一种铝芯轮的生产装置及其生产工艺的制作方法
1.本发明涉及铝芯轮生产技术领域,特别涉及一种铝芯轮的生产装置及其生产工艺。
背景技术:
2.铝芯轮,属于一种行走轮,其一般的由在内的轮毂(即:内芯,一般的由高硅铝合金制作)和在外的外胎(即:外圈,一般的由橡胶、塑料或树脂等材质制作)。
3.目前,外圈的制作主要是采用注塑成型的方式制作,然而,现有的外胎成型后的结构非常单薄(或说单一),在成型后,通常是环形的形状,在堆放时,该种外胎极易变形,因此,会影响其后续与内芯的组装效果。
4.故而,亟需解决上述技术问题。
技术实现要素:
5.针对现有技术存在的不足,本发明的目的在于提供一种铝芯轮的生产装置及其生产工艺,旨在解决上述背景技术中出现的问题。
6.本发明的技术方案是这样实现的:一种铝芯轮的生产装置,包括熔炼炉、物料泵和模具,所述物料泵能够将熔炼炉内的物质抽离并送入模具内,其特征在于:所述模具至少包括:
7.第一模具;
8.第二模具;
9.其中,所述第一模具和第二模具之间形成有成型腔,所述成型腔至少由径向间隔设置内腔、外腔以及若干个筋腔组成,所述筋腔连通于内腔和外腔之间,且以内腔周向间隔分布,并在所述筋腔内设有凸部。
10.通过采用上述技术方案:
11.在本发明中,本发明对现有的模具进行改进,在本发明中,第一模具和第二模具形成的外胎具有内圈部分、外圈部分以及连接内圈部分和外圈部分的加强筋,由于加强筋的存在,会提高外胎的抗压强度,避免其变形,确保铝芯轮的生产质量。
12.优选为:所述第一模具和/或第二模具上设有预热区以及制冷区,还包括预热装置和制冷装置,所述预热装置或制冷装置能够被驱动装置控制进入或离开预热区或制冷区;
13.当预热装置进入预热区后,对成型腔进行预热;
14.当制冷装置进入制冷区后,对成型腔进行制冷。
15.通过采用上述技术方案:
16.本发明为例提高外胎的成型效果,在第一模具或第二模具上设置了预热区和制冷区,一般的,预热区和制冷区设置了固定不动的第二模具上,且利用预热装置可以在注塑前对成型腔进行预热,避免熔融的物料进入成型腔后,因成型腔过冷而影响成型效果,而制冷装置则可以在成型后,加速成型腔内产品的冷却效率,提高成型效率。
17.优选为:所述驱动装置包括:
18.至少两根限位轴,能够被第一驱动器控制靠近或远离第一模具和/或第二模具;
19.齿盘,与第一模具或第二模具同轴心设置,且能够被第二驱动器控制旋转,所述齿盘上设有开口,并在齿盘上设有以开口为中心间隔分布且供限位轴活动的限位槽;
20.环形活动轨,设于所述齿盘靠近第一模具或靠近第二模具的一侧,且与齿盘同轴心设置,并至少由具有若干个顶点和若干个底点构成,相邻的顶点和底点之间通过缓冲区连接,顶点、底点以及缓冲区形成供预热装置活动的波浪线轨迹;
21.铰接环,通过连接杆与齿盘配合,且设于所述开口内。
22.所述预热区包括若干个凹陷设于第一模具或第二模具上的第一预热腔以及位于相邻第一预热腔之间的第二预热腔,所述第一预热腔形成于相邻筋腔之间;所述预热装置包括:
23.限位轴套,与第一预热腔的腔口连接;
24.基座,所述基座的底部设有能够在环形活动轨上活动的滚珠,且所述基座与所述限位轴套的内壁滑动连接,当滚珠活动至顶点位置时,基座上升并进入第一预热腔内,当滚珠活动至底点位置时,基座下降并离开第一预热腔;
25.加热器,安装于基座上;
26.外轴套,套设于所述加热器上,并能够被第三驱动器控制旋转,且外轴套与加热器之间形成热交换腔,热交换腔能够被气源供气;
27.热交换容器,套设于所述外轴套上,且能够通过支撑部安装在基座上;
28.旋转头,固定与所述外轴套的顶端,且具有若干个与热交换腔连通且朝向第一预热腔腔壁的喷气孔;
29.第一连接嘴和第二连接嘴,与所述热交换容器连通,且连通位置分别位于热交换容器的最低处和最高处;
30.若干个热交换管,与各第二预热腔对应,且通过连接管与相邻的热交换容器的第一连接嘴或第二连接嘴连接;
31.其中,各热交换管和各热交换容器形成预热回路,所述预热回路内的介质能够被第四驱动器控制在预热回路中流动;
32.当第二驱动器控制齿盘正转时,基座上的滚珠从底点位置向顶点位置活动,并在顶点位置时,驱使加热器、外轴套、热交换容器进入第一预热腔中,并驱使各热交换管进入第二预热腔中;
33.当第二驱动器控制齿盘逆转时,基座上的滚珠从顶点位置向底点位置活动,并在底点位置时,使得加热器、外轴套、热交换容器离开第一预热腔,并驱使各热交换管离开第二预热腔。
34.所述制冷区包括若干个凹陷形成于所述第一模具或第二模具上的制冷槽,其中,所述制冷装置包括:
35.制冷器,至少具有一个制冷端,所述制冷端同轴心的设于在铰接环的内圈;
36.若干个冷交换片,均通过转轴与铰接环转动连接,且在冷交换片和齿盘上设有对应的转动轴,相应转动轴之间通过联动杆连接;
37.其中,所述冷交换片与制冷槽相匹配;
38.当第二驱动器控制齿盘逆转,并致使滚珠从顶点位置到底点位置的过程中,各冷交换片通过联动杆带动相互分散,通过第一驱动器带动限位轴上升,并抬起齿盘和铰接环使得冷交换片进入制冷槽内,对成型腔进行冷却;
39.当第二驱动器控制齿盘正转,并致使滚珠从底点位置到顶点位置的过程中,第一驱动器带动限位轴下降,并使得冷交换片离开制冷槽,同时,各冷交换片通过联动杆带动向制冷端靠近,并与制冷端接触,进行吸冷。
40.通过采用上述技术方案:
41.本发明设置了驱动装置,驱动装置能够选择的将预热装置或制冷装置与模具进行接触,使得预热和制冷有效的分离开,为了提高预热效果,本发明在模具上设置了第一预热腔和第二预热腔,第一预热腔设置相邻筋腔之间,第二预热腔形成于外圈(即:与外腔对应),从而使得预热装置能够对外腔进行有效的预热,确保外胎的成型质量,而在装配时,本发明内圈以及部分加强筋是会被减去的,因此,不会影响外胎的质量;
42.不仅如此,本发明的预热能够通过两种介质的活动进行:
43.第一种,气源能够将气体送入热交换腔中,并被加热器(本发明的加热器可以是现有的电加热器)进行加热,并从喷气孔喷出至第一预热腔中,从而对第一预热腔进行加热,并通过第一预热腔对成型腔的预热;
44.第二种,第四驱动器(可以是水泵),能够将水送入预热回路中,并在经过热交换容器时,与加热器或者第一预热腔中的热气进行热交换,形成热水,并在第二预热腔中对成型腔进行预热。
45.本发明的制冷装置能够被驱动装置控制相互靠近和相互分离,在靠近时与制冷器的一个制冷端接触进行吸冷,利用一个制冷端就能够对多个冷交换片制冷,在分离时,并被第一驱动器控制上升时,进入制冷槽中,对成型腔进行制冷,在分离时,各个冷交换片相对散开,可以提高制冷的面积。
46.优选为:还包括设于第一预热腔内的振料装置,其中,振料装置包括:
47.若干个从动齿轮,以外轴套为中心周向等距间隔与第一预热腔的腔底转动连接;
48.振动块,通过至少两根弹性条与第一预热腔的腔壁固定连接,且振动块与从动齿轮之间设有传动绳;
49.扇形齿轮,设于各个从动齿轮之间,且在旋转时能够分别与各从动齿轮啮合;
50.传动腔,形成于所述扇形齿轮上,且能够与旋转头配合;
51.当外轴套进入传动腔内后,第三驱动器控制外轴套旋转,带动扇形齿轮旋转,并依次带动各个从动齿轮旋转,当扇形齿轮与从动齿轮啮合并带动其旋转时,利用传动绳带动振动块向从动齿轮靠近,并拉伸弹性条,当扇形齿轮与从动齿轮分离时,弹性条收缩,并驱使振动块复位,使得振动块敲击第一预热腔的腔壁。
52.所述扇形齿轮远离第一预热腔的一侧设有导流块,所述导流块能够引导从喷气孔喷出的热气向热交换容器流动。
53.通过采用上述技术方案:
54.本发明还设置振料装置,振料装置可以使得成型腔振动,在进料时,可以确保物料的均匀程度,提高成型制冷,不仅如此,本发明的振料装置是通过预热装置进行驱动的,在一定程度上,减少的能熬(即:预热装置在预热时,本身也要启动驱动器);另外,本发明的振
料装置还可以以不同的角度完成对振料,进一步提高均匀程度。
55.此外,本发明还提供了一种铝芯轮的生产工艺,其使用上述的生产装置,其特征在于:
56.a)准备用于装配的内芯,内芯的外圈上设有若干个凹陷区;
57.b)将物料送入熔炼炉内进行熔融,并将熔融后的物料送入成型腔内进行注塑成型,成型后的外胎具有外圈、内圈以及连接外圈和内圈之间的若干条加强筋,加强筋上形成有切痕;
58.c)自切痕处将外胎的加强筋切除形成卡和部,并在外圈内部装入内芯,并使得卡和部卡入凹陷区内,完成组装;
59.d)将切除后的材料重写送入熔炼炉中进行回收利用。
60.还包括对成型腔的预热步骤和冷却步骤,其中,所述预热步骤包括:
61.e)在步骤b)前预热时,利用第一驱动器控制限位轴下降,并带动齿盘与铰接环下降,使得冷交换片离开制冷槽;
62.f)通过第二驱动器控制齿盘旋转,使得基座上的滚珠从环形活动轨的底点活动至顶点,从而使得加热器、外轴套、热交换容器进入第一预热腔内,同时使得各个热交换管进入第二预热腔内,随后启动加热器、第三驱动器、第四驱动器以及气源,加热器产热,第三驱动器控制外轴套旋转,气源将气体送入热交换腔内,第四驱动器控制介质在预热回路中流动;
63.g)当第三驱动器控制外轴套旋转时,加热器产生的热部分能够从喷气口以旋转的方式喷入第一预热腔内,通过第一预热腔对成型腔进行预热,加热器产生的热另一部分能够被热交换容器内的介质吸收,并且,预热回路内的介质能够被第四驱动器驱动在预热回路中流动,从而通过第二预热腔对成型腔进行预热;
64.所述冷却步骤包括:
65.h)在步骤e)至步骤g)时,各个冷交换片与制冷器的制冷端接触,完成吸冷工作;
66.i)当制冷时,第二驱动器控制齿盘旋转,使得基座上的滚珠从环形活动轨的顶点活动只底点,从而使得加热器、外轴套、热交换容器离开第一预热腔内,同时使得各个热交换管离开第二预热腔内,与此同时,各个冷交换片被联动杆带动以转轴为基点转动,并使得各个冷交换片散开;
67.j)第一驱动器控制限位轴上升,并带动齿盘和铰接环上升,使得各个冷交换片进入制冷槽内,通过制冷槽对成型腔进行冷却。
68.还包括振料步骤,所述振料步骤包括:
69.k)在预热步骤中,外轴套上升并使得旋转头卡入传动腔中;
70.l)当第三驱动器带动外轴套旋转时,通过旋转头与传动腔的配合能够带动扇形齿轮旋转,在扇形齿轮旋转的过程中,其能够分别与各个从动齿轮啮合,当扇形齿轮与从动齿轮的啮合的过程中,其带动从动齿轮旋转,并扯动传动绳将振动块向靠近从动齿轮的一侧拉扯,并拉伸弹性条,当扇形齿轮与从动齿轮分别后,振动块失去扯动的力,并通过弹性条复位撞击第一预热腔的腔壁,带动成型腔振动,提高物料在成型腔内的均匀程度。
71.本发明的有益效果至少具有:
72.1)在本发明中,成型的外胎的结构强度高,不易变形,从而确保铝芯轮的质量,不
仅如此,本发明的外胎在与内芯装配时,可以利用加强筋卡入内芯的凹陷区内,提高两者的适配紧密度,从而进一步确保质量;
73.2)在本发明中,设置的预热和制冷能够选择的在进料前进行预热,避免模具还未注塑完成,部分物料大量的吸冷,而影响成型质量,在成型过程中,利用制冷来提高成型的效率;
74.3)在本发明中,设置了振料装置,振料装置能够从不同的角度来对成型腔进行振动,确保物料填充的均匀程度,提高质量。
75.本发明的其它有益效果将在实施例中详细阐述,从而使得有益效果更加明显。
附图说明
76.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
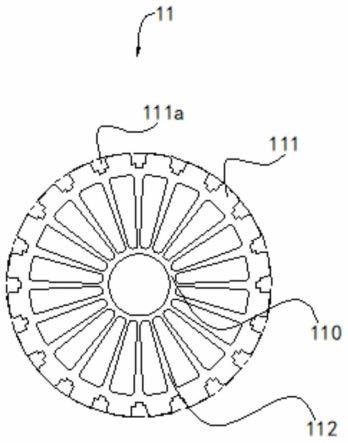
77.图1为本发明的内芯结构示意图;
78.图2为本发明外胎的结构示意图;
79.图3为本发明切除第一加强筋后的结构示意图;
80.图4为本发明内芯和外胎装配好的结构示意图;
81.图5为本实施例1的结构示意图;
82.图6为图5中的d-d剖视图;
83.图7为本实施例2的结构示意图;
84.图8为图7中的a-a剖视图;
85.图9为图7中的b-b剖视图;
86.图10为本实施例2中环线活动轨的部分侧面示意图;
87.图11为图7中的c-c剖视图;
88.图12为图7中的a部放大图;
89.图13为本实施例2中旋转头的结构示意图;
90.图14为本实施例2预热回路的结构示意图;
91.图15为本实施例2中图9的另一种状态示意图;
92.图16为本实施例3的结构示意图;
93.图17为图16中的e-e剖视图。
具体实施方式
94.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
95.实施例1
96.如图1-6所示,本发明公开了一种铝芯轮的生产装置,包括熔炼炉(图未示出)、物
料泵(图未示出)和模具,所述物料泵能够将熔炼炉内的物质抽离并送入模具内,其特征在于:所述模具至少包括:
97.第一模具21;
98.第二模具22;
99.其中,所述第一模具21和第二模具22之间形成有成型腔23,所述成型腔至少由径向间隔设置内腔230、外腔231以及若干个筋腔232组成,所述筋腔232连通于内腔230和外腔231之间,且以内腔230周向间隔分布,并在所述筋腔232内设有凸部233。
100.本实施例还提供一种铝芯轮的生产工艺,其使用上述的生产装置,其特征在于:
101.a)准备用于装配的内芯,内芯的外圈上设有若干个凹陷区;
102.b)将物料送入熔炼炉内进行熔融,并将熔融后的物料送入成型腔内进行注塑成型,成型后的外胎具有外圈、内圈以及连接外圈和内圈之间的若干条加强筋,加强筋上形成有切痕;
103.c)自切痕处将外胎的加强筋切除形成卡和部,并在外圈内部装入内芯,并使得卡和部卡入凹陷区内,完成组装;
104.d)将切除后的材料重写送入熔炼炉中进行回收利用。
105.在本实施例中,成型后的外胎10包括内圈部分100,外圈部分101以及连接内圈部分100和外圈部分101的第一加强筋102,优选的,第一加强筋102的数量可以是20根,也可以示不同情况而相应的增加或减少,第一加强筋102因在筋腔内设置了凸部,因此会形成切痕103,在安装时,参照切痕103将第一加强筋102切除,并形成能够卡入凹陷区111a的凸起104。
106.在本实施例中,内芯11包括内环110、外环111以及连接内环110和外环111的第二加强筋112(也可以称加强杆),优选的,本实施例的内芯的材质采用高硅铝合金,外环111上设有若干个凹陷区111a。
107.参考图1-6,在本实施例中:
108.在生产外胎时,首先,将第一模具和第二模具靠近并形成成型腔(可以通过现有的驱动装置,例如:气缸、液压缸等),将原材料送入熔炼炉(图未示出,由于熔炼炉是现有技术,因此在本实施例中不在详细赘述)内,经过熔炼后的物料被物料泵排出并送入成型腔内进行成型,成型完成后,分离第一模具和第二模具并取出外胎(参考图2),由于本实施例的外胎在成型后具有第一加强筋(现有的外胎仅具有外圈部分),因此,具有较强的结构强度,不易变形;
109.在组装时,可以按照切痕将第一加强筋切除,并将内芯塞入外圈部分,使得凸起卡入凹陷区内(在组装时可以接触现有的粘接剂),使得外圈部分和内芯组装,从而完成铝芯轮的制作。
110.在本实施例中,由于内芯上设有凹陷区,外圈部分上设置有凸起,因此会使得两者具有更强的配合效果。
111.并且,本实施例的第一加强筋和内圈部分被切除后可以作为原材料进行回收利用,来提高资源的利用率。
112.实施例2,同实施例1的不同之处在于
113.如图7-15所示,在本发明具体实施例中:所述第二模具22上设有预热区以及制冷
区,还包括预热装置和制冷装置,所述预热装置或制冷装置能够被驱动装置控制进入或离开预热区或制冷区;
114.当预热装置进入预热区后,对成型腔23进行预热;
115.当制冷装置进入制冷区后,对成型腔23进行制冷。
116.在本实施例中,所述驱动装置包括:
117.至少两根限位轴30,能够被第一驱动器31(例如:气缸、电动推杆等)控制靠近或远离第二模具22;
118.齿盘32,与第二模具22同轴心设置,且能够被第二驱动器33(例如:电机,第二驱动器33的输出端设有齿轮33a,齿轮33a与齿盘32啮合)控制旋转,所述齿盘32上设有开口320,并在齿盘32上设有以开口320为中心间隔分布且供限位轴30活动的限位槽321;
119.环形活动轨33,设于所述齿盘32靠近第二模具22的一侧,且与齿盘32同轴心设置,并至少由具有若干个顶点33a和若干个底点33b构成,相邻的顶点33a和底点33b之间通过缓冲区33c连接,顶点33a、底点33b以及缓冲区33c形成供预热装置活动的波浪线轨迹(滚珠在环形活动轨上活动的轨迹);
120.铰接环34,通过连接杆340与齿盘32配合,且设于所述开口320内。
121.所述预热区包括若干个凹陷设于第二模具22上的第一预热腔41以及位于相邻第一预热腔41之间的第二预热腔42,所述第一预热腔41形成于相邻筋腔232之间;所述预热装置包括:
122.限位轴套51(可以采用伸缩轴套,伸缩轴套包括可以相对轴向移动的大口径轴套和小口径轴套,两者滑动连接,小口径轴套的内壁与基座52滑动连接,大口径轴套与第一预热腔的腔口连接),与第一预热腔41的腔口连接;
123.基座52,所述基座52的底部设有能够在环形活动轨33上活动的滚珠520(例如:万向滚珠,或者滑块),且所述基座52与所述限位轴套51的内壁滑动连接,当滚珠520活动至顶点33a位置时,基座52上升并进入第一预热腔41内,当滚珠520活动至底点33b位置时,基座52下降并离开第一预热腔41;
124.加热器53(可以是电加热器),安装于基座52上;
125.外轴套54,套设于所述加热器53上,并能够被第三驱动器540(可以是电机)控制旋转,且外轴套54与加热器53之间形成热交换腔541,热交换腔541能够被气源(例如:气泵,图未示出,一般的通过现有的气管与热交换腔541连通,启动气泵时供气,不启动时,暂停供气,一般的是向热交换腔541的底部供气,以产生自下而上的气流)供气;
126.热交换容器55,套设于所述外轴套54上,且能够通过支撑部550安装在基座52上;
127.旋转头56,固定于所述外轴套54的顶端,且具有若干个与热交换腔541连通且朝向第一预热腔41腔壁的喷气孔560;
128.第一连接嘴57和第二连接嘴58(第一连接嘴和第二连接嘴可以是电磁控制阀),与所述热交换容器55连通,且连通位置分别位于热交换容器55的最低处和最高处;
129.若干个热交换管59,与各第二预热腔42对应,且通过连接管590(可以穿过限位轴套)与相邻的热交换容器55的第一连接嘴57或第二连接嘴58连接;
130.其中,各热交换管59和各热交换容器55形成预热回路59a,所述预热回路59a内的介质能够被第四驱动器59b(水泵)控制在预热回路59a中流动;
131.当第二驱动器33控制齿盘32正转时,基座52上的滚珠520从底点33b位置向顶点33a位置活动,并在顶点33a位置时,驱使加热器53、外轴套54、热交换容器55进入第一预热腔41中,并驱使各热交换管59进入第二预热腔42中;
132.当第二驱动器33控制齿盘32逆转时,基座52上的滚珠520从顶点33a位置向底点33b位置活动,并在底点33b位置时,使得加热器53、外轴套54、热交换容器55离开第一预热腔41,并驱使各热交换管59离开第二预热腔42。
133.在本实施例中:旋转头56包括本体561,安装在外轴套54的顶端,且在本体561内部形成于热交换腔541连通的热气腔562,热气腔562能够向各喷气孔560供气。
134.在本实施例中,所述第三驱动器540的输出端可以设置驱动齿轮541a,并在外轴套54的外壁设有与驱动齿轮541a啮合的齿圈(图未示出),从而使得第三驱动器540能够驱动外轴套54旋转。
135.在本实施例中,热交换管59和连接管590可以是硬质材质的管,其中第四驱动器59b可以通过水路组件与连接管590和热交换管59连接,水路组件包括:
136.第一支管5900,与热交换管59连通;
137.第一电磁三通阀5901,输入端与第一支管5900连通,且具有两个输出端;
138.第二支管5902,与第一电磁三通阀5901的一个输出端连接;
139.第三支管5903,与第一电磁三通阀5901的另一个输出连接;
140.第二电磁三通阀5904,具有一个输入端和两个输出端,且其中一个输出端与第二支管5902连接,另一个输出端通过第四支管5906与第四驱动器59a的进水口连接,输入端用于连接进水管5905,第四支管5906与第三支管5903的输出端连接;
141.在供水时,启动第四驱动器,第二电磁三通阀连通进水管和第四支管,第一电磁三通阀连通第一支管和第三支管,并向预热回路供介质(可以是水,也可以是其他介质),在介质加入完毕后,可以调整第二电磁三通阀关闭进水管和第四驱动器的连接,预热回路在第四驱动器启动的情况下,使得介质在预热回路中流动;
142.另外,在其中一个连接管590上还可以设有排水控制阀5907(也可以是三通阀),其在排水时开启,在不排水时关闭。
143.所述制冷区包括若干个凹陷形成于所述第二模具22上的制冷槽60,其中,所述制冷装置包括:
144.制冷器,至少具有一个制冷端61,所述制冷端61同轴心的设于在铰接环34的内圈,在本实施例中,制冷器可以是现有的冷凝器,或者热交换器等,其只需要将一根流动冷介质的管路伸入铰接环34中并构成制冷端61即可;
145.若干个冷交换片62,均通过转轴620与铰接环34转动连接,且在冷交换片62和齿盘32上设有对应的转动轴621,相应转动轴621之间通过联动杆622连接;
146.其中,所述冷交换片62与制冷槽60相匹配;
147.当第二驱动器33控制齿盘32逆转(可以是逆时针旋转),并致使滚珠520从顶点33a位置到底点33b位置的过程中,各冷交换片62通过联动杆622带动相互分散,通过第一驱动器31带动限位轴30上升,并抬起齿盘32和铰接环34使得冷交换片62进入制冷槽60内,对成型腔23进行冷却,由于滚珠520在底点33b位置,因此,当齿盘32上升时,也不会使得预热装置进入第一预热腔中,一般的顶点位置到底点位置的纵向高度差大于预热装置本身的高
度;
148.当第二驱动器33控制齿盘32正转(若逆转是逆时针旋转,则正转为顺时针旋转),并致使滚珠520从底点33b0位置到顶点33a位置的过程中,第一驱动器31带动限位轴30下降,并使得冷交换片62离开制冷槽60,同时,各冷交换片62通过联动杆622带动向制冷端61靠近,并与制冷端61接触,进行吸冷。
149.在本实施例中,连接杆340上设有缺口340a,铰接环34卡入该缺口340a中,且铰接环34上设有可以与制冷端61连接的限位杆340b,限位杆340b与制冷端61滑动连接(轴向滑动连接,即:限位杆能在制冷端的轴线方向上滑动,当齿盘旋转时,铰接环不会旋转),连接杆可以使得齿盘升起时铰接环也升起,确保冷交换片能够进入制冷槽,限位杆可以避免齿盘旋转时,铰接环也旋转,确保冷交换片能够展开和靠近。
150.还包括对成型腔的预热步骤和冷却步骤,其中,所述预热步骤包括:
151.e)在步骤b)前预热时,利用第一驱动器控制限位轴下降,并带动齿盘与铰接环下降,使得冷交换片离开制冷槽;
152.f)通过第二驱动器控制齿盘旋转,使得基座上的滚珠从环形活动轨的底点活动至顶点,从而使得加热器、外轴套、热交换容器进入第一预热腔内,同时使得各个热交换管进入第二预热腔内,随后启动加热器、第三驱动器、第四驱动器以及气源,加热器产热,第三驱动器控制外轴套旋转,气源将气体送入热交换腔内,第四驱动器控制介质在预热回路中流动;
153.g)当第三驱动器控制外轴套旋转时,加热器产生的热部分能够从喷气口以旋转的方式喷入第一预热腔内,通过第一预热腔对成型腔进行预热,加热器产生的热另一部分能够被热交换容器内的介质吸收,并且,预热回路内的介质能够被第四驱动器驱动在预热回路中流动,从而通过第二预热腔对成型腔进行预热;
154.所述冷却步骤包括:
155.h)在步骤e)至步骤g)时,各个冷交换片与制冷器的制冷端接触,完成吸冷工作;
156.i)当制冷时,第二驱动器控制齿盘旋转,使得基座上的滚珠从环形活动轨的顶点活动只底点,从而使得加热器、外轴套、热交换容器离开第一预热腔内,同时使得各个热交换管离开第二预热腔内,与此同时,各个冷交换片被联动杆带动以转轴为基点转动,并使得各个冷交换片散开;
157.j)第一驱动器控制限位轴上升,并带动齿盘和铰接环上升,使得各个冷交换片进入制冷槽内,通过制冷槽对成型腔进行冷却。
158.参考图7-15,在本实施例中:
159.本实施例提供了对第二模具进行预热的预热装置和对第二模具进行制冷的制冷装置,在生产时,原料还未注入成型腔前,可以利用预热装置进入第一预热腔和第二预热腔中对第二模具进行预热,在原料注塑完成,并且产品成型后,可以将预热装置移出并使得制冷装置进入制冷槽中,对成型腔进行制冷,提高产品的成型效率;
160.本实施例的预热原理是:
161.在预热时,首先,利用第一驱动器控制限位轴下降,确保冷交换片离开制冷槽,此时,利用第二驱动器带动齿盘旋转,并使得预热装置(即:基座)底部的滚珠在环形活动轨中活动,当滚珠活动至环形活动轨的顶点位置时,预热装置进入第一预热腔内,且同时热交换
管进入第二预热腔中,此时,启动加热器,直接对第一预热腔进行预热,并且,当第四驱动器向预热回路中通入介质时,介质在流动至热交换容器位置时,与加热器进行热交换,从而吸热,并通过第二预热腔对成型腔进行预热;
162.为了确保预热装置与第一预热腔同轴心活动,本实施例设置了限位轴套,限位轴套限制了基座的位置,因此,当齿盘旋转并带动环形活动轨活动时,预热装置能够纵向的升降,并且,为了确保预热装置在底点位置时也能够被限位轴套限制,本实施例将限位轴套设置成伸缩轴(伸缩轴是现有技术),一般的伸缩轴由大口径的轴套和小口径的轴套构成,且两者相互滑动确保两者能够进行相对的轴向移动,当预热装置在底点时,伸缩轴套处于展开状态,当预热装置在顶点时,伸缩轴套逐渐收缩;
163.本实施例的制冷原理是:
164.在制冷时,首先利用第二驱动齿带动齿盘旋转,并使得滚珠位于底点位置,此时预热装置离开第一预热腔,并且,通过第一驱动器控制限位轴上升,并抬起齿盘和铰接环,由于冷交换片安装在铰接环上,当铰接环上升时,冷交换片可以进入制冷槽中,从而完成制冷。
165.不仅如此,在本实施例中,为例提高制冷效果,本实施例的冷交换片在进入制冷槽时,当齿盘旋转时,其可以被联动杆带动而相对展开(参考图9到图15的变化),从而使得制冷片与第二模具的接触更加的分散,提高制冷的面积。
166.值得提及的是:
167.本实施例中,利用一个驱动装置就能够对预热装置以及冷交换片进行控制,还能确保两者在预热步骤和制冷步骤时不会产生冲突;
168.其次,在本实施例预热时,冷交换片(在本实施例中,冷交换片可以是装有水的扁平容器,也可以是现有技术中的其他材质,例如金属材质)因齿盘旋转而相互靠近,并与制冷器的制冷端接触进行吸冷,在对成型腔进行预热的过程中,完成吸冷,当冷却时,可以将冷交换片迅速的送入制冷槽中,反之,在制冷时,加热器和第四驱动器启动,完成对预热回路的预热,在下次预热时,可以直接进行预热,省去了前序加热的时间;
169.第三,在本实施例中,第一预热腔设置在相邻筋腔之间,第二预热腔与成型腔的外圈部分对应,其首先就能够确保筋腔和外圈部分收到的预热效果好,因此筋腔和外圈部分成型的产品是后续要组装到铝芯轮的,因此,首先就确保关键位置的预热效果,确保该部分位置的成型效果;
170.第四,在预热时,还可以利用第三驱动器控制外轴套旋转,当气泵将气体送入热交换腔内后,气体进行吸热,并从旋转头喷出(一般的,当吸热的气体不喷入第一预热腔内时,加热器对第一预热腔的预热效果是较低的,加热器产生的热会被热交换容器内流动的介质所吸收),喷出的气体可以与第一预热腔的腔壁接触,其也可以与热交换容器接触,前者提高或确保对成型腔的预热效果,后者可以加速热交换容器内的热交换效率,在本实施例中,当预热装置处于最底点时,第三驱动器停止,气泵也停止供气,因此,不会使得过多的热量进入第一预热腔,可以避免影响制冷效果;
171.第五,第一连接嘴和第二连接最设置热交换容器的最低处和最高处的目的时,可以尽量的提高介质在热交换容器内流动的时间,确保热交换效果。
172.实施例3,同实施例2的不同之处在于
173.如图16-17所示,在本实施例中:还包括设于第一预热腔41内的振料装置,其中,振料装置包括:
174.若干个从动齿轮80,以外轴套54为中心周向等距间隔与第一预热腔41的腔底转动连接;
175.振动块81,通过至少两根弹性条810与第一预热腔41的腔壁固定连接,且振动块81与从动齿轮80之间设有传动绳811;
176.扇形齿轮82,设于各个从动齿轮80之间,且在旋转时能够分别与各从动齿轮80啮合;
177.传动腔83,形成于所述扇形齿轮82上,且能够与旋转头56配合;
178.当外轴套54进入传动腔83内后,第三驱动器540控制外轴套54旋转,带动扇形齿轮82旋转,并依次带动各个从动齿轮80旋转,当扇形齿轮82与从动齿轮80啮合并带动其旋转时,利用传动绳811带动振动块81向从动齿轮80靠近,并拉伸弹性条810,当扇形齿轮82与从动齿轮80分离时,弹性条810收缩,并驱使振动块81复位,使得振动块81敲击第一预热腔41的腔壁。
179.所述扇形齿轮82远离第一预热腔41的一侧设有导流块82a,所述导流块能够引导从喷气560孔喷出的热气向热交换容器55流动。
180.在本实施例中,从动齿轮80上设有有供传动绳811连接的连接部80a,连接部远离从动齿轮80的轴心。
181.还包括振料步骤,所述振料步骤包括:
182.k)在预热步骤中,外轴套上升并使得旋转头卡入传动腔中;
183.l)当第三驱动器带动外轴套旋转时,通过旋转头与传动腔的配合能够带动扇形齿轮旋转,在扇形齿轮旋转的过程中,其能够分别与各个从动齿轮啮合,当扇形齿轮与从动齿轮的啮合的过程中,其带动从动齿轮旋转,并扯动传动绳将振动块向靠近从动齿轮的一侧拉扯,并拉伸弹性条,当扇形齿轮与从动齿轮分别后,振动块失去扯动的力,并通过弹性条复位撞击第一预热腔的腔壁,带动成型腔振动,提高物料在成型腔内的均匀程度。
184.参考图16-17,本实施例为了提高成型腔内物料的均匀程度,还设置了振料装置,在向成型腔内加料时,第三驱动器控制外轴套旋转,且由于旋转头卡入传动腔内,因此外轴套能够带动扇形齿轮旋转,并在扇形齿轮旋转时,分别与不同的从动齿轮啮合,并在啮合时,带动从动齿轮旋转,从而使得振动块向从动齿轮靠近,并在分离时,利用弹性条复位,并驱使振动块撞击第一预热腔的内壁,从而使得成型腔内部的物料振动,进而来提高成型腔内部物料的均匀程度。
185.参考图17,在本实施例中,由于设置了四个从动齿轮,因此,当扇形齿轮活动一周时,且能够对四个从动齿轮进行一轮驱动,并分别从第一预热腔的四侧墙壁进行敲击,从而来进一步提高物料的均匀程度。
186.不仅如此,本实施例还在扇形齿轮上设置了导流块,当扇形齿轮旋转时,导流块分别经过各个喷气孔的喷气路径,并对喷气孔喷出的气流进行引导,被引导的气流喷向热交换容器,提高热交换容器内的热交换效果。
187.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1