机器人涂胶装置及胶枪的制作方法
[0001]
本实用新型涉及涂胶领域,更具体地说,涉及一种胶枪以及包含所述胶枪的机器人涂胶装置。
背景技术:
[0002]
目前机器人涂胶系统通常采用第三方涂胶设备伺服控制,使得胶枪出胶速度与机器人运动速度的匹配需要机器人运动速度的相关信号反馈,而机器人控制器和涂胶控制器之间的信号交互有一定的延时,从而导致机器人运动速度切换或者遇到转弯区域等时的涂胶效果不佳。
[0003]
因此,机器人涂胶系统的涂胶的工艺质量和节拍难以取得期望的效果,从而导致难以在车辆焊装车间实现理想的涂胶效果。
技术实现要素:
[0004]
本实用新型目的在于提供一种机器人涂胶装置,其能够优化机器人运动速度与胶枪出胶速度的匹配,以达到提高涂胶工艺质量和节拍的目的。
[0005]
为实现上述目的中的一个或多个,本实用新型提供一种以下技术方案。
[0006]
按照本实用新型的第一方面,提供一种机器人涂胶装置,所述机器人涂胶装置包括:胶枪;加热系统,其用于加热胶料;供胶泵;机器人控制器,其与所述胶枪连接以控制机器人运动速度与所述胶枪的出胶速度;以及涂胶控制器,其与所述机器人控制器连接以响应于来自所述机器人控制器的信号而控制所述加热系统和所述供胶泵。
[0007]
根据本实用新型一实施例的机器人涂胶装置,其中,所述机器人控制器配置为伺服控制所述胶枪以实现所述机器人运动速度与所述胶枪的出胶速度的匹配。
[0008]
根据本实用新型一实施例或以上任一实施例的机器人涂胶装置,其中,所述机器人控制器中集成有用于控制和监测所述胶枪的部件以用于控制和监测所述机器人的运动速度和所述胶枪的出胶速度。
[0009]
根据本实用新型一实施例或以上任一实施例的机器人涂胶装置,其中,所述机器人控制器与plc控制系统连接。
[0010]
根据本实用新型一实施例或以上任一实施例的机器人涂胶装置,其中,所述机器人涂胶装置还包括胶管,其配置为从供胶泵获取所述胶料并经由所述机器人控制器的控制来将所述胶料供给到所述胶枪。
[0011]
根据本实用新型一实施例或以上任一实施例的机器人涂胶装置,其中,所述机器人涂胶装置还包括示教器,其用于显示故障代码。
[0012]
根据本实用新型一实施例或以上任一实施例的机器人涂胶装置,其中,通过所述机器人控制器对涂胶过程中的故障进行诊断并保存错误记录而生成所述故障代码。
[0013]
根据本实用新型一实施例或以上任一实施例的机器人涂胶装置,其中,所述涂胶控制器进一步配置为当供胶泵停止运行预定时间后关闭所述加热系统。
[0014]
根据本实用新型一实施例或以上任一实施例的机器人涂胶装置,其中,所述胶枪包括枪嘴、转子、定子、减速机和壳体,并且所述胶枪由与所述胶枪相匹配的伺服电机驱动。
附图说明
[0015]
下面将通过附图详细描述本实用新型中的优选实施例,将有助于理解本实用新型的目的和优点,其中:
[0016]
图1为机器人涂胶系统的现有技术系统的框图。
[0017]
图2为按照本实用新型的一个实施例的机器人涂胶装置的框图。
[0018]
图3为按照本实用新型的一个实施例的胶枪结构的示意图。
具体实施方式
[0019]
现在将参照附图更加完全地描述本实用新型,附图中示出了本实用新型的示例性实施例。但是,本实用新型可按照很多不同的形式实现,并且不应该被理解为限制于这里阐述的实施例。相反,提供这些实施例使得本公开变得彻底和完整,并将本实用新型的构思完全传递给本领域技术人员。附图中,相同的标号指代相同的元件或部件,因此,将省略对它们的描述。
[0020]
图1为机器人涂胶系统的现有技术系统的框图。在现有技术中,机器人涂胶系统通常采用第三方涂胶设备伺服控制,涂胶的工艺质量和节拍难以取得期望的效果。
[0021]
如图1中所示,机器人涂胶系统包括plc控制系统1、机器人控制器2、涂胶控制器 3、胶枪4、加热系统5和供胶泵6。从图1中可以看出,胶枪4由胶枪控制器3控制,而胶枪4的出胶速度与机器人运动速度的匹配又需要机器人控制器2中的关于机器人运动速度的相关信号的反馈,机器人控制器2与涂胶控制器3之间存在信号交互的延时,从而导致机器人在运动速度切换是或者遇到转弯区域时等情况下,胶枪4的出胶速度与机器人运动速度难以良好地匹配,因此导致涂胶效果不佳。
[0022]
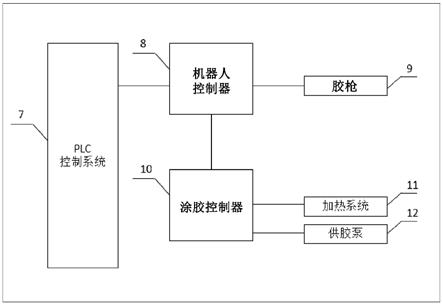
图2为按照本实用新型的一个实施例的机器人涂胶装置的框图。如图2中所示,按照本实用新型的一个实施例的机器人涂胶装置包括plc控制系统7、机器人控制器8、胶枪9、涂胶控制器10、用于加热胶料的加热系统11和供胶泵12。在图2中,机器人控制器8 与胶枪9连接以控制机器人运动速度与所述胶枪9的出胶速度。涂胶控制器10与所述机器人控制器8连接以响应于来自所述机器人控制器8的信号而控制加热系统11和供胶泵12。
[0023]
继续如图2中所示,机器人控制器8配置为伺服控制所述胶枪9以实现机器人运动速度与胶枪的出胶速度的匹配,例如,胶枪的出胶速度与机器人运动速度可匹配为线性相关,以保证涂胶质量。可选地,机器人控制器8中集成有用于控制和监测所述胶枪9的部件以用于控制和监测机器人的运动速度和胶枪的出胶速度。可选地,机器人控制器8与plc 控制系统7连接,整个机器人涂胶装置的控制和管理由plc控制系统7来实现。可选地,机器人涂胶装置还包括胶管(在图中未示出),其配置为从供胶泵12获取所述胶料并经由机器人控制器8的控制来将所述胶料供给到胶枪9。可选地,机器人涂胶装置还包括示教器 (在图中未示出),其用于显示故障代码,其中,通过机器人控制器8对涂胶过程中的故障进行诊断并保存错误记录而生成所述故障代码。可选地,当工件的规格或生产需求改变时,可通过示教器重新示教机器人来改变涂胶轨迹或重新制定控制程序来适应新的生产需求。
[0024]
可选地,涂胶控制器10进一步配置为当供胶泵12停止运行预定时间后关闭加热系统11。在一个实施例中,涂胶控制器10可以配置为当检测到供胶泵12在预定时间不运行后自动泄压,以防止胶料在不流动的状态下因高压变质而堵塞胶管。在又一实施例中,涂胶控制器10可以进一步配置为能够检测因系统漏胶严重造成的压力损失过大而影响供胶泵12 的运行频率,以防止供胶泵12长时间高频率运行而损害供胶泵12;此外,如果胶管破裂,供胶泵12应停止运行。
[0025]
可选地,加热系统11配置为按照胶料的种类、特性选择加热方式,诸如喷胶嘴加热、输胶管加热、定量机加热或者压胶盘加热等。所述加热系统11进一步配置为被涂胶控制器10控制,在涂胶控制器10检测到供胶泵12在预定时间不运行后关闭加热系统11,以防止胶料在不流动的状态下持续加热而硬化堵塞胶管。
[0026]
需要说明的是,在图2中仅示出了包括一个胶枪9的机器人涂胶系统,但是本领域技术人员容易理解的是,在不改变本实用新型的对胶枪的控制方式的前提下,可以在机器人涂胶系统中应用多于一个的胶枪,但需要保证每个胶枪的动力和控制是相互独立、互不影响的,而不限于图2中的实施例。
[0027]
在一个实施例中,尽管图2中未示出,机器人控制器可以是现有的fanuc机器人控制器,涂胶控制器可以是现有的sca控制器,以及胶枪可以是现有的兵神胶枪。需要注意的是,所述兵神胶枪由与其相对应的fanuc伺服电机驱动。然而,本领域技术人员容易理解的是,在不改变本实用新型的对胶枪的控制方式的前提下,可以使用现有的其它机器人控制器、涂胶控制器和胶枪来实现本实用新型的其它形式的实施例。
[0028]
图3为按照本实用新型的一个实施例的胶枪结构的示意图。如图3中所示,胶枪包括用于决定胶料涂覆形状的枪嘴13、转子14、减速机15、定子16和壳体17,并且所述胶枪由与所述胶枪相匹配的伺服电机18驱动。
[0029]
以上实施例中的机器人涂胶装置可在焊装车间中应用于多种工件加工,诸如玻璃涂胶、门防护条、天窗密封、车灯、仪表盘粘接等,其通过对胶枪的伺服控制优化了机器人运动速度和胶枪出胶速度的匹配,以达到提高涂胶工艺质量和节拍的目的。
[0030]
尽管只对本实用新型的一些实施方式进行了描述,但是本实用新型的技术范围不仅仅局限于以上所说明的实施方式的内容,本领域技术人员可以在不偏离本实用新型的技术思想和精神的前提下,对上述实施方式进行各种变形和修改,而这些变形和修改均应当落入本实用新型的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1