一种电池钢壳除油装置的制作方法
1.本实用新型涉及一种除油装置,尤其是一种电池钢壳除油装置,用于电池钢壳在电镀前的除油处理。
背景技术:
2.随着电镀技术的飞速发展,电池厂家对电池钢壳的性能要求也越来越高。而电镀前处理技术对电镀工艺的影响也越来越明显。目前电池钢壳在电镀前的前处理通常采用四级除油方式:一级除油
→
二级除油
→
三级除油
→
四级除油
→
水洗,每个除油槽有三个除油工位,按照时间节拍,每个工位经45分钟除油后进入二级除油,再经45分钟除油后进入三级除油,再经45分钟除油后进入四级除油,经水洗后除油完成。传统的除油方式在实际应用中存在以下缺陷:
3.a、电池钢壳在除油过程中,由于油液分散到除油液中,经几次除油后会污染后面除油液,处理周期下降,一般在一周后需要更换除油母液。
4.b、对电池钢壳性能的影响,由于除油效果持续下降,造成钢壳表面的油污不能彻底清除,影响电镀性能。造成电镀时致密性能差、结合力差、结晶粗糙等。
5.c、水资源及药剂添加增加,引起的资源浪费。
6.d、更换周期短产生大量的除油废液,废水处理难度大。
7.由上所述,该方式在实际运行中造成了除油液的极大浪费,处理周期短,槽内含有大量的油,影响电池钢壳的清洗效果,因此,为了彻底去除电池钢壳表面及内盲孔的油污,提高钢壳电镀致密性能,研发出一种先进的除油工艺迫在眉睫。
技术实现要素:
8.本实用新型所要解决的技术问题是针对上述的技术现状而提供一种设计合理、除油效果好的电池钢壳除油装置。
9.本实用新型解决上述技术问题所采用的技术方案为:一种电池钢壳除油装置,包括依次连通设置的一级除油槽、二级除油槽、三级除油槽、四级除油槽和水洗槽,其特征在于:所述一级除油槽的前侧增设预除油槽和前水洗槽,四级除油槽与水洗槽之间增设精除油槽,预除油槽的一侧设有与预除油槽的上部液面相连通的撇油槽,撇油槽内设有可将除油液的表面油污撇去的撇油机构。
10.作为改进,所述预除油槽的底部侧面安装有向槽内补充溶液的磁力泵,预除油槽的液面上方安装一个与槽宽度相同的铁管,铁管一侧间隔打孔,溶液从该孔中打出,冲刷预除油槽表面液面,在另外一侧溶液上方焊接一个l型不锈钢槽作为撇油槽,l型不锈钢槽上方与液面平,在槽的一侧开孔,溶液流入撇油槽中,撇油槽内设有将除油液的表面油污撇去的撇油机构,安装撇油机构的撇油槽依次通过阀门、磁力泵回接预除油槽上的铁管,从而使预除油槽溶液形成一个循环。
11.进一步,所述铁管的直径为32~40mm,铁管一侧间隔5~10cm打孔,孔的直径为4~
6mm,l型不锈钢槽的尺寸为10
±
1*10
±
1cm。
12.进一步,所述撇油机构包括多个可转动的塑料盘,塑料盘设置在撇油槽内且浸没在溶液中,撇油机构具有电动机安装在撇油槽一侧的上方,塑料盘就安装在电动机驱动的连接轴上,另有挡油板倾斜地布置在塑料盘的前侧,并在液体上方,与塑料盘配合来承接撇出的废油,挡油板延伸出撇油槽的前侧后,就通过除油管去连接废油容器。
13.进一步,所述预除油槽内竖直设有注液管,注液管上间隔开孔,注液管与精除油槽相连接,精除油槽更换的槽液补充至预除油槽和其他四个除油槽中。
14.最后,所述精除油槽的底部侧面安装有向槽内补充槽液的加液泵,且槽液每天更换。
15.与现有技术相比,本实用新型的优点在于:增设预除油槽、前水洗槽和精除油槽,预除油槽具有除油撇油功能,不但将钢壳表面大部分油污清洗干净,且撇去除油液的表面油污;前水洗槽将钢壳进入除油槽前清洗钢壳表面赃物;精除油槽彻底去除钢壳表面的油污及赃物,使得钢壳清洁度增加;精除油槽更换的槽液补充至预除油槽和其他四个除油槽中,使得清洗的钢壳能达到一致的效果。本实用新型结构合理,除油效果好,不但有效去除钢壳表面及内盲孔的油污,提高钢壳电镀致密性能,同时还提高除油母液的使用周期,起到降本增效的作用,减少了环境污染因素。
附图说明
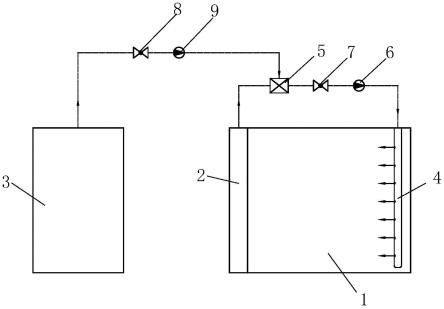
16.图1为本实用新型实施例的预除油槽和精除油槽的结构示意图;
17.图2为本实用新型实施例的除油工艺流程图;
18.图3为撇油槽上的撇油机构的结构原理图。
具体实施方式
19.以下结合附图实施例对本实用新型作进一步详细描述。
20.如图1所示,一种电池钢壳除油装置,包括依次设置的预除油槽1、前水洗槽、一级除油槽、二级除油槽、三级除油槽、四级除油槽、精除油槽3和水洗槽,并依次管道连通,其中预除油槽1的一侧设有与预除油槽1的上部液面相连通的撇油槽2,撇油槽2内设有可将除油液的表面油污撇去的撇油机构。
21.具体结构为:预除油槽1的底部侧面安装有向槽内补充溶液的磁力泵6,预除油槽1的液面上方安装一个与槽宽度相同的直径为32-40mm的铁管4,铁管4一侧间隔5-10cm打孔,孔的直径为4~6mm,溶液从该孔中打出,冲刷预除油槽1表面液面,在另外一侧溶液上方焊接一个尺寸为10
±
1*10
±
1cm的l型不锈钢槽作为撇油槽2,l型不锈钢槽上方与液面平,在槽的一侧开孔,溶液流入撇油槽2中,撇油槽2内设有可将除油液的表面油污撇去的撇油机构5,安装撇油机构5的撇油槽2依次通过阀门7、磁力泵6回接预除油槽1上的铁管4,从而使预除油槽1溶液形成一个循环。
22.如图3,撇油机构5包括二个可转动的塑料盘53,塑料盘53设置在撇油槽2内且浸没在溶液中,撇油机构5具有电动机52安装在撇油槽2一侧的上方,塑料盘53就安装在电动机52驱动的连接轴上,实现了塑料盘53与撇油机构5相连接,另有挡油板54倾斜地布置在塑料盘53的前侧,并在液体上方,与塑料盘53配合来承接撇出的废油,挡油板5延伸出撇油槽2的
前侧后,就通过除油管55去连接废油容器51,塑料盘53按照每分钟转动二周的设置频率,将油污撇去。
23.预除油槽1的工位为二用一备方式,预除油槽1内远离撇油槽2的一侧竖直设有注液管,注液管上间隔开孔,注液管通过管路、安装撇油机构5的撇油槽2与精除油槽3相连接,管路上设有阀门8和磁力泵9,精除油槽3更换的槽液通过管路补充至预除油槽1和其他四个除油槽中,使得清洗的钢壳能达到一致的效果。精除油槽3的工位为二用一备方式,精除油槽3的底部侧面安装有向槽内补充槽液的加液泵,且槽液每天更换。预除油槽1污染溶液通过撇油方式,撇去溶液油污,更换时只需要更换一个工位的母液。
24.四个除油槽和水洗槽的结构与现有技术一致。
25.具体除油过程是这样的:
26.除油工艺流程如图2所示,电池钢壳经过预除油槽1的预除油后,通过前水洗槽水洗钢壳表面脏物,此时钢壳表面大量油污基本已经清洗完成,然后进入一级除油槽,通过一级除油槽再进入二级除油槽、再进入三级除油槽、再进入四级除油槽,此时钢壳内外基本清洗彻底,接着进入精除油槽3,更加彻底的清洗电池钢壳内外油污,使得钢壳清洁度增加;最后经水洗槽水槽即完成除油。
27.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1