一种胶带封箱检测装置及封箱打包机的制作方法
1.本实用新型属于胶带封箱技术领域,具体涉及一种胶带封箱检测装置及封箱打包机。
背景技术:
2.目前,纸箱成型机在纸箱成型过程中会自动将瓦楞纸皮打开折底后用透明胶带进行封底成型,然后经过输送带、装箱机、封箱机、码垛机后进入成品仓库,透明胶带封底效果受纸箱成型封底机性能不稳定和瓦楞纸皮质量的影响,会出现封底因胶带不够长、使用过程胶带断裂或没有胶带的情况,而导致纸箱封底缺胶,纸箱底部封箱不合格,在搬运时产品会从底部掉落,影响产品质量,增加产品损耗,同时存在爆伤搬运人员的安全隐患。
3.因此,需要一种新的技术以解决现有技术中纸箱底部封箱不合格容易造成不利影响的问题。
技术实现要素:
4.为解决现有技术中的上述问题,本实用新型提供了一种胶带封箱检测装置及封箱打包机,其具有可自动检测出纸箱底部封箱不合格的现象。
5.本实用新型采用了以下技术方案:
6.一种胶带封箱检测装置,包括第一检测机构和控制器,所述第一检测机构包括第一输送装置,所述第一输送装置与所述控制器电连接用于输送纸箱,所述纸箱底部设有第一折页和第二折页,所述第一折页与所述第二折页之间设有胶带封口,所述第一输送装置的上表面用于支撑所述第一折页,所述第二折页悬空设置;
7.所述第一检测机构还包括防护装置,所述防护装置沿所述第一输送装置布置且防护装置的宽度适于容纳所述纸箱;
8.所述第一输送装置还包括与所述控制器电连接的第一感应器和第二感应器,所述第一感应器、第二感应器用于感应位于所述第一输送装置的上表面下方的所述第二折页,所述第一感应器、第二感应器均位于所述第一输送装置的上表面的下方,所述第一输送装置具有第一输送方向,所述第一感应器与所述第二感应器之间的间距在所述第一输送方向上具有第一长度,所述胶带封口在所述第一输送方向上具有第二长度,所述第一长度小于所述第二长度。
9.作为本实用新型技术方案的进一步改进,所述防护装置包括平行设置的第一护栏和第二护栏,所述纸箱位于所述第一护栏与所述第二护栏之间,所述第一护栏与所述第二护栏之间的间距与所述纸箱的宽度匹配,所述第一输送装置的上表面位于所述第一护栏、所述第二护栏的下方。
10.作为本实用新型技术方案的进一步改进,所述第一检测机构还包括与所述控制器电连接的第一剔除器,所述第一剔除器沿所述输送方向位于所述第一感应器、第二感应器的后方,所述第一剔除器用于将所述第一感应器、第二感应器均感应到所述第二折页的所
述纸箱剔除。
11.作为本实用新型技术方案的进一步改进,还包括第二检测机构、胶带供应装置和胶带粘贴装置,所述第二检测机构包括从动轮和第三感应器,所述胶带供应装置上设有胶带,所述胶带从所述从动轮的外表面绕过后与所述胶带粘贴装置连接,所述第三感应器与所述控制器电连接且用于感应所述从动轮的转数;所述胶带粘贴装置沿所述输送方向位于所述第一检测机构的前方,所述胶带粘贴装置用于将所述第一折页与所述第二折页用所述胶带连接形成所述胶带封口。
12.作为本实用新型技术方案的进一步改进,所述从动轮沿轮周上设有至少一个感应块,所述第三感应器用于感应所述感应块。
13.作为本实用新型技术方案的进一步改进,所述从动轮沿轮周上均匀设有四个感应块。
14.作为本实用新型技术方案的进一步改进,所述第二检测机构还包括与所述控制器电连接的第二输送装置和第四感应器,所述第二输送装置用于输送所述纸箱并与所述第一输送装置物料连接且位于第一输送装置之前,所述第四感应器用于感应靠近所述胶带粘贴装置的纸箱,所述第四感应器与所述胶带粘贴装置电连接。
15.作为本实用新型技术方案的进一步改进,所述第二输送装置包括导轨,所述导轨包括两条平行设置的导向杆,两所述导向杆之间的间隙小于所述纸箱底部的宽度且大于所述胶带的宽度,所述纸箱的胶带封口位于两所述导向杆之间,所述胶带粘贴装置位于两所述导向杆下方。
16.一种封箱打包机,包括如上所述的胶带封箱检测装置。
17.与现有技术相比,本实用新型的有益效果为:
18.在第一检测机构中,防护装置沿所述第一输送装置布置且防护装置的宽度适于容纳所述纸箱以防止纸箱倾斜,第一感应器、第二感应器用于感应位于第一输送装置的上表面下方的纸箱底部的第二折页,第一感应器与第二感应器之间的间距在第一输送方向上具有第一长度,胶带封口在第一输送方向上具有第二长度,第一长度小于所述第二长度,可避免第一感应器与第二感应器无法同感应到同一纸箱上下垂的第二折页,当纸箱底部的应有的胶带封口处未粘贴胶带时,第一输送装置仅与其中第一折页接触,另一侧第二折页由于折页自身重力以及纸箱内物品的压力作用会自动向下翻折或垂下并超出第一输送装置的上表面,控制器接收第一感应器、第二感应器同时感应到垂下的折页的信号后,可提示工作人员纸箱底部的胶带封口不合格,可以在封箱打包的过程中自动检测出胶带封口不合格的纸箱,避免采用人工检查效率低且存在漏检的现象,减少纸箱底部胶带断裂或底部没有胶带的情况出现,从而避免出现因纸箱底部封口不合格而造成搬运时纸箱内的物品从纸箱底部掉落的情况,所剔除的不合格纸箱可放置在相应的封箱效果不合格纸箱存放区内。
附图说明
19.下面结合附图和具体实施方式对本实用新型的技术作进一步地详细说明:
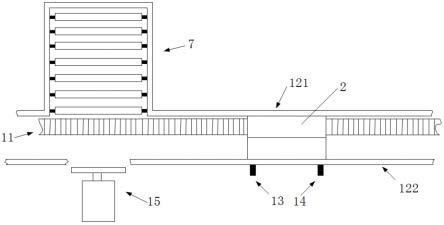
20.图1是本实用新型的第二检测机构的俯视图;
21.图2是本实用新型的第二检测机构的侧视图;
22.图3是本实用新型的第一检测机构的整体结构示意图;
23.图4是本实用新型的一种封箱打包机的布局图。
24.附图标记:
25.1-第一检测机构;11-第一输送装置;12-防护装置;121-第一护栏;122-第二护栏;13-第一感应器;14-第二感应器;15-第一剔除器;
26.2-纸箱;
27.3-胶带;
28.4-第二检测机构;41-从动轮;411-感应块;42-第三感应器;43-第二输送装置;431-导向杆;44-第四感应器;
29.5-第二检测机构;
30.6-胶带供应装置;
31.7-不合格纸箱存放区;
32.8-装箱机;
33.9-满箱检测;
34.10-喷码标识。
具体实施方式
35.以下将结合实施例和附图对本实用新型的构思、具体结构及产生的技术效果进行清楚、完整的描述,以充分地理解本实用新型的目的、方案和效果。需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。附图中各处使用的相同的附图标记指示相同或相似的部分。
36.需要说明的是,如无特殊说明,当某一特征被称为“固定”、“连接”在另一个特征,它可以直接固定、连接在另一个特征上,也可以间接地固定、连接在另一个特征上。此外,本实用新型中所使用的上、下、左、右等描述仅仅是相对于附图中本实用新型各组成部分的相互位置关系来说的。
37.参照图1至图4,一种胶带封箱检测装置,包括第一检测机构1和控制器,所述第一检测机构1包括第一输送装置11,所述第一输送装置11与所述控制器电连接用于输送纸箱2,可通过控制器控制第一输送装置11的启动模式与关闭,第一输送装置11可优选为用于输送纸箱2的输送链条,所述纸箱2底部设有第一折页和第二折页,所述第一折页与所述第二折页之间设有胶带封口,所述第一输送装置11的上表面用于支撑所述第一折页,所述第二折页悬空设置,纸箱2的底部的第一折页与第二折页相对设置,第一折页与第二折页对接可封闭纸箱2底部的开口,第一输送装置11的上表面与纸箱2底部的第一折页接触,另一侧的第二折页悬空,可根据纸箱2的规格或第一折页的尺寸选择第一输送装置11的上表面的宽度,以适配第一折页的尺寸,避免第一输送装置11的上表面与第二折页接触而阻挡第二折页下垂。所述第一检测机构1还包括防护装置12,所述防护装置12沿所述第一输送装置11布置且防护装置12的宽度适于容纳所述纸箱2,防护装置12的设置可防止纸箱2倾斜。
38.所述第一输送装置11还包括与所述控制器电连接的第一感应器13和第二感应器14,第一感应器13、第二感应器14均设有感应探头,所述第一感应器13、第二感应器14用于感应位于所述第一输送装置11的上表面下方的所述第二折页,所述第一感应器13、第二感应器14均位于所述第一输送装置11的上表面的下方,以便于感应到位于第一输送装置11上
表面下方的第二折页,所述第一输送装置11具有第一输送方向,第一输送方向可根据实际生产情况设置,可输送至下一个生产流程,第一感应器13与第二感应器14沿第一输送方向间隔设置,所述第一感应器13与所述第二感应器14之间的间距在所述第一输送方向上具有第一长度,第一长度可根据实际情况设置,所述胶带封口在所述第一输送方向上具有第二长度,胶带封口的长度方向可与第一输送方向同向设置,此时第二长度的数值与胶带封口长度的数值相等,所述第一长度小于所述第二长度。可避免第一感应器13与第二感应器14无法同感应到同一纸箱2上下垂的第二折页。
39.控制器可设置警示装置或与警示装置电连接,当纸箱2底部的胶带封口处缺少胶带3时,第一输送装置11用于支撑的上表面仅与其中第一折页接触,第二折页由于折页自身重力以及纸箱2内物品的压力作用会自动向下翻折或垂下并超出第一输送装置11的上表面,控制器接收第一感应器13、第二感应器14同时感应到垂下的第二折页的信号,从而控制警示装置启动以提示工作人员纸箱2底部的胶带封口不合格,此时可由工作人员手动剔除底部胶带封口不合格的纸箱2,或由控制器控制与其电连接的装置以剔除底部胶带封口不合格的纸箱2,可以在封箱打包的过程中自动检测出胶带封口不合格的纸箱2,避免采用人工检查效率低且存在漏检的现象,减少纸箱2底部胶带3断裂或底部没有胶带3的情况出现,从而避免出现因纸箱2底部封口不合格而造成搬运时纸箱2内的物品从纸箱2底部掉落的情况,所剔除的不合格纸箱2可放置在相应的封箱效果不合格纸箱2存放区内。
40.具体地,所述防护装置12包括平行设置的第一护栏121和第二护栏122,第一护栏121与第二护栏122的长度可根据实际情况选择,第一护栏121、第二护栏122均可优选为滚珠护栏,纸箱2的侧面可与滚珠护栏滚动连接,以便于纸箱2向前输送,所述纸箱2位于所述第一护栏121与所述第二护栏122之间,第一护栏121、第二护栏122可夹住纸箱2,防止纸箱2倾斜造成第一感应器13和第二感应器14感应到纸箱2而产生感应结果的误差,所述第一护栏121与所述第二护栏122之间的间距与所述纸箱2的宽度匹配,第一护栏121与第二护栏122之间的间距可调节,可根据不同规格的纸箱2调整两护栏之间的间距大小,所述第一输送装置11的上表面位于所述第一护栏121、所述第二护栏122的下方,第一输送装置11的上表面仅与第一折页接触并仅支撑第一折页时,第一护栏121和第二护栏122的设置可保证纸箱2不会倾倒。其中,第一护栏121与第二护栏122长度可等长设置,第一护栏121的长度可根据第一输送装置11的上表面在第一输送方向上的长度而选择,或与第一输送装置11在第一输送方向上具有的长度相适配,以保证在第一输送装置11输送纸箱2时,其上表面仅与第一折页接触并仅支撑第一折页的过程中纸箱2不会倾倒。
41.具体地,所述第一检测机构1还包括与所述控制器电连接的第一剔除器15,所述第一剔除器15沿所述输送方向位于所述第一感应器13、第二感应器14的后方,所述第一剔除器15用于将所述第一感应器13、第二感应器14均感应到所述第二折页的所述纸箱2剔除。当纸箱2底部的封口处未粘贴胶带3时,第一感应器13、第二感应器14同时感应到第二折页垂下的信号,控制器接收第一感应器13、第二感应器14同时感应到第二折页垂下的信号,从而启动剔除器将底部的胶带封口不合格的纸箱2剔除,所剔除的不合格纸箱2还可由剔除器将其放置在相应的封箱效果不合格纸箱2存放区内。
42.具体地,本方案的胶带3封箱检测装置还包括第二检测机构5、胶带3供应装置和胶带3粘贴装置,所述第二检测机构5包括从动轮41和第三感应器42,第三感应器42设有感应
探头,所述胶带3供应装置上设有胶带3,所述胶带3从所述从动轮41的外表面绕过后与所述胶带3粘贴装置连接,所述第三感应器42与所述控制器电连接且用于感应所述从动轮41的转数,胶带3不断地粘贴到纸箱2上时,从动轮41也随之不断转动。所述胶带3粘贴装置沿所述输送方向位于所述第一检测机构1的前方,所述胶带3粘贴装置用于将所述第一折页与所述第二折页用所述胶带3连接形成所述胶带封口。
43.本方案的胶带3封箱检测装置在应用过程中,先启动胶带3粘贴装置将纸箱2底部采用胶带3粘贴形成胶带封口,并同时由第二检测机构5进行对纸箱2上所粘贴的胶带3总长度进行检测。第二检测机构5检测合格后,再采用第一检测机构1对纸箱2的封口状况进行检测,或将待装箱的物品装进纸箱2后采用第一检测机构1对纸箱2的封口状况进行检测。经由第二检测装置检测时,可根据纸箱2上粘贴的胶带3长度的理想值在控制器上预设一个从动轮41转数数值,当从动轮41的转数小于控制器上的预设值时,控制器控制警示装置启动而提示工作人员,以便于将出现的底部胶带3长度不合格的纸箱2剔除,可以在封箱打包的过程中自动检测出胶带封口不合格的纸箱2,避免采用人工检查效率低且存在漏检的现象,减少出现因纸箱2封底胶带3不够长的情况而造成纸箱2底部封口不合格,从而避免出现因纸箱2底部封口不合格而造成搬运时纸箱2内的物品从纸箱2底部掉落的情况。
44.具体地,所述从动轮41沿轮周上设有至少一个感应块411,所述第三感应器42用于感应所述感应块411,胶带3不断地粘贴到纸箱2上时,从动轮41也随之不断转动,可根据第三感应器42所感应到感应块411的次数来计算纸箱2上所粘贴的胶带3的总长度,与感应器电连接的控制器可输出并显示从动轮41的转数或/和胶带3长度,可在控制器上预设胶带3长度值或从动轮41转数,当显示实际的胶带3长度小于预设长度值时,或从动轮41转数小于其预设数值时,控制器控制警示装置启动而提示工作人员,以便于将出现的胶带3长度不合格的纸箱2剔除。
45.具体地,所述从动轮41沿轮周上均匀设有四个感应块411,以便于减少第三感应器42对于纸箱2上粘贴的胶带3的长度的误差。
46.具体地,所述第二检测机构5还包括与所述控制器电连接的第二输送装置43和第四感应器44,所述第二输送装置43用于输送所述纸箱2并与所述第一输送装置11物料连接且位于第一输送装置11之前,所述第四感应器44用于感应靠近所述胶带3粘贴装置的纸箱2,所述第四感应器44与所述胶带3粘贴装置电连接,当控制器接收到第四感应器44感应到附近纸箱2的信号时,控制胶带3粘贴装置启动,从而将胶带3粘贴到纸箱2上,可实现自动控制胶带3封箱。当纸箱2离开第四感应器44的感应范围时,控制器可控制胶带3粘贴装置停止并切断与纸箱2连接的胶带3,此时从动轮41停止转动,在第四感应器44感应带纸箱2的这个计时区间内,控制器可输出在此计时区间内从动轮41的转数以及纸箱2上的胶带3长度。
47.具体地,所述第二输送装置43包括导轨,所述导轨包括两条平行设置的导向杆431,两所述导向杆431之间的间隙小于所述纸箱2底部的宽度且大于所述胶带3的宽度,所述纸箱2的胶带封口位于两所述导向杆431之间,所述胶带3粘贴装置位于两所述导向杆431下方,以便于胶带3可以更好地将纸箱2上的第一折页与第二折页固定连接,降低纸箱2底部胶带封口的不合格率。
48.一种封箱打包机,包括如上所述的胶带3封箱检测装置,可以在封箱打包的过程中自动检测出胶带封口不合格的纸箱2,避免采用人工检查效率低且存在漏检的现象,减少出
现纸箱2上粘贴的用于形成底部胶带封口的胶带3总长不够长、使用过程中底部胶带3断裂或底部没有胶带3的情况,从而避免出现因纸箱2底部胶带封口不合格而造成搬运时纸箱2内的物品从纸箱2底部掉落的情况。
49.在将货物装入纸箱2之前,先采用胶带3对纸箱2底部进行封口形成胶带封口,同时采用第二检测机构5对形成胶带封口的胶带3总长度进行检测,可检测出胶带3总长度不合格的纸箱2并将其剔除,然后将胶带3总长度合格的纸箱2输送至装箱机8的工位处进入装箱流程,将货物装入纸箱2内并对纸箱2内的货物进行检测,如满箱检测9,此时检测合格后可采用纸箱2喷码机对纸箱2进行喷码标识10,最后采用第一检测机构1对纸箱2底部胶带封口情况进行检测以避免出现纸箱2底部胶带3断裂或底部没有胶带3的情况出现,此时检测合格后即可进行封箱打包完成的流程,本方案的封箱打包机可以在封箱打包的过程中自动检测出胶带封口不合格的纸箱2,避免采用人工检查效率低且存在漏检的现象,减少出现纸箱2封底胶带3不够长、使用过程中底部胶带3断裂或底部没有胶带3的情况,从而避免出现因纸箱2底部封口不合格而造成搬运时纸箱2内的物品从纸箱2底部掉落的情况。
50.本实用新型所述的一种胶带封箱检测装置及封箱打包机的其它内容参见现有技术,在此不再赘述。
51.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,故凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1