袋装货物装车码垛装置的制作方法
1.本发明涉及码垛设备领域,具体是涉及一种袋装货物装车码垛装置。
背景技术:
2.码垛装置是一种将物品整齐堆叠的装置,而装车码垛装置是将物品整齐叠放在车辆的装货车厢内,减少劳动力的同时提高装货效率,并且物品可能是水泥等粉尘较多的货物,使用自动化摆放装置进行摆放,减少人体吸入粉尘的机率。
3.装车码垛装置在对物品进行装车时,沿车辆装货车厢的长度方向、宽度方和高度方向将货物堆放整齐,但是在实际的车辆停放过程中,无法将车辆摆正,车辆的栏板相对装车码垛装置上驱动货物移动的宽度方向或长度方向之间存在偏移,使得在码垛后,货物与车厢栏板之间可能存在较大空隙,车厢内无法达到最优的存放量。
4.现有的码垛装置在码垛的过程中,采用输送带传送的方式使货物从输送带上掉落至车厢内,使货物在掉落的过程中,货物存在沿竖直方向移动和沿水平方向移动两个分运动,但是这一掉落方向无法完全适应车厢各处位置的摆放,在对车辆车厢内的靠近栏板处或各角落处难以摆放到位,要不距离栏板过远,要不货物下落位置与栏板发生重叠,使货物弯曲摆放在栏板上,影响车厢内整体摆放质量。
技术实现要素:
5.本发明的主要目的是提供一种提高整体摆放质量的袋装货物装置码垛装置。
6.为了实现上述的主要目的,本发明提供的袋装货物装车码垛装置包括竖直方向移动驱动组件、长度方向移动驱动组件、宽度方向移动驱动组件、第一输送组件、落料组件、摆放组件和转动组件,竖直方向移动组件驱动摆放组件沿竖直方向移动,长度移动驱动组件驱动摆放组件沿第一水平方向移动,宽度方向移动驱动组件驱动摆放组件沿第二水平方向移动,第一水平方向和第二水平方向垂直设置;沿竖直方向,第一输送组件的出料口和落料组件设置在摆放组件的上方,第一输送组件的出料口与落料组件连接;落料组件包括落料驱动组件和放置组件,落料驱动组件驱动放置组件朝向摆放组件移动;摆放组件包括第一承载组件,第一承载组件包括第一承载板和第二输送组件,第一承载板设置在放置组件的下方,第二输送组件设置在第一承载板上,第二输送组件设置在放置组件的下方,第二输送组件包括第二输送带和第二输送驱动组件,第二输送驱动组件驱动第二输送带移动;转动组件包括转动轴和转动驱动组件,转动驱动组件驱动转动轴转动,转动轴的轴向沿竖直方向延伸,第一承载组件位于转动轴的径向侧壁上,转动轴与第一承载组件连接,第一承载组件绕转动轴的竖直中心轴线转动。
7.由上述方案可见,竖直方向移动驱动组件、长度方向移动驱动组件和宽度方向移动驱动组件分别驱动摆放组件沿三个不同的方向进行移动,这三个方向分别对应货车装货车厢的深度方向、长度方向和宽度方向,通过三种方向的移动驱动组件驱动摆放组件上的货物按顺序整齐摆放;第一输送组件用于将货物输送至落料组件,通过落料组件将货物移
动至摆放组件上,提高货物摆放在摆放组件上的准确性,落料组件的设置使得货物掉落过程分为落料组件至承载板以及承载板至车厢内部两个分过程,可减少货物掉落后的货物损坏情况;转动组件驱动第一承载组件绕转轴的竖直中心轴线转动,带动第一承载板上的货物转动,使得在货物在掉落的过程中,货物具有沿竖直方向移动、沿水平第一方向运动和沿水平第二方向运动三个分运动,使得货物更加适应在靠近车厢栏板和角落等位置的摆放,增加转动组件可使码垛装置增加更多不同的摆放掉落方式,以及更好地适应倾斜的车厢栏板,从而提高货物摆放质量;另外,第一输送组件上的货物移动至落料组件上,再从落料组件掉落至第一承载板上,最后从第一承载板掉落在车厢内,使整个掉落过程分为两个部分,一定程度可缓冲货物掉落时所受到的冲击的同时,摆放组件可深入至车厢内部,缩短第一承载板与车厢底部的距离,减少货物在摆放过程中可能产生的损坏。
8.进一步的方案是,第一承载组件包括第一摆放固定架组件,第一摆放固定架组件与第一承载板连接;摆放组件包括第二承载组件,第二承载组件包括第二摆放固定架组件和第二承载板,第二承载板设置在放置组件的下方;第一承载板和第二承载板位于同一水平面上,第一摆放固定架组件驱动第一承载板朝向或远离第二承载板移动,第二摆放固定架组件驱动第二承载板朝向或远离第一承载板移动。
9.可见,第一承载板和第二承载板同时设置在落料组件下方,第一承载板和第二承载板位于同一水平面上,落料组件上的货物同时掉落至第一承载板和第二承载板上,第一承载板和第二承载板分别朝向彼此远离转动,使得货物从第一承载板和第二承载板之间掉落,使得货物只沿竖直方向掉落,该种摆放方式可用于对超出车厢栏板高度后的货物摆放,使货物摆放位置更加精确,货物之间摆放更加紧密,不易摇晃。
10.进一步的方案是,第一摆放固定架组件包括第一固定板、第一驱动组件和第一倾斜板,第一倾斜板铰接于第一固定板,第一驱动组件驱动第一倾斜板朝向或远离第一固定板移动,第一承载板设置在第一倾斜板上;第一驱动组件包括气缸和连接凸起块,连接凸起块设置在第一固定板上,气缸固定在第一倾斜板上,气缸的驱动杆的自由端与第一固定板连接。
11.可见,气缸固定在第一倾斜板上,气缸的驱动杆与第一固定板连接时,当气缸的驱动杆移动时,由于第一倾斜板铰接于第一固定板,而第一承载板与第一倾斜板连接,使得第一倾斜板远离第一固定板移动,带动第一承载板的移动,使货物从第一承载板上滑落。
12.进一步的方案是,第一固定板背离第一承载板的侧壁上设置有弹簧,弹簧的伸缩方向沿竖直方向延伸。
13.可见,第一承载板与第一摆放架组件连接,当货物从落料组件上掉落至第一承载板时,弹簧的设置可用于减震抗冲击。
14.进一步的方案是,宽度方向移动驱动组件设置在落料组件朝向摆放组件的一侧上,竖直方向移动驱动组件包括竖直移动架和竖直移动架驱动组件,落料组件、宽度方向移动驱动组件和摆放组件分别设置在竖直移动架上,竖直移动架驱动组件驱动竖直移动架移动,长度方向移动驱动组件包括长度移动架和长度移动架驱动组件,竖直方向移动驱动组件设置在长度移动架上,移动架驱动组件驱动长度移动架沿第一水平方向移动。
15.可见,宽度方向设置在落料组件与摆放组件之间,便于摆放组件沿宽度方向移动,更加准确地接收从落料组件上掉落的货物。
16.进一步的方案是,放置组件包括放置固定架、第一放置板和第二放置板,第一放置板和第二放置板分别与放置固定架铰接,落料驱动组件驱动第一放置板和第二放置板朝向或远离彼此移动。
17.可见,落料驱动组件驱动第一放置板和第二放置板移动,使得位于放置组件上的货物从第一放置板和第二放置板之间掉落至摆放组件内,从第一放置板和第二放置板之间掉落,位于放置组件正下方的摆放组件更准确地接收货物。
18.进一步的方案是,第一输送组件包括第一输送区段和第二输送区段,第二输送区段设置在第一输送区段与落料组件之间,第一输送组件的输送速度大于第二输送区段的输送速度。
19.可见,货物从第一输送区段输送至第二输送区段,由于第二输送区段的速度小于第一输送区段的速度,并且第二输送区段比第二输送区段更靠近摆放组件,使得第二输送区段上的两个相邻的货物之间的间距得到调整,调整货物运输的节拍,使得摆放组件更有规律地进行货物的摆放,从而提高货物摆放的质量。
20.进一步的方案是,码垛装置包括传感器组件,传感器组件包括至少一个第一传感器、至少两个第二传感器和至少两个第三传感器,第一传感器用于检测摆放组件在竖直方向上的位置,至少两个第二传感器用于检侧摆放组件在第一水平方向上的位置,至少两个的第二传感器的检测方向共线反向,至少两个第三传感器用于检测摆放组件在第二水平方向上的位置,至少两个第三传感器的检测方向共线反向。
21.可见,多个传感器就三个不同方向对车辆的停放位置进行检测,通过传感器的检测确定摆放组件与车厢栏板之间的距离,根据该距离调整摆放组件的位置,从而确定货物下落方向和位置。
22.进一步的方案是,码垛装置包括两组落料组件和两组摆放组件,一个摆放组件对应位于一个摆放组件的下方,两个落料组件之间设置有连接台,连接台与第一输送组件的出料口连接,连接台的上方设置有拨料组件,拨料组件包括拨料片和拨料驱动组件,拨料驱动组件驱动拨料片在两个落料组件之间移动。
23.可见,码垛装置内设置有两组落料组件和摆放组件同时工作,有效提高工作效率,当第一输送组件将输送至连接台上,拨料组件来回移动地将货物依次推至两个落料组件上,然后两个摆放组件依次进行货物摆放。
24.进一步的方案是,放置组件上设置有整形组件,整形组件设置在拨料片的移动方向上,整形组件包括整形板和气缸,气缸与整形板连接。
25.可见,整形组件的设置对放置组件上货物的位置进行定位,使其能够准确地从落料组件上掉落至摆放组件上,与整形板连接的气缸可作为弹簧,当货物推动整形板移动时,减缓货物移动的速度,使其更加准确地移动至落料组件后,货物掉落后,气缸驱动整形板复位。
附图说明
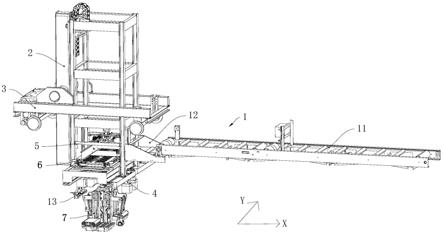
26.图1是本发明袋装货物装车码垛装置实施例的结构图。
27.图2是本发明袋装货物装车码垛装置实施例中第一输送区段的结构图。
28.图3是本发明袋装货物装车码垛装置实施例中长度方向移动驱动组件的结构图。
29.图4是本发明袋装货物装车码垛装置实施例中竖直方向移动驱动组件的结构图。
30.图5是本发明袋装货物装车码垛装置实施例中落料组件和摆放组件的连接示意图。
31.图6是本发明袋装货物装车码垛装置实施例中拨料组件的结构图。
32.图7是本发明袋装货物装车码垛装置实施例中落料组件的结构图。
33.图8是本发明袋装货物装车码垛装置实施例中整形组件的结构图。
34.图9是本发明袋装货物装车码垛装置实施例中多个摆放组件连接的示意图。
35.图10是本发明袋装货物装车码垛装置实施例中摆放组件的结构图。
36.图11是本发明袋装货物装车码垛装置实施例中摆放组件另一角度的结构图。
37.以下结合附图及实施例对本发明作进一步说明。
具体实施方式
38.本发明的袋装货物装车码垛装置用于袋装货物的装车码垛工序,通过多个不同方向的移动驱动组件驱动摆放组件移动以及转动组件驱动摆放组件转动,摆放组件用于将货物摆放在装车车厢内,摆放组件在移动摆放的过程中,通过多个方向的移动和转动,使得第一承载板上的货物从第一承载台上掉落的过程可分解成沿水平两个方向运动和沿竖直方向运动的三个分运动,使得货物更加适应在靠近车厢栏板和角落等位置的摆放,从而提高货物摆放质量。
39.参见图1,袋装货物装车码垛装置包括竖直方向移动驱动组件2、长度方向移动驱动组件3、宽度方向移动驱动组件4、第一输送组件1、拨料组件5、落料组件6、摆放组件7和转动组件8,竖直方向移动驱动组件2驱动摆放组件7沿竖直方向移动,长度方向移动驱动组件3驱动摆放组件7沿第一水平方向x移动,宽度方向移动驱动组件4驱动摆放组件7沿第二水平方向y移动,第一水平方向x和第二水平方向y在水平面上垂直设置,转动组件8驱动摆放组件转动。第一输送组件1用于将众多货物输送至落料组件6处,落料组件6用于驱动货物移动至摆放组件7上,摆放组件7用于将货物摆放在车辆车厢内。沿竖直方向,第一输送组件1的出料口和落料组件6设置在摆放组件7的上方。
40.码垛装置设置在由多个楼板拼接而成的支撑架上,支撑架内形成有装车腔室,装车腔室的一端设置有车辆入口,装车车辆穿过车辆入口进入装车腔室内。支撑架的顶部设置有铁轨,铁轨与长度方向移动驱动组件3配合连接,铁轨的延伸方向与车辆车厢的长度方向平行的同时,铁轨的移动方向与第一水平方向x平行。支撑架包括三个竖直方向移动的楼板,其中两个楼板平行设置,剩下的一个楼板分别与以上两个楼板连接,其中两个平行设置的楼板上分别设置有红外传感器,该红外传感器可用于检测车辆在装车腔室的深入位置,支撑架上设置有控制显示屏和控制组件,红外传感器、控制显示屏分别与控制组件连接,红外传感器输送车辆位置信号至控制组件,控制组件输送控制信号至控制显示屏,便于控制显示屏作出停车指引。
41.第一输送组件1包括第一输送区段11和第二输送区段12,第一输送区段11和第二输送区段12连接,第二输送区段12比第一输送区段11更靠近落料组件6。在本实施例中,第一输送组件1设置在支撑架上,第一输送区段11沿水平方向设置,而第二输送区段12倾斜设置,第二输送区段12的进货口位于第二输送区段12的出货口的上方;第一输送区段11和第
二输送区段12铰接连接,随着摆放组件的高度的上升,调整第二输送区段12的倾斜角度。第一输送区段11朝向支撑架的侧壁上设置有多个滚轮,滚轮与支撑架上的铁轨配合连接,便于第一输送组件1沿铁轨的延伸方向移动。
42.参见图2,在本实施例中,第一输送区段11包括输送支架111、多个传动辊112、传动带,驱动电机113和第一齿轮114,驱动电机113驱动第一齿轮114转动,其一传动辊112上设置有第二齿轮115,第二齿轮115与该传动辊112共轴连接,第一齿轮114和第二齿轮115通过齿条连接,第一齿轮114的转动带动第二齿轮115的转动,带动传动辊112的转动,从而实现传动带的转动。
43.第二输送区段12设置在第一输送区段11与落料组件6之间,第二输送区段12的结构与第一输送区段11的结构基本相同,第一输送组件1的输送速度大于第二输送区段12的输送速度。货物从第一输送区段11输送至第二输送区段12,由于第二输送区段12的速度小于第一输送区段11的速度,并且第二输送区段12比第二输送区段12更靠近摆放组件,使得第二输送区段12上的两个相邻的货物之间的间距得到调整,调整货物运输的节拍,使得摆放组件更有规律地进行货物的摆放,从而提高货物摆放的质量。
44.参见图3,长度方向移动驱动组件3包括长度移动架31和长度移动架驱动组件32,长度移动架驱动组件32驱动长度移动架沿第一水平方向x移动。长度移动架31上设置有至少四个支撑条311和多个滚轮312,至少四个支撑条311拼接形成呈类长方体的长度移动架31,长度移动架31设置有中空部313,竖直方向移动驱动组件42设置在中空部313内。多个滚轮312设置在长度移动架31朝向支撑架的侧壁上,多个滚轮312分别与支撑架的铁轨配合连接。
45.长度移动架驱动组件32包括转动杆321、驱动电机322和至少三个齿轮323,至少三个齿轮323其中的两个与转动杆321共轴设置,另一齿轮323与转动电机322的驱动杆共轴连接,转动杆321上的齿轮323与驱动电机322上的齿轮323啮合。支撑架上设置有齿条,齿条的长度方向与铁轨的延伸方向平行,转动杆321上的另一齿轮323与齿条啮合。当驱动电机322通过两个齿轮323的啮合连接结构驱动转动杆321转动,而齿轮323与齿条啮合,使得长度方向移动驱动组件3沿铁轨的延伸方向移动,实现货物在车辆车厢的长度方向的移动。
46.在本实施例中,长度移动架31上设置有两个支撑座33,中空部313位于两个支撑座33之间。参见图4,竖直方向移动驱动组件4包括竖直移动架41和竖直移动架驱动组件42,竖直移动架驱动组件42驱动竖直移动架41沿竖直方向移动。竖直移动架41上设有横杆411,横杆411贯穿两个支撑座33,实现竖直方向移动驱动组件4在中空部313内的设置。
47.竖直移动架41包括固定架43和移动架44,横杆411设置在固定架43上,固定架43朝向移动架44的侧壁上设置有齿条432和滑轨431,齿条432和滑轨431分别沿竖直方向延伸。移动架44朝向固定架43的侧壁上设置有滑块441,滑块441与滑轨431配合连接。竖直移动架驱动组件42设置在移动架44上,竖直移动架驱动组件42包括电机421、转动杆和至少三个齿轮,至少三个齿轮中的至少两个齿轮分别与转动杆共轴连接,至少三个齿轮中的至少一个齿轮与电机421中的驱动杆共轴连接,而转动杆上的其一齿轮与电机421上的齿轮啮合,转动杆上的另一齿轮与齿条啮合,从而当电机421驱动齿轮转动时,转动杆转动,从而转动杆上的齿轮转动,由于齿轮与齿条432的啮合,使得移动架44沿齿条的延伸方向移动。
48.在本实施例中,落料组件6的数量为两个,两个落料组件6沿第二水平方向y共线设
置。移动架44包括多个拼接板441,多个拼接板441拼接形成呈长方体的移动架44,其中移动架44内设置在中空442。码垛装置包括安装架45,两个落料组件6设置在安装架45上,安装架45贯穿移动架的中空部442。
49.参见图5,两个落料组件6之间设置有连接台61,连接台61设置在两个落料组件6之间,第二输送区段12的出货口连接连接台61。落料组件6用于将第二输送区段12上的货物驱动掉落至摆放组件7上。由于在本实施例中,落料组件6的数量为两个,但只有一个第一输送组件1,因此在连接台61的上方设置有拨料组件5,拨料组件5设置在移动架44的中空部内,拨料组件5用于将连接台61上的货物依次推至两个落料组件6上。参见图6,拨料组件5包括拨料安装架51、拨料片52和拨料驱动组件53,拨料驱动组件53驱动拨料片52在两个落料组件6之间移动,在本实施例中,拨料片52沿第二水平方向y移动。拨料安装架51与移动架44连接,拨料安装架51包括两个第一横板511和三个第二横板512,两个第一横板511平行设置,第一横板511的长度方向沿第一水平方向x延伸,而三个第二横板512设置在两个第一横板511之间,三个第二横板512沿第二水平方向y平行设置。位于最外侧的两个第二横板512远离连接台61的侧壁上设置有滑轨513,位于两个最外侧的两个第二横板512的中间的一个第二横板512背离连接台61的侧壁上设置有齿条514。拨料驱动组件53包括电机安装板531、电机532和齿轮533,电机532设置在电机安装板531上,电机532的驱动杆与齿轮533共轴连接,齿轮533与齿条514连接。拨料片52连接在电机安装板531朝向连接台61的侧壁上,电机安装板531朝向连接台61的侧壁上还设置有滑块534,滑块534与滑轨513配合连接。当电机532驱动齿轮533转动时,由于齿轮533与齿条512啮合,使得拨料驱动组件53沿齿条514的延伸方向移动,齿条514的延伸方向与第二水平方向y平行。
50.两个落料组件6的结构相同。参见图7,落料组件6包括落料驱动组件62和放置组件63,落料驱动组件62驱动放置组件63朝向摆放组件7移动。在本实施例中,放置组件63包括放置固定架631、第一放置板632和第二放置板633,第一放置板632和第二放置板633分别与放置固定架631铰接,落料驱动组件62驱动第一放置板632和第二放置板633朝向或远离彼此移动。在本实施例中,安装架45内设置有中空部451,中空部451沿竖直方向贯穿安装架45。中空部451设置在落料组件6和摆放组件7之间。落料驱动组件62驱动第一放置板632和第二放置板633移动,使得位于放置组件63上的货物从第一放置板632和第二放置板633之间穿过中空部451后掉落至摆放组件7内,使得位于放置组件63正下方的摆放组件7更准确地接收货物。
51.落料驱动组件62包括第一转动杆621、第二转动杆622、第一伞齿轮623、第二伞齿轮624、驱动杆625和电机626,驱动杆625沿驱动杆625的两端分别连接有一个伞齿轮627,而驱动杆625的轴向沿第一水平方向x延伸。第一伞齿轮623与第一转动杆621共轴连接,第二伞齿轮624与第二转动杆622共轴连接。第一转动杆621分别与安装架45、第一放置板632连接,第一放置板632绕第一转动杆621的轴线转动;第二转动杆622分别与安装架45、第二放置板633连接,第二放置板633绕第二转动杆622的轴线转动。驱动杆625的轴向第一端上的伞齿轮627与第一伞齿轮623啮合;驱动杆625的轴向第二端上的伞齿轮627与第二伞齿轮624啮合。电机626的驱动杆625上设置有一个伞齿轮628,该伞齿轮628可与第一伞齿轮623或第二伞齿轮624啮合。电机626通过齿轮啮合结构驱动驱动杆625转动,由于驱动杆625通过齿轮结合同时驱动第一转动杆621和第二转动杆622反向转动,从而实现第一放置板632
与第二放置板633远离或朝向彼此转动。
52.在安装架45上设置有两组整形组件64,整形组件64的设置对放置组件63上货物的位置进行定位,使其能够准确地从落料组件6上掉落至摆放组件7上;一个整形组件64对应设置在一个落料组件6上。整形组件64设置在拨料片52的移动方向上,在一个落料组件6内,第一放置板632和第二放置板633分别设置在连接台61与整形组件64之间。参见图8,整形组件64包括整形固定架641、整形板642和气缸643,整形固定架641设置在安装架45上,在本实施例中,整形板642包括第一板块6421和第二板块6422,第一板块6421与第二板块6422连接,第一板块6421和第二板块6422分别呈矩形,第一板块6421的长度方向沿第一水平方向x延伸,第二板块6422的长度方向沿第二水平方向y延伸。第二板块6422的朝向整形固定架641的侧壁上设置有滑块644,整形固定架641朝向第二板块6422的侧壁上设置有滑轨645,滑轨645沿第二水平方向延伸,滑块644与滑轨645配合连接,气缸643的驱动杆与滑块移动。整形组件64用于对落料组件6上的货物进行定位,使其能够准确地从落料组件6上掉落至摆放组件7上,与整形板642连接的气缸644可作为弹簧,当货物推动整形板642移动时,减缓货物移动的速度,使其更加准确地移动至落料组件6上的掉落位置后,货物掉落后,气缸644驱动整形板642复位。
53.参见图9,在本实施例中,码垛装置包括两个摆放组件7,一个摆放组件7对应一个落料组件6。
54.在本实施例中,宽度方向移动驱动组件4设置在落料组件6与摆放组件7之间。宽度方向移动驱动组件4包括宽度移动架41和宽度移动架驱动组件42,宽度移动架驱动组件72驱动宽度移动架41沿第二水平方向y移动,摆放组件7设置在宽度移动架41上。宽度移动架移动驱动组件42包括多个电机421和多个齿轮422,一个电机421对应驱动一个齿轮422转动。安装架45沿第二水平方向y延伸的两个相对设置的侧壁上分别设置有齿条452,多个电机421分别分布在安装架45安装有齿条452的两个侧壁的外周,齿条452分别与多个齿轮422啮合。当电机421驱动齿轮422转动,由于齿轮422与齿条452啮合,使得宽度移动架41沿齿条452的延伸方向移动,从而实现摆放组件7在第二水平方向y上的移动。
55.一个摆放组件7包括第一承载组件9、连接板71和第二承载组件10,第一承载组件9和第二承载组件10设置在连接板71上。参见图10,第一承载组件9包括第一摆放固定架组件91、第一承载板92和第二输送组件12,第一摆放固定架组件91包括第一固定板911、第一驱动组件912和第一倾斜板913,第一倾斜板913铰接于第一固定板911,第一驱动组件912驱动第一倾斜板913朝向或远离第一固定板911移动,第一承载板92设置在第一倾斜板913上。在本实施例中,第一驱动组件912包括气缸9121和连接凸起块9122,连接凸起块9122设置在第一固定板911上,气缸9121固定在第一倾斜板913上,气缸9121的驱动杆的自由端连接连接凸起块9122;当气缸9121驱动连接凸起块9122移动时,由于第一倾斜板913铰接于第一固定板911,带动第一倾斜板913移动,由于第一倾斜板913铰接于第一固定板911,使得第一倾斜板913相对第一固定板911发生倾斜。
56.第一承载组件9和第二承载组件10分别设置在连接板71上,第二承载组件10包括第二摆放固定架组件和第二承载板,第二摆放固定架组件包括第二固定板、第二驱动组件和第二倾斜板,第二倾斜板铰接于第二固定板,第二驱动组件驱动第二倾斜板朝向或远离第二固定板移动,第一驱动组件912的结构与第二驱动组件的结构相同。第二承载板设置在
第二倾斜板上;第一倾斜板913和第二倾斜板相互远离移动或相互朝向移动。
57.转动组件8用于同时驱动第一承载组件9和第二承载组件10转动。在本实施例中,转动组件8包括转动驱动组件81和转轴82,转动驱动组件81驱动转轴82移动,转动驱动组件81包括电机88和连接件821,电机88通过连接件812设置在宽度移动架42上,电机81驱动转轴82转动,转轴82与连接板71连接,从而带动连接板71移动,进而带动同时设置在连接板71上的第一承载组件9和第二承载组件10转动。转轴82的轴向沿竖直方向延伸,第一承载组件9和第二承载组件10分别位于转轴82的径向外侧壁上,转轴82带动第一承载组件9和第二承载组件10同时沿转轴82的竖直中心轴线移动。参见图11,本实施例中,第一固定板911和第二固定板上分别连接有第一抵接块93和第二抵接块94,第一抵接块93位于第一固定板911背离第一承载板92的侧壁上,第二抵接块94位于第一固定板911背离第一承载板92的侧壁上,第一抵接块93和第二抵接块94沿竖直方向共线设置,第一抵接块93与第二抵接块94之间连接有弹簧95,弹簧95沿其弹力方向的两端分别与第一抵接块93、第二抵接块94连接,弹簧95的伸缩方向与沿竖直方向延伸。当货物从落料组件6上掉落至第一承载板92时,弹簧95的设置可用于减震抗冲击。
58.由于两组摆放组件7分别一一对应地设置在两个落料组件6的正下方,而一组摆放组件7的承载板设置在该组承载组件中倾斜板背离另一组摆放组件7的侧壁上,避免两个摆放组件7转动时,发生碰撞。在本实施例中,摆放组件7中的第一固定板911和第一倾斜板913分别呈长板状,第一固定板911的长度方向和第一倾斜板913的长度方向分别沿竖直延伸,从而可缩短两组摆放组件7上的承接板之间的间距较小,使得摆放组件7可深入至车厢内部进行货物的摆放,从而缩短承载板与车厢底部之间的距离,避免货物高除掉落受到的损伤。
59.每个承载组件的倾斜板上垂直设置有承载板,承载板均沿水平方向设置,每个承载板上分别设置有第二输送组件12。
60.第二输送组件12包括第二输送驱动组件121和第二输送带122,第二输送驱动组件121驱动第二输送带122移动。当货物从落料组件6上掉落时,掉落至第一承载板92上的第二输送带122上,第二输送驱动组件121驱动第二输送带122上的货物掉落。当放置组件上的货物掉落至摆放组件上时,第一承载板92和第二承载板同时承载货物,第一承载板92上的第二输送带12和第二承载板上的第二输送带输送方向相同,从而驱动承载板上的货物移动掉落至车厢内。
61.在本实施例中,第二输送带122包括两个传动辊1221和输送带1222,输送带1222同时与两个传动辊1221连接,第二输送驱动组件121包括电机1211、两个传动轮1212和传动带,两个传动轮1212中的其一一个与电机1211共轴连接,另一个传动轮1212与其一传动辊1221共轴连接,两个传动轮1212之间连接有传动带,当电机1211驱动其一传动轮1212转动时,通过传动带带动另一传动轮1212转动,从而实现两个传动辊1221与输送带1222的转动。其中两个传动辊1221与传动带设置在承载板的上方,而电机1211设置在承载板的下方。
62.码垛装置包括传感器组件13,传感器组件13设置在移动架44的底部。传感器组件13包括至少一个第一传感器131、至少两个第二传感器132和至少两个第三传感器133,第一传感器131用于检测摆放组件在竖直方向上的位置,至少两个第二传感器132用于检侧摆放组件在第一水平方向x上的位置,至少两个的第二传感器132的检测方向共线反向,至少两个第三传感器133用于检测摆放组件在第二水平方向y上的位置,至少两个第三传感器133
的检测方向共线反向。多个传感器就三个不同方向对车辆的停放位置进行检测,通过传感器的检测确定摆放组件与车厢栏板之间的距离,根据该距离调整摆放组件的位置,从而确定货物下落方向和位置。在本实施例中,第一传感器131、第二传感器132和第三传感器133分别为红外传感器。
63.当装车车辆进入支撑架内的装车腔室内时,码垛装置内的竖直移动架41移动,使得传感器组件13进入车辆装货车厢内,传感器组件13中的第一传感器131、第二传感器132和第三传感器133对车辆的底部和侧栏板与传感器组件13之间的距离进行检测,控制组件接收传感器组件13输出的位置信号后,得到车辆停放倾斜数据,然后输出控制信号至长度方向移动驱动组件3、宽度方向移动驱动组件4和竖直方向移动驱动组件2和转动组件8,调整摆放组件7的位置。第一输送组件1开始输送货物,经过第二输送区段12调整货物输送的节奏,使得第二输送区段12上的每两个相邻的货物之间的间隙一致。第二输送区段12的出货口连接连接台61,第一输送组件1将货物移动至连接台61上,拨料组件5中的拨料片52将连续达到连接台61上的货物逐一拨至第一放置板632或第二放置板633上,其中放置板上的整形组件64对货物进行定位,保证货物能够从放置板组件上掉落至承载板上的同时,对货物进行整形,使其在装车车厢内平整地摆放。放置组件63中的第一放置板632和第二放置板633远离彼此运动,使放置组件63上的货物掉落在摆放组件7的承载板。在实际货物摆放的过程中,可根据不同的摆放位置,选择不同的货物掉落放置。在进行车厢四个角落的货物摆放或靠近车厢侧栏板的位置的货物摆放时,摆放组件7沿第二水平方向y或第一水平方向移动的同时,转动组件驱动摆放组件转动,待承载板移动至货物放置位置后,第二输送组件驱动货物从承载板上掉落,在掉落的过程中,货物存在三个分运动,分别是在第一水平方向x、第二水平方向y以及竖直方向三个方向上的分运动。在进行高于栏杆后的货物的摆放时,第一承载组件9和第二承载组件10中的倾斜板远离彼此移动,使得货物在掉落的过程中只沿竖直方向移动。在长度方向移动驱动组件3、宽度方向移动驱动组件4和竖直方向移动驱动组件2三个方向的移动驱动组件、转动组件8和摆放组件7的相互配合下,使得货物具有多种掉落方式,一层层地将货物堆放直至车厢被装满。
64.最后需要强调的是,以上所述仅为本发明的优选实施例,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种变化和更改,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1