一种复合材料风扇叶片与金属包边的胶接成型方法与流程
1.本发明属于树脂基复合材料成型技术领域,特别是涉及一种复合材料风扇叶片与金属包边的胶接成型方法。
背景技术:
2.碳纤维增强树脂基复合材料具有轻质、高比强度、高比模量、抗疲劳断裂性能好、耐腐蚀、便于大面积整体成形等独特的优点,已广泛应用于航空飞行器和发动机结构,成为航空装备的关键材料,其用量也已成为航空装备先进性的标志之一。复合材料风扇叶片是广泛应用于航空发动机的一种具有高精度要求的复合材料制件,复合材料叶片直接影响发动机的气动性能和噪音指标,同时还需要承受高速旋转产生的巨大的离心力、高速气流产生的气动力、叶片振动产生的疲劳载荷以及砂石、飞鸟等外来物的冲击等,对材料性能、成型质量和成型精度具有极高的要求。
3.为了保证发动机的安全性,风扇叶片通过抗异物冲击试验是发动机通过考核验证的必要条件,而复合材料风扇叶片本体自身很难承受飞机起飞时飞鸟或异物高速冲击产生的巨大能量(冲击速度可达300公里/小时以上),常规的办法是在复合材料风扇叶片本体的前缘增加金属包边以提高复合材料风扇叶片的抗冲击能力。
4.然而,复合材料风扇叶片本体是一种大扭转变截面复杂曲面结构,而叶片前缘更是发生扭转曲面变形最大的区域,而与之配合的金属包边是一种深v槽型扭转结构件,且自身刚性较强,二者的胶接匹配非常困难。首先,为了保证金属与复材的胶接界面强度,金属包边与复合材料风扇叶片本体的单侧胶层厚度必须控制在0.2mm~0.4mm范围以内,如果金属包边与复合材料风扇叶片本体的单侧胶层厚度超差,会导致界面强度下降无法满足发动机设计强度要求,而异形结构的胶层厚度控制是非常困难的;另外,为了保证胶接后叶片整体的气动外形,对复合材料风扇叶片本体和金属包边的相对位置关系有较高的精度要求,通常为
±
0.2mm,如果复合材料风扇叶片本体和金属包边的相对位置关系发生偏移,则无法满足发动机气动的要求,而复合材料叶片本体和金属包边为自由状态曲面,没有定位基准,相对位置的精度控制也是非常困难的。
5.因此,为了使复合材料风扇叶片能够在发动机上应用,需要有一种方法确保复合材料风扇叶片本体和金属包边胶接时的相对位置精度及胶接强度。
技术实现要素:
6.(1)要解决的技术问题
7.本发明实施例针对复合材料风扇叶片与金属包边两种复杂异型结构,提出一种高精度定位胶接成型的方法。
8.(2)技术方案
9.本发明的实施例提出了一种复合材料风扇叶片与金属包边的胶接成型方法,复合材料风扇叶片组合体由复合材料风扇叶片本体和金属包边胶接而成,其特征在于,所述的
成型方法至少包括以下步骤s110~步骤s170:
10.步骤s110,将限位球用胶黏结在所述金属包边的尖部和尾部内腔后备用;
11.步骤s120,将所述金属包边以其v型槽朝上方可拆卸地固定在专用的包边定位装置上,所述包边定位装置匹配电机后,具有带动所述金属包边实现xy平面0
°
~360
°
的旋转功能,调控所述包边定位装置的角度,使其与复合材料风扇叶片本体的插入角度匹配;
12.步骤s130,将纱网包裹在所述复合材料风扇叶片本体的前缘上,然后在纱网上放置胶膜,抽真空定型后备用;
13.步骤s140,将所述复合材料风扇叶片本体以其前缘)朝下可拆卸地固定在专用的叶片定位装置上,所述叶片定位装置匹配电机后,具有带动所述复合材料风扇叶片本体实现z向上下升降功能;
14.步骤s150,调节所述叶片定位装置在z向升降移动,使所述复合材料风扇叶片本体慢慢向下移动靠近所述金属包边,当前缘靠近v型槽时,调控所述包边定位装置开始缓慢旋转,使所述金属包边的v型槽始终与所述复合材料风扇叶片本体的前缘相匹配;
15.步骤s160,当所述复合材料风扇叶片本体的前缘即将与放置在所述金属包边中的限位球接触时,通过测量装置对叶片定位装置进行测量监控,当所述复合材料风扇叶片本体在z向达到理论位置时,所述叶片定位装置的升降移动和所述包边定位装置的旋转均停止,得到复合材料风扇叶片组合体;
16.步骤s170,将复合材料风扇叶片组合体,从所述包边定位装置和所述叶片定位装置中取出,依据选取胶膜的固化工艺参数进行固化,得到最终的复合材料风扇叶片。
17.进一步地,步骤s110中,所述限位球的直径与复合材料风扇叶片本体和金属包边内缘的孔隙长度一致。
18.进一步地,步骤s110中,所述限位球的材质与所述复合材料风扇叶片本体的材质相同。
19.进一步地,步骤s120中,所述包边定位装置包括旋转底座、定位槽、包边定位夹片、尖部定位块和榫部定位块,安装金属包边时,拉开全部包边定位夹片,将所述金属包边装在所述定位槽中,将尖部定位块和榫部定位块分别安装在金属包边的前、后侧,拧紧包边定位夹片,将金属包边牢固地固定在包边定位装置上,并调整旋转底座的角度使之与复合材料风扇叶片本体的插入角度匹配。
20.进一步地,步骤s130中,所述纱网的材质为玻璃纤维、碳纤维、凯夫拉纤维编织而成的多孔织物,单层厚度为0.2mm~0.25mm。
21.进一步地,步骤s140中,所述叶片定位装置包括定位支架、叶尖定位夹片、榫部定位夹片、榫部侧定位旋钮和定位基准,安装复合材料风扇叶片本体时,打开榫部定位夹片和榫部侧定位旋钮,将复合材料风扇叶片本体的榫部放置在定位支架上,拧紧榫部定位夹片和榫部侧定位旋钮,将叶尖定位夹片安装在定位装置上,将复合材料风扇叶片本体牢固地固定在定位装置上。
22.进一步地,所述金属包边采用钛合金、镍合金、铝合金的金属加工而成。
23.进一步地,所述复合材料风扇叶片本体采用碳纤维、玻璃纤维、凯夫拉纤维的原材料,采用预浸料/热压罐工艺成型或编织/rtm工艺成型。
24.(3)有益效果
25.1、本发明通过对复杂扭转曲面变截面的复合材料风扇叶片本体和扭转曲面深v型槽形的金属包边分别采用相应定位装置后,通过各自的定位装置实现了扭转曲面变截面结构的复杂定位基准向简单定位基准的转换,降低了复合材料风扇叶片本体和金属包边定位基准的复杂性;
26.2、本发明通过各自定位装置的旋转和升降功能实现了复合材料风扇叶片本体和金属包边的相互运动并精确定位,满足了设计的高精度要求;
27.3、本发明可以实现复杂扭转曲面变截面的复合材料风扇叶片本体和扭转曲面深v型槽形的金属包边的胶层厚度的精度控制,保证了胶接强度并满足设计要求。
28.综上所述,本发明可以实现两种不同材质的复杂自由扭转曲面风扇叶片结构和深v形包边结构的高精度定位并保证胶接强度,能够满足发动机对复合材料风扇叶片气动外形和抗冲击强度苛刻的要求。
附图说明
29.为了更清楚地说明本发明实施例的技术方案,下面将对本发明实施例中所需要使用的附图作简单地介绍,显而易见地,下面所描述的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
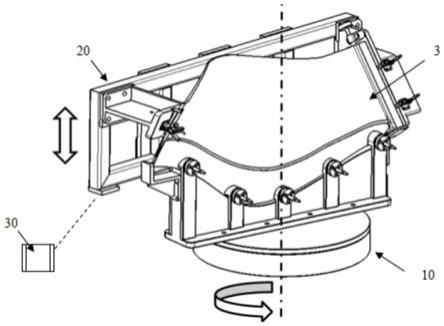
30.图1为本发明中复合材料风扇叶片本体与金属包边组合成复合材料风扇叶片的示意图;
31.图2本发明中金属包边与复合材料风扇叶片本体前缘相互限位的示意图;
32.图3为本发明中金属包边定位基准转换的示意图;
33.图4为本发明中复合材料风扇叶片本体前缘与金属包边胶层厚度控制方法的示意图;
34.图5为本发明中复合材料风扇叶片本体定位基准转换的示意图;
35.图6为本发明中复合材料风扇叶片本体和金属包边相互匹配运动的示意图。
36.图中:
[0037]1‑
复合材料风扇叶片本体;2
‑
金属包边;3
‑
前缘;4
‑
v型槽;5
‑
复合材料风扇叶片组合体;10
‑
包边定位装置;11
‑
尖部定位块;12
‑
榫部定位块;13
‑
定位槽;14
‑
包边定位夹片;15
‑
旋转底座;20
‑
复叶片定位装置;21
‑
叶尖定位夹片;22
‑
榫部定位夹片;23
‑
榫部侧定位旋钮;24
‑
定位基准;25
‑
定位支架;30
‑
测量装置;40
‑
限位球。
具体实施方式
[0038]
下面结合附图和实施例对本发明的实施方式作进一步详细描述。以下实施例的详细描述和附图用于示例性地说明本发明的原理,但不能用来限制本发明的范围,即本发明不限于所描述的实施例。
[0039]
需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参照附图并结合实施例来详细说明本技术。
[0040]
请参照图1至图6,本发明提供了一种复合材料风扇叶片与金属包边的胶接成型方法,复合材料风扇叶片组合体5由复合材料风扇叶片本体1和金属包边2胶接而成,所述的成
型方法只是包括步骤s110~步骤s170:
[0041]
步骤s110,将限位球40用胶黏结在金属包边2的尖部和尾部内腔后备用;限位球40的直径与复合材料风扇叶片本体1和金属包边2内缘的孔隙长度一致;限位球40的材质与所述复合材料风扇叶片本体1的材质相同。
[0042]
步骤s120,将金属包边2以其v型槽4朝上方可拆卸地固定在专用的包边定位装置10上,包边定位装置10匹配电机后,具有带动金属包边2实现xy平面0
°
~360
°
的旋转功能,调控包边定位装置10的角度,使其与复合材料风扇叶片本体1的插入角度匹配。
[0043]
本步骤中的包边定位装置10包括旋转底座15、定位槽13、包边定位夹片14、尖部定位块11和榫部定位块12,安装金属包边2时,拉开全部包边定位夹片14,将金属包边2装在定位槽13中,将尖部定位块11和榫部定位块12分别安装在金属包边2的前、后侧,拧紧包边定位夹片14,将金属包边2牢固地固定在包边定位装置10上,并调整旋转底座(15)的角度使之与复合材料风扇叶片本体1的插入角度匹配
[0044]
步骤s130,将纱网50包裹在复合材料风扇叶片本体1的前缘3上,然后在纱网50上放置胶膜60,抽真空定型后备用;纱网50的材质为玻璃纤维、碳纤维、凯夫拉纤维编织而成的多孔织物,单层厚度为0.2mm~0.25mm。
[0045]
步骤s140,将复合材料风扇叶片本体1以其前缘3朝下可拆卸地固定在专用的叶片定位装置20上,叶片定位装置20匹配电机后,具有带动复合材料风扇叶片本体1实现z向上下升降功能。
[0046]
本步骤中的叶片定位装置20包括定位支架25、叶尖定位夹片21、榫部定位夹片22、榫部侧定位旋钮23和定位基准24,安装复合材料风扇叶片本体1时,打开榫部定位夹片22和榫部侧定位旋钮23,将复合材料风扇叶片本体1的榫部放置在定位支架25上,拧紧榫部定位夹片22和榫部侧定位旋钮23,将叶尖定位夹片21安装在定位装置20上,将复合材料风扇叶片本体1牢固地固定在定位装置20上。
[0047]
步骤s150,调节叶片定位装置20在z向升降移动,使复合材料风扇叶片本体1慢慢向下移动靠近金属包边2,当前缘3靠近v型槽4时,调控包边定位装置10开始缓慢旋转,使金属包边2的v型槽4始终与复合材料风扇叶片本体1的前缘3相匹配。
[0048]
步骤s160,当复合材料风扇叶片本体1的前缘3即将与放置在金属包边2中的限位球40接触时,通过测量装置30对叶片定位装置20进行测量监控,当复合材料风扇叶片本体1在z向达到理论位置时,叶片定位装置20的升降移动和包边定位装置10的旋转均停止,得到复合材料风扇叶片组合体5。
[0049]
步骤s170,将复合材料风扇叶片组合体5,从包边定位装置10和叶片定位装置20中取出,依据选取胶膜的固化工艺参数进行固化,得到最终的复合材料风扇叶片。
[0050]
本发明的工作原理为:
[0051]
1、本发明设计并选取了复合材料风扇叶片本体榫部和叶尖型面为复合材料风扇叶片本体的定位基准,采用可移动拆卸式定位夹片将复合材料风扇叶片本体固定在预先设计的叶片定位装置上,然后以叶片定位装置的定位基准转化为复合材料风扇叶片本体的移动定位基准。
[0052]
2、本发明设计并选取了金属包边v型槽的前后斜面为金属包边的定位基准,采用松紧式定位夹片将金属包边固定在预先设计的定位装置上,然后以包边定位装置的旋转平
面转换为金属包边的旋转定位基准;
[0053]
3、本发明采用在复合材料风扇叶片本体的胶接区上预先附着纱网载体的方式,来保证复合材料风扇叶片本体和金属包边的胶层厚度在预设的范围内。
[0054]
4、本发明采用在金属包边深v型槽内部前后内缘预先附着限位球的方式,对金属包边与复合材料风扇叶片本体的相对位置进行了固定,不但能够在配合过程中对二者相互位置关系进行限制,而且还能避免在胶膜加热固化过程中由于真空作用导致的二者相互位置移动。
[0055]
5、叶片定位装置和包边定位装置分别采用上下运动和旋转运动的方式实现了复合材料风扇叶片本体和金属包边的高精度随动匹配,消除了扭转曲面结构复合材料风扇叶片本体和金属包边在配合过程中的干涉现象,解决了二者强制匹配带来的局部应力集中和变形问题。
[0056]
以下以实施例1为具体实施例说明,一种机织复合材料风扇叶片本体1的材质为ccf800/pr520n,采用编织/rtm工艺成型,金属包边2的材质为tc4钛合金,采用数控加工成型。对机织复合材料风扇叶片本体1和钛合金金属包边2进行胶接成型,步骤如下:
[0057]
1)加工一种容纳金属包边2的包边定位装置10,包边定位装置10由旋转底座15、定位槽13、包边定位夹片14、尖部定位块11和榫部定位块12组成,包边定位装置10匹配电机可实现360
°
旋转功能。
[0058]
2)加工一种容纳复合材料风扇叶片本体1的叶片定位装置20,叶片定位装置20由定位支架25、叶尖定位夹片21、榫部定位夹片22、榫部侧定位旋钮23和定位基准24组成,叶片定位装置20匹配电机可实现上下升降功能。
[0059]
3)加工一种复合材料限位球40,限位球40的直径与复合材料风扇叶片本体1和金属包边2内缘的孔隙长度一致。
[0060]
4)将限位球40用胶黏结在金属包边2的尖部和尾部内腔后备用。
[0061]
5)拉开包边定位装置10上的松紧式包边定位夹片14,将金属包边2放置在定位槽13中,将尖部定位块11和榫部定位块12分别安装在金属包边2的前、后侧,拧紧包边定位夹片14,将金属包边1牢固地固定在定位装置10上,并调整旋转底座15的角度使之与复合材料风扇叶片本体1的插入角度匹配。
[0062]
6)将玻璃布纱网50包裹在复合材料风扇叶片本体1的前缘3上,然后在纱网50上放置胶膜60,抽真空定型后备用。
[0063]
7)打开叶片定位装置20上的榫部定位夹片22和榫部侧定位旋钮23,将复合材料风扇叶片本体1的榫部放置在定位支架25上,拧紧榫部定位夹片22和榫部侧定位旋钮23,将叶尖定位夹片21安装在叶片定位装置20上,将复合材料风扇叶片本体1牢固地固定在叶片定位装置20上。
[0064]
8)打开叶片定位装置20的升降控制器,将复合材料风扇叶片本体1慢慢向下移动靠近金属包边2,当复合材料风扇叶片本体1的前缘3靠近金属包边2时,打开包边定位装置10的旋转控制器,包边定位装置10的旋转底座15开始缓慢转动,使金属包边2的v型槽4始终与复合材料风扇叶片本体1的前缘3相匹配。
[0065]
9)当复合材料风扇叶片本体1的前缘3快要与放置在金属包边2中的限位球40接触时,采用激光跟踪仪30对叶片定位装置20的定位基准24进行测量监控,当定位基准24达到
理论位置时,关闭叶片定位装置20的升降控制器和包边定位装置10的旋转控制器,本发明设计并选取了复合材料风扇叶片本体1榫部和叶尖型面为复合材料风扇叶片本体的定位基准,通过可移动拆卸式叶尖定位夹片21将复合材料风扇叶片本体1固定在预先设计的叶片定位装置20上,然后以叶片定位装置20的定位基准24转化为复合材料风扇叶片本体的移动定位基准。
[0066]
10)依次拉开金属包边1上的包边定位夹片14,取下尖部定位块11和榫部定位块12,打开复合材料风扇叶片本体2上的榫部定位夹片22和榫部侧定位旋钮23,取下叶尖定位夹片21。
[0067]
11)将复合材料风扇叶片组合体5从包边定位装置10和叶片定位装置20中取出,依据选取胶膜的固化工艺参数进行固化,得到最终的产品复合材料风扇叶片。
[0068]
对成型后的复合材料风扇叶片组合体5进行外观质量、内部质量检测,均满足设计要求。
[0069]
以上所述仅为本技术的实施例而已,并不限制于本技术。在不脱离本发明的范围的情况下对于本领域技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本技术的权利要求范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1