一种检验卷烟包装质量的小盒透明膜的制作方法
1.本实用新型涉及卷烟包装技术领域,更具体地,涉及一种检验卷烟包装质量的小盒透明膜。
背景技术:
2.国标gb 5606-2005《卷烟》中卷烟包装与卷制质量中对小盒透明纸包装质量进行了要求,在卷烟生产中对小盒透明纸外观质量的判定主要依靠目测及尺量,由于小盒bopp膜为透明纸,质量缺陷不显眼,存在目测或尺量困难的问题,导致质量判定结果存在一定的差异性。
3.因此,如何提供一种可依据小盒包装膜的成形状态来直观检验透明膜包装质量以及包装机运行状态成为本领域亟需解决的技术难题。
技术实现要素:
4.本实用新型的目的是提供一种检验卷烟包装质量的小盒透明膜,可依据小盒包装膜的成形状态来直观检验透明膜包装质量以及包装机运行状态。
5.根据本实用新型的一方面,提供了一种检验卷烟包装质量的小盒透明膜,所述小盒透明膜包括盒身和盒底;
6.所述盒身由依次连接的第一连接面、正面、侧面、背面以及第二连接面组成,第一连接面或第二连接面的侧边设有端部定位标尺,所述小盒透明膜包裹在烟包上时,所述第一连接面与所述第二连接面粘贴相连;
7.所述盒底由所述盒身朝向上下两侧延伸形成,所述盒底上与所述正面和所述背面连接的部分上设有倾斜的折叠标尺,所述小盒透明膜包裹在烟包上时,所述盒身超出烟包的部分沿着所述折叠标尺的纹路朝向烟包的一侧折叠,以使得所述小盒透明膜将烟包完全包裹;
8.所述盒身上靠近其中一盒底的部位设有围绕所述盒身各面的拉线定位标尺,所述拉线定位标尺的上下两侧设有多处拉线偏移标尺。
9.可选地,根据本实用新型的检验卷烟包装质量的小盒透明膜,所述折叠标尺的倾斜方向为朝向盒底的内侧倾斜,且倾斜角度为45
°
至60
°
。
10.可选地,根据本实用新型的检验卷烟包装质量的小盒透明膜,所述折叠标尺的刻度线垂直于所述折叠标尺的倾斜方向。
11.可选地,根据本实用新型的检验卷烟包装质量的小盒透明膜,所述正面或所述背面上设有定位点,所述小盒透明膜通过所述定位点裁剪成单一的小盒包装膜。
12.可选地,根据本实用新型的检验卷烟包装质量的小盒透明膜,所述拉线定位标尺的刻度线为两条围绕所述盒身各面的平行线,且所述平行线垂直于所述盒身各面的左右两侧的侧边。
13.可选地,根据本实用新型的检验卷烟包装质量的小盒透明膜,所述拉线偏移标尺
的刻度线平行于所述拉线定位标尺的刻度线。
14.可选地,根据本实用新型的检验卷烟包装质量的小盒透明膜,所述拉线偏移标尺设置在所述正面和所述背面上的左右两侧的边缘上。
15.可选地,根据本实用新型的检验卷烟包装质量的小盒透明膜,所述拉线偏移标尺的数量为八处,所述正面和所述背面上分别设有四处。
16.可选地,根据本实用新型的检验卷烟包装质量的小盒透明膜,所述第一连接面的宽度和所述第二连接面的宽度之和大于所述侧面的宽度。
17.可选地,根据本实用新型的检验卷烟包装质量的小盒透明膜,所述第一连接面和所述第二连接面重合的部位为封烫部,所述端部定位标尺能够衡量所述封烫部的质量。
18.本实用新型能够直观、定量的检验小盒透明纸、拉线包装质量情况,减少人为因素,提高工作效率。通过在小盒透明膜上设置了多处标尺,折叠标尺能够衡量透明纸叠角边缘突出长度;通过包装时拉线实际位置与拉线定位标尺比对,衡量拉线位置的偏移,并通过拉线偏移标尺读出偏移的程度;端部定位标尺与实际包装的封烫宽度和位置能够衡量透明纸粘贴质量或者错位程度以及衡量透明纸两端搭口宽度差。
19.通过以下参照附图对本实用新型的示例性实施例的详细描述,本实用新型的其它特征及其优点将会变得清楚。
附图说明
20.被结合在说明书中并构成说明书的一部分的附图示出了本实用新型的实施例,并且连同其说明一起用于解释本实用新型的原理。
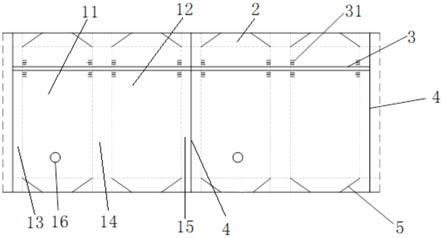
21.图1为本实用新型所公开的检验卷烟包装质量的小盒透明膜的平面图;
22.图2为本实用新型所公开的检验卷烟包装质量的小盒透明膜的立体图。
23.附图标记说明:1-盒身;11-正面;12-背面;13-第一连接面;14-侧面;15-第二连接面;16-定位点;2-盒底;3-拉线定位标尺;31-拉线偏移标尺;4-端部定位标尺;5-折叠标尺;6-封烫部。
具体实施方式
24.现在将参照附图来详细描述本实用新型的各种示例性实施例。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本实用新型的范围。
25.以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本实用新型及其应用或使用的任何限制。
26.对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为说明书的一部分。
27.在这里示出和讨论的所有例子中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它例子可以具有不同的值。
28.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
29.根据图1和图2所示,本实用新型提供了一种检验卷烟包装质量的小盒透明膜,小
盒透明膜包括盒身1和盒底2;盒身1由依次连接的第一连接面13、正面11、侧面14、背面12以及第二连接面15组成,第一连接面13或第二连接面15的侧边设有端部定位标尺4,小盒透明膜包裹在烟包上时,第一连接面13与第二连接面15粘贴相连;在设置时,正面11与背面12的尺寸相同,第一连接面13和第二连接面15最终所形成的面与侧面14的尺寸相同。
30.盒底2由盒身1朝向上下两侧延伸形成,盒底2上与正面11和背面12连接的部分上设有倾斜的折叠标尺5,小盒透明膜包裹在烟包上时,盒身1超出烟包的部分沿着折叠标尺5的纹路朝向烟包的一侧折叠,以使得小盒透明膜将烟包完全包裹;盒身1上靠近其中一盒底2的部位设有围绕盒身1各面的拉线定位标尺3,拉线定位标尺3的上下两侧设有多处拉线偏移标尺31。在实施时,折叠标尺5能够衡量透明纸叠角边缘突出长度;通过包装时拉线实际位置与拉线定位标尺3比对,衡量拉线位置的偏移,并通过拉线偏移标尺31读出偏移的程度;端部定位标尺4与实际包装的封烫宽度和位置能够衡量透明纸粘贴质量或者错位程度以及衡量透明纸两端搭口宽度差。从而使得本实用新型能够直观、定量的检验小盒透明纸、拉线包装质量情况,减少人为因素,提高工作效率。
31.进一步地,折叠标尺5的倾斜方向为朝向盒底2的内侧倾斜,且倾斜角度为45
°
至60
°
。折叠标尺5主要是衡量透明纸叠角边缘突出长度,及盒底2的最终成形状态,能够多处折叠尺寸相比对,能够快速有效的判断盒底2的成形质量。
32.进一步地,折叠标尺5的刻度线垂直于折叠标尺5的倾斜方向。当最终盒底2成形时,其叠角处的弯折线与折叠标尺5的刻度线之间的角度判断包装机在运行时,是否按照折叠标尺5的倾斜方向折叠。是则表明包装机运行状态良好,盒底2成形质量较高;否则表明盒底2成形质量较差,需要对包装机进行检修。
33.进一步地,正面11或背面12上设有定位点16,小盒透明膜通过定位点16裁剪成单一的小盒包装膜。现有技术中的小盒透明膜在生产过程中都是采用大批量生产,最后再分别裁剪成单一的小盒包装膜以供烟包使用,本实用新型通过在正面11或者背面12上设置定位点16,以便于后台识别,从而有利于裁剪。
34.进一步地,拉线定位标尺3的刻度线为两条围绕盒身1各面的平行线,且平行线垂直于盒身1各面的左右两侧的侧边。拉线主要是卷烟外包装上的一条透明纸,通过拉动该透明线便可撕开烟包的外包装膜,本实用新型在小盒透明膜上设置拉线定位标尺3则是为了与透明拉线更好的定位配合。通过包装时拉线实际位置与拉线定位标尺3比对,衡量拉线位置的偏移。
35.再进一步地,拉线偏移标尺31的刻度线平行于拉线定位标尺3的刻度线,通过拉线偏移标尺31读出偏移的程度。
36.再进一步地,拉线偏移标尺31设置在正面11和背面12上的左右两侧的边缘上。由于透明拉线围绕烟包盒身1的各个表面,则需要对每个表面上的透明拉线进行检验,而设置在正面11和背面12的边缘处则可以同时检验背面12与侧面14的偏移程度。
37.再进一步地,拉线偏移标尺31的数量为八处,正面11和背面12上分别设有四处。正面11和背面12的左右两侧边分别设置两处,从而不仅能够检验透明拉线的偏移程度,还能够检验小盒透明膜的弯折处的质量。
38.进一步地,第一连接面13与第二连接面15需要粘连,则第一连接面13的宽度和第二连接面15的宽度之和应当大于侧面14的宽度。
39.再进一步地,第一连接面13和第二连接面15重合的部位为封烫部6,端部定位标尺4能够衡量封烫部6的质量。端部定位标尺4与实际包装的封烫宽度和位置能够衡量透明纸粘贴质量或者错位程度以及衡量透明纸两端搭口宽度差。
40.虽然已经通过例子对本实用新型的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上例子仅是为了进行说明,而不是为了限制本实用新型的范围。本领域的技术人员应该理解,可在不脱离本实用新型的范围和精神的情况下,对以上实施例进行修改。本实用新型的范围由所附权利要求来限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1