柱镜光栅滚动热压印成型设备的制作方法
[0001]
本实用新型涉及柱镜光栅材料加工技术领域,更具体地讲,是涉及一种柱镜光栅滚动热压印成型设备。
背景技术:
[0002]
目前,柱镜光栅的生产主要是采用挤出流延成型方式和涂布压印方式,挤出流延设备生产柱镜光栅材料需要制作专门的光栅辊筒模具,不同的光栅结构需要不同的光栅辊筒模具,模具的制作成本高,生产周期长,适合大批量单一的产品生产,不适合小批量个性化产品的生产;而涂布压印方式生产柱镜光栅材料需要在基材表面涂布一层uv或热烘胶水,涂布胶水的材料不利于回收再利用,同时胶水的使用也不环保,容易造成二次污染。
[0003]
随着市场的变化,客户对个性化、定制化产品的需求越来越大,尤其是包装行业对环保的要求也越来越高,对柱镜光栅产品以及其他微结构产品提出了更高的要求,这就需要一种能快速反应市场的定制化产品生产设备,快速的将个性化设计方案通过生产实现,满足客户的需求。
技术实现要素:
[0004]
针对上述技术问题,本实用新型的目的在于提供一种柱镜光栅滚动热压印成型设备,其目的在于采用在线滚动热压印成型设备,以适用于小批量、个性化定制产品的生产,使得光栅材料的生产和应用更加多样化,具有很好的推广使用价值。
[0005]
本实用新型为了实现上述目的具体采用以下技术方案:
[0006]
柱镜光栅滚动热压印成型设备,包括沿柱镜光栅片材成型生产线依次设置的塑胶片材挤出装置、塑胶片材加热装置、滚动热压成型辊组和牵引装置,以使经过塑胶片材挤出装置生产的塑胶片材在线连续进入塑胶片材加热装置进行加热,加热到预设塑性状态后的塑胶片材进入所述滚动热压成型辊组进行热压成型,所述滚动热压成型辊组包括沿塑胶片材两侧相对设置的热压印成型辊和冷却定型胶辊,所述热压印成型辊具有与预制柱镜光栅结构相反的表面结构,以使热压成型的塑胶片材经所述滚动热压成型辊组后形成热压成型光栅片材,并经所述牵引装置进行收制。
[0007]
本技术方案由于热压印成型辊具有与柱镜光栅结构相反的表面结构,由此加热到预设塑性状态后的塑胶片材进入滚动热压成型辊组进行热压成型过程中,通过热压印成型辊对塑胶片材热压以及冷却定型胶辊冷却定型,根据预制不同结构的光栅片材更换不同表面结构的热压印成型辊,适用于小批量、个性化定制产品的生产,使得光栅材料的生产和应用更加多样化。
[0008]
优选地,所述热压印成型辊包括光面辊坯和包覆于光面辊坯表面的柱镜光栅镍板,所述柱镜光栅镍板具有与预制柱镜光栅结构相反的表面结构。
[0009]
优选地,在所述光面辊坯上设置有导向固定槽,以使将所述柱镜光栅镍板嵌入导向固定槽内,在所述牵引装置提供的牵引压力作用下使得柱镜光栅镍板与光面辊坯紧密贴
合。
[0010]
优选地,所述柱镜光栅镍板为棱镜光栅、菲涅尔透镜光栅或全息光栅中的一种,具体并不局限于此,当然也可以是利用光栅板雕刻的具有凹凸状的微结构。
[0011]
优选地,所述冷却定型胶辊的外表面敷设有硅胶层,以使所述冷却定型胶辊通过其硅胶层与成型塑胶片材接触挤压,用以对热压成型光栅片材进行冷却定型。上述结构,冷却定型胶辊采用硅胶包辊制作而成,其目的在于利用制得的冷却定型胶辊的弹性可以很好控制加热对热压成型材料的变形翘曲和厚度均匀性影响,同时对热压成型光栅材料起到一定的冷却定型的作用。
[0012]
优选地,所述冷却定型胶辊配置有冷却跟进辊,所述冷却跟进辊的外表面与冷却定型胶辊的外表面相接触,用以对冷却定型胶辊进行冷却,如此可有效避免冷却定型胶辊温度持续升高粘连塑胶片材。
[0013]
优选地,在所述冷却跟进辊内部设置有冷却水道,以使冷却水道与外部冷却循环水设备相连,通过向冷却水道内通入冷却介质对冷却跟进辊进行冷却。
[0014]
优选地,在所述热压印成型辊与牵引装置之间还设置有上导辊,以使经所述滚动热压成型辊组成型的光栅片材经过上导辊导向后再由牵引装置进行收制。采用上述结构,上导辊的设计目的在于起到牵引塑胶片材的作用,使得塑胶片材在热压印成型辊上有足够的冷却定型时间,进而完成定型后再脱模。
[0015]
优选地,所述牵引装置为牵引收卷装置,以使热压成型后的光栅材料通过牵引收卷装置进行收卷后离线进行裁切形成热压成型光栅片材;当然也可以在线不收卷直接裁切后形成热压成型光栅片材。
[0016]
如上所述,本实用新型至少具有如下有益效果:
[0017]
1.本实用新型采用柱镜光栅镍板包覆于光面辊坯表面的方式制成与预制柱镜光栅结构相反的表面结构的热压印成型辊,该热压印成型辊区别于现有挤出成型光栅辊,生产成本低且生产效率高,并适合各种微结构材料的加工和生产,对于个性化、定制化产品具有很好的推广使用价值。
[0018]
2.本实用新型热压印成型辊对应配置有冷却定型胶辊以形成滚动热压成型辊组,由此加热到预设塑性状态后的塑胶片材进入滚动热压成型辊组进行热压成型过程中,通过热压印成型辊对塑胶片材热压以及冷却定型胶辊冷却定型,根据预制不同结构的光栅片材更换不同表面结构的热压印成型辊,适用于小批量、个性化定制产品的生产,使得光栅材料的生产和应用更加多样化。
[0019]
3.本实用新型冷却定型胶辊采用硅胶包辊制作而成,其目的在于利用制得的冷却定型胶辊的弹性可以很好控制加热对热压成型材料的变形翘曲和厚度均匀性影响,同时对热压成型光栅材料起到一定的冷却定型的作用,该结构设计巧妙合理。
[0020]
4.本实用新型冷却定型胶辊配置有冷却跟进辊,并通过向冷却水道内通入冷却介质对冷却跟进辊进行冷却,用以对冷却定型胶辊进行冷却,如此可有效避免冷却定型胶辊温度持续升高粘连塑胶片材。
附图说明
[0021]
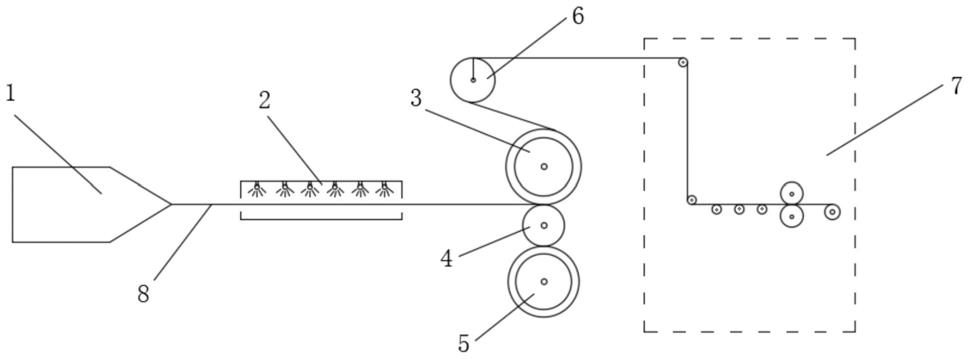
图1是本实用新型实施例柱镜光栅滚动热压印成型设备的示意图;
[0022]
图2是本实用新型实施例中热压印成型辊的侧视图。
[0023]
说明书附图中的附图标记包括:1-塑胶片材挤出装置;2-塑胶片材加热装置;3-热压印成型辊;4-冷却定型胶辊;5-冷却跟进辊;6-上导辊;7-牵引收卷装置;8-塑胶片材, 101-柱镜光栅镍板,102-导向固定槽。
具体实施方式
[0024]
下面结合附图,对本实用新型作详细的说明。
[0025]
为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。
[0026]
实施例一
[0027]
实施例一基本如图1所示:本实施例提供一种柱镜光栅滚动热压印成型设备,包括沿柱镜光栅片材成型生产线依次设置的塑胶片材挤出装置1、塑胶片材加热装置2、滚动热压成型辊组和牵引装置,以使经过塑胶片材挤出装置1生产的塑胶片材8在线连续进入塑胶片材加热装置2进行加热,加热到预设塑性状态后的塑胶片材8进入所述滚动热压成型辊组进行热压成型,所述滚动热压成型辊组包括沿塑胶片材8两侧相对设置的热压印成型辊3 和冷却定型胶辊4,所述热压印成型辊3具有与预制柱镜光栅结构相反的表面结构,以使热压成型的塑胶片材8经所述滚动热压成型辊组后形成热压成型光栅片材,并经所述牵引装置进行收制,本实施例中塑胶片材挤出装置1、塑胶片材加热装置2和牵引装置的具体结构及实现原理均为现有技术,其并不为本公开的改进点,故在此不作赘述。
[0028]
本实施例提供的热压印成型辊3具有与柱镜光栅结构相反的表面结构,由此加热到预设塑性状态后的塑胶片材8进入滚动热压成型辊组进行热压成型过程中,通过热压印成型辊3对塑胶片材8热压以及冷却定型胶辊4冷却定型,根据预制不同结构的光栅片材更换不同表面结构的热压印成型辊3,尤其适用于小批量、个性化定制产品的生产,使得光栅材料的生产和应用更加多样化,具有很好的推广使用价值。
[0029]
如图2所示,本实施例提供的热压印成型辊3包括光面辊坯和包覆于光面辊坯表面的柱镜光栅镍板101,柱镜光栅镍板101具有与预制柱镜光栅结构相反的表面结构,在光面辊坯上设置有导向固定槽102,以使将柱镜光栅镍板101嵌入导向固定槽102内,在牵引装置提供的牵引压力作用下使得柱镜光栅镍板101与光面辊坯紧密贴合。
[0030]
本实施例提供的柱镜光栅镍板101采用光栅板作为母模,并在光栅板母模上设置有与预制光栅片材结构相同的表面结构,具体可通过电铸法制作与光栅片材结构相同的光栅板母模表面结构。
[0031]
本实施例提供的冷却定型胶辊4的外表面敷设有硅胶层,以使冷却定型胶辊4通过其硅胶层与成型塑胶片材8接触挤压,用以对热压成型光栅片材进行冷却定型,由上述结构,冷却定型胶辊4采用硅胶包辊制作而成,其目的在于利用制得的冷却定型胶辊4的弹性可以很好控制加热对热压成型材料的变形翘曲和厚度均匀性影响,同时对热压成型光栅材料起到一定的冷却定型的作用。
[0032]
进一步地,冷却定型胶辊4配置有冷却跟进辊5,冷却跟进辊5的外表面与冷却定型胶辊4的外表面相接触,用以对冷却定型胶辊4进行冷却,如此可有效避免冷却定型胶辊4 温度持续升高粘连塑胶片材8;作为本实施例优选,在冷却跟进辊5内部设置有冷却水道,以
使冷却水道与外部冷却循环水设备相连,通过向冷却水道内通入冷却介质对冷却跟进辊5 进行冷却,该结构设计巧妙合理。
[0033]
本实施例在热压印成型辊3与牵引装置之间还设置有上导辊6,以使经滚动热压成型辊组成型的光栅片材经过上导辊6导向后再由牵引装置进行收制,采用上述结构,上导辊6 的设计目的在于起到牵引塑胶片材8的作用,使得塑胶片材8在热压印成型辊3上有足够的冷却定型时间,进而完成定型后再脱模。
[0034]
进一步地,本实施例提供的牵引装置为牵引收卷装置7,牵引收卷装置7可以是现有技术中的牵引收卷辊组,以使热压成型后的光栅材料通过牵引收卷装置7进行收卷后离线进行裁切形成热压成型光栅片材;当然也可以在线不收卷直接裁切后形成热压成型光栅片材。
[0035]
本实施例的具体实施方式为:
[0036]
塑胶片材挤出装置1生产的塑胶片材8在线连续进入塑胶片材加热装置2进行加热,加热到塑性状态后的塑胶片材8进入滚动热压成型辊组进行热压成型,滚动热压成型辊组通过热压和冷却定型制成热压成型光栅材料,热压成型后的光栅材料通过牵引收卷装置7 进行收卷后离线进行裁切形成热压成型光栅片材,也可在线不收卷直接裁切后形成热压成型光栅片材。
[0037]
实施例二
[0038]
实施例二与实施例一基本相同,其不同之处在于:本实施例提供的柱镜光栅镍板101 为棱镜光栅、菲涅尔透镜光栅或全息光栅中的一种,具体并不局限于此,当然也可以是利用光栅板设置的具有凹凸状的微结构,由此使得光栅材料的生产和应用更加多样化。
[0039]
综上所述,本实用新型柱镜光栅滚动热压印成型设备采用柱镜光栅镍板101包覆于光面辊坯表面的方式制成与预制柱镜光栅结构相反的表面结构的热压印成型辊3,该热压印成型辊3区别于现有挤出成型光栅辊,生产成本低且生产效率高,并适合各种微结构材料的加工和生产,对于个性化、定制化产品具有很好的推广使用价值,适合推广应用。
[0040]
以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1