卧式冷柜箱体及卧式冷柜的制作方法
1.本实用新型涉及制冷设备,具体是卧式冷柜的结构改进。
背景技术:
2.铰链是卧式冷柜开门、门体悬停、关门的主要部件,其一端固定在门体上,另一端固定在箱体上以连接冷柜门体和箱体。通常铰链安装后,其会突兀地暴露在箱体外面,这样会对整个冷柜产品产生额外的尺寸,扩大产品的包装空间,降低组装和运输过程中实际的装机/装柜量,加大了实际生产成本。
3.为解决此问题,现有技术中通常采用两种方式,一种是为了保证冷柜外观效果,其箱体后背板为平面,在后背板顶边处与铰链对应位置处设置缺口,将铰链通过安装在一注塑成型的安装座的内凹安装槽内,然后将铰链与安装座一起再安装在缺口内,安装座后侧面与后背板平面平齐;二是箱体和门体采用转轴结构进行连接,门体、箱体带有同轴固定孔。
4.现有技术存在以下缺点和不足:
5.1、第一种方式使用注塑件安装座进行安装,组装工艺复杂,存在溢料等问题;
6.2、采用转轴结构,组装困难,需要门体、箱体结构配合精准,出现差异则无法配合。
技术实现要素:
7.本实用新型提供一种卧式冷柜箱体及卧式冷柜,可以避免铰链凸出于箱体外部,则避免增大卧式冷柜包装空间,且铰链安装结构简单,无需其他辅助部件,减小材料成本、易于拆装,提高了生产效率。
8.为达到上述技术目的,本实用新型所提出的卧式冷柜箱体采用以下技术方案予以实现:一种卧式冷柜箱体,包括箱壳,所述箱壳包括后背板,所述后背板具有位于其顶部处的铰链连接部,所述铰链连接部为竖直平面,所述后背板还具有与所述铰链连接部错开设置的凸出部,所述凸出部相比所述铰链连接部向后侧凸出。
9.所述凸出部的后侧面为竖直平面。
10.所述铰链连接部数量为多个,沿所述后背板的顶部左右长度方向间隔分布。
11.所述后背板的顶部为与所述铰链连接部平齐的竖直平面。
12.所述凸出部为冲压成型,其冲压深度为20-40mm。
13.所述凸出部的面积为所述后背板面积的90-95%。
14.相邻两所述铰链连接部之间的部位相比所述铰链连接部向后侧凸出。
15.相邻两所述铰链连接部之间的部位与所述凸出部持平。
16.相邻两所述铰链连接部之间的部位与所述凸出部一体冲压成型。
17.本实用新型还提出了一种卧式冷柜,包括:
18.箱体;
19.门体;
20.铰链,用于连接所述门体和所述箱体;
21.所述箱体为上述的卧式冷柜箱体,所述铰链的一端连接在所述铰链连接部上,另一端连接在所述门体的后侧面上。
22.与现有技术相比,本实用新型具有以下优点和积极效果:
23.1、本实用新型卧式冷柜箱体,其箱壳后背板上具有凸出部和铰链连接部,铰链连接部为竖直平面,凸出部与铰链连接部错开且相比铰链连接部向后侧凸出,则铰链连接部相比凸出部向前侧即朝向箱体内部侧凹陷,可以实现铰链安装后不凸出于箱体外侧;
24.2、铰链连接部为平面,凸出部相比铰链连接部向后侧凸出,铰链与箱体连接的一端可以直接螺钉连接在铰链连接部上,无需如现有技术在后背板上设置缺口和安装座来安装铰链,结构简单,没有附加辅助部件,不增加材料成本,同时拆装方便,有利于提高生产效率;
25.3、铰链安装后不凸出于箱体外侧,则能在保证箱体前后方向尺寸不变和发泡层主体厚度不变的前提下,可以提高冷柜的有效容积。
附图说明
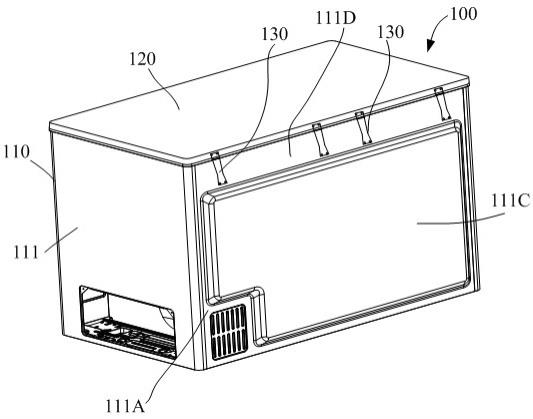
26.图1为本实用新型实施例一卧式冷柜后侧视角立体图;
27.图2为本实用新型实施例一卧式冷柜的箱体后侧视角立体图;
28.图3为本实用新型实施例二卧式冷柜后侧视角立体图;
29.图4为本实用新型实施例二卧式冷柜的箱体后侧视角立体图。
30.附图标记:
31.100、卧式冷柜;110、箱体;111、箱壳;111a、后背板;111b、铰链连接部;111c、凸出部;111d、顶部;111e、两铰链连接部之间的部位;112、内胆;120、门体;130、铰链。
具体实施方式
32.下面结合附图和具体实施方式对本实用新型的技术方案作进一步详细的说明。
33.在本实施例中需要说明的是,本实施例中所涉及到的方位词“前”、“后”、“左”和“右”是以卧式冷柜正常使用状态为基准,面向用户侧为前、背离用户侧为后,用户朝向冷柜,与用户左手侧同侧的为左,与用户右手侧同侧的为右。
34.实施例一
35.参照图1和图2,本实施例一种卧式冷柜100,包括箱体110、门体120和铰链130,铰链130用于连接门体120和箱体110;箱体110包括位于最外层的箱壳111、最内层的内胆112和位于箱壳111和内胆112之间的隔热层(未图示),箱壳111包括周向侧板和底板,周向侧板中的后背板111a具有位于其顶部111d处的铰链连接部111b,铰链连接部111b为竖直平面,后背板111a还具有与铰链连接部111b错开设置的凸出部111c,凸出部111c相比铰链连接部111b向后侧凸出。
36.本实施例卧式冷柜箱体,其铰链连接部111b为竖直平面,凸出部111c与铰链连接部111b错开且相比铰链连接部111b向后侧凸出,则铰链连接部111b相对凸出部111c向前侧即朝向箱体110内部侧凹陷,实现铰链130安装后不凸出于箱体110外侧;同时,铰链连接部111b为平面,相对凸出部111c向前侧即朝向箱体110内部侧凹陷,则铰链130与箱体110连接
的一端可以直接螺钉连接在铰链连接部111b上,无需如现有技术在后背板111a上设置缺口和安装座来安装铰链,结构简单,没有附加辅助部件,不增加材料成本,同时拆装方便,有利于提高生产效率;铰链130安装后不凸出于箱体110外侧,则能在保证箱体前后方向尺寸不变和发泡层主体厚度不变的前提下,可以提高冷柜的有效容积。
37.进一步地,凸出部111c的后侧面为竖直平面。
38.通常地,铰链130数量为多个,沿后背板111a的顶部左右长度方向间隔分布,以提高门体120和箱体110连接可靠性,则相应地,铰链连接部111b数量为多个,沿后背板111a的顶部111d左右长度方向间隔分布。
39.参照图1和图2,本实施例中后背板111a的顶部111d为与铰链连接部111b平齐的竖直平面。即后背板111a的顶部111d连同铰链连接部111b整体相对凸出部111c向箱体110侧凹陷,以便于加工。
40.进一步地,凸出部111c为冲压成型,其冲压深度以20-40mm为宜,本实施例中其冲压深度为30mm,由具体工况而定。
41.同时,凸出部111c的面积为后背板111a面积的90-95%,在符合冲压工艺的基础上,凸出部111c的面积尽可能大。
42.实施例二
43.参照图3和图4,与实施例一不同的是,本实施例中相邻两铰链连接部111b之间的部位111e也相比铰链连接部111b向后侧凸出,即后背板111a的顶部111d区域只需满足铰链连接部111b为平面以便安装铰链130即可。
44.相邻两铰链连接部111b之间的部位111e与凸出部111c持平。
45.优选地,相邻两铰链连接部111b之间的部位111e与凸出部111c一体冲压成型,以便于加工。
46.以上实施例仅用以说明本实用新型的技术方案,而非对其进行限制;尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的普通技术人员来说,依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或替换,并不使相应技术方案的本质脱离本实用新型所要求保护的技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1