆渡功能的rgv系统及其控制方法,具备以下有益效果:
21.1、本发明中的循环rgv和穿梭rgv,通过总控制系统进行调度,不但可以实现彼此的作业要求,还可以无缝衔接两种rgv运行方式,提升工作效率。
22.2、本发明的rgv均是采用二维码定位方式,二维码定位相较于普通条形码定位,可获取的位置信息更多,定位更加精准。
23.3、本发明总控制系统,可以实现自动识别工件,自动派送订单已经自动调度等智能化的功能,比传统的rgv系统智能化程度更高,与车间其他设备配合的容错率更高。
24.4、本发明总控制系统,可以实时监控整个产线的情况,并可以实现全线自动化,单机自动化以及手动运行模式,系统整体的可持续性更高,更大程度的保证了生产的效率。
附图说明
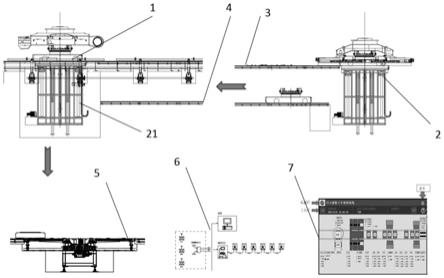
25.图1为本发明rgv系统总体原理图;
26.图2为本发明升降机立体图;
27.图3为本发明循环rgv立体图;
28.图4为本发明穿梭rgv立体图;
29.图5为本发明控制方法总体原理图;
30.图6为本发明升降机控制原理图。
31.图中:1、循环rgv;11、穿梭rgv;101、滑触线碳刷;102、扫码器;103、柔性工装;1031、吸力装置;104、车载控制器;105、无线模块接收器;106、传感器;107、升降工装;1061、视觉传感器;1062、光电传感器;2、升降机;201、主体框架;202、升降平台;203、油缸;204、平行轨道;205、导向柱;3、上轨道;4、下轨道;5、十字旋转平台;6、无线通讯模块;7、总控制系统。
具体实施方式
32.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
33.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
34.实施例1:
35.参照图1
‑
4,一种具有循环和摆渡功能的rgv系统,包括无线通讯模块6、总控制系统7、轨道系统和行走在轨道系统上的循环rgv1,所述无线通讯模块6包括五个子站,使得循环rgv1和穿梭rgv11在整个车间均可以收到无线信号,所述总控制系统7自动调度循环rgv1和穿梭rgv11运行并且监控循环rgv1和穿梭rgv11状态,所述轨道系统包括上下平行设置的上轨道3和下轨道4,所述上轨道3和下轨道4上均由钢轨、滑触线及二维码条组成,循环rgv1由轨道侧边的滑触线供电从而得到动力,且上轨道3和下轨道4首端和尾端对称设置有将循环rgv1进行上轨道3和下轨道4转运的升降机2,位于循环段作业的尾端和穿梭段作业的头端之间设置有具有自识别功能的十字旋转平台5,所述十字旋转平台5侧边有一段轨道作为待机位,搭配两台穿梭rgv11,所述十字旋转平台5侧边设置有一段轨道作为待机位,搭配穿梭rgv11。
36.优选的,所述升降机2包括主体框架201、升降平台202和油缸203,所述油缸203设置于主体框架201下端,且油缸203上方伸缩端与升降平台202底部相连接,所述主体框架201内部设置有控制升降平台202平稳升降的导向柱205,所述升降平台202上设置有平行轨道204,所述平行轨道204分别与上轨道3和下轨道4对接,首端的升降机2负责将地下轨道返回的循环rgv1顶升至上层作业区域,尾端的升降机2负责将循环作业完成的循环rgv1下降至下轨道4从而形成rgv循环作业。
37.优选的,所述循环rgv1包括底部设置的滑触线碳刷101、扫码器102和顶部设置的柔性工装103以及柔性工装103上方设置的防止工件滑落的吸力装置1031,所述循环rgv1前端设置有车载控制器104、无线模块接收器105以及传感器106,柔性工装103可以根据工件自行调整,上方装有吸力装置1031,防止工件滑落,车载控制器104的设置方便后期个性化配置参数。
38.为了方便控制穿梭rgv11,优选的,所述穿梭rgv11包括底部设置的滑触线碳刷101、扫码器102和顶部设置的升降工装107,所述穿梭rgv11前端设置有车载控制器104、无线模块接收器105和传感器106。
39.优选的,所述滑触线碳刷101和扫码器102均为侧面沉底布置,可以在滑触线上方增加盖板,防止工人误触电,且传感器106包括视觉传感器1061和光电传感器1062,能够有效确保作业安全。
40.为了提升工件运输的便捷性,优选的,所述穿梭rgv11设置为一大一小两个,且通过自识别的十字旋转平台5识别工件大小并判断使用相应的穿梭rgv11。
41.实施例2:
42.参照图5
‑
6,一种具有循环和摆渡功能的rgv系统的控制方法为:
43.①
在轨道系统的起始端,总控制系统7设置有工件识别系统,工人上料的工件经过该系统时,与系统进行比对,确认工件无误之后,将工件放置在升降机2的上方平面,总控制系统7将该工件的参数信息下发至下轨道4等待位置的循环rgv1和起始端的升降机2,该循环rgv1自动调整柔性工装103,使得工装与工件匹配后,进入升降机2的升降平台202上,升降机2把循环rgv1顶升起来,使得循环rgv1托举起工件;
44.②
升降机2的停止位置处的平行轨道204与上轨道3水平一致,将顶升完成信号发送给总控制系统7,总控制系统7发给循环rgv1可动车信号,循环rgv1开始循环段的运送作业,等待循环rgv1出升降机2区域后,总控制系统7发送指令给升降机2,升降机2下降至下轨道4水平位置,等待下一辆循环rgv1;
45.③
在运行时有人或者物品进入运行区域时,循环rgv1上的传感器106接受信号后立即停车,循环rgv1扫取二维码的参数运行,到达指定工位后自动停车,并且在不同的工位作业时,可以根据工人作业的需求旋转工装或者调节工装,方便工人作业;
46.④
循环作业完成,循环rgv1驶入尾端的升降机2区域,尾端的升降机2将循环rgv1下降至与下轨道4水平位置,循环rgv1进入下轨道4,总控确认循环rgv1,升降机2得到总控制系统7指令后升至上轨道3水平位置,等待下一辆循环rgv1;
47.⑤
循环rgv1通过升降机2下降时,工件会被留在升降机2上方的平面上,仅循环rgv1下降,实现工件和循环rgv1脱离,循环rgv1进入下轨道4,总控制系统7确认每辆车的位置,控制每辆循环rgv1自动向前补位递进;
48.⑥
自识别的十字旋转平台5待循环rgv1进入下轨道4并且尾端升降机2升到水平面后,与总控制系统7确认工件参数,自动识别调度穿梭rgv11运行至尾端升降机2处,将工件运送至穿梭段作业区域,实现摆渡功能。
49.为了方便分配,优选的,所述总控制系统7识别工件信息,并且保存工件重要参数,根据工件不同进行调度,并且实时监控所有上轨道3和下轨道4上的循环rgv1的位置和动态,自动分配位置。
50.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1