螺钉的制作方法
[0001]
本发明涉及一种具有权利要求1前序部分特征的螺钉。尤其是,本发明涉及一种自攻螺钉,在材料(例如木材或者塑料)本身中的配对螺纹本身与该自攻螺钉的螺纹相切。
背景技术:
[0002]
专利ep 2 326 848 b1公开了一种自攻螺钉,其具有螺钉杆、在螺钉杆的后端部处的螺钉头部、在螺钉杆的前端部处的锥形的螺钉尖部和螺钉螺纹,该螺钉螺纹在螺钉尖部的前端部处开始并且大约伸展至螺钉杆的纵向中心。此外,螺钉还具有在螺钉螺纹与螺钉头部之间的立铣刀,该立铣刀由多个螺旋状布置的铣削肋组成。铣削肋的任务在于,顶铣并且拓宽通过螺钉产生的螺钉孔,从而使得杆的与立铣刀邻接的、无螺纹的部分能够侵入到螺纹孔中,并且在此尽可能少地提高由于工件与杆的无螺纹的部分之间的摩擦产生的旋入阻力。
技术实现要素:
[0003]
本发明的任务在于,提出一种螺钉,在该螺钉中减小旋入力矩,而不降低保持值(haltewerte)。
[0004]
根据本发明,这个任务通过权利要求1的特征得到解决。根据本发明的螺钉具有螺钉头部和与螺钉头部邻接的螺钉杆,以及螺钉尖部,该螺钉尖部与螺钉杆的前端部邻接。此外,螺钉具有螺钉螺纹,该螺钉螺纹能够是单头的或者是多头的并且从螺钉尖部起在螺钉杆的长度的一部分上延伸,其中,螺钉尖部的一部分能够也是无螺纹的。螺钉螺纹具有螺纹距,其中,这个螺纹距基本上在杆的区域中的整个长度上是恒定的,相反,其在螺钉尖部的区域中能够有偏差。“基本上”分别包含、在下文中也分别包含+/-20%、尤其是+/-10%的偏差。“螺钉尖部”在这里指的不是螺钉的最前方的点,而是从螺钉的最前方的点直至螺钉杆的尤其是锥形的过渡区域。“从螺钉尖部起”指的是,螺钉螺纹能够在前端部处、在螺钉的最前方的点处或者在后端部处(即在通向螺钉杆的过渡部处)或者在此之间开始。“前”和“后”在这里始终参考拧入方向。另外,如果提到“螺钉杆”,则这始终能够理解为:螺钉螺纹不是螺钉杆的一部分。这同样适用于螺钉尖部。螺钉尖部不必以尖部结束,而是也能够具有例如截锥体的形状。
[0005]
在螺钉螺纹与螺钉头部之间,在螺钉杆处布置有立铣刀。立铣刀具有第一组第一铣削肋和第二组第二铣削肋。第一铣削肋和第二铣削肋都尤其是彼此具有相同的间距地以分布在外周上的方式螺旋形地布置。第一铣削肋具有第一螺距,第二铣削肋具有第二螺距,二者均与螺纹距不同。此外,根据本发明,第一螺距与第二螺距不同。尤其是,第一和第二螺距在此分别基本上沿着螺钉纵轴线是恒定的。如果其不是恒定的,则分别指的是平均螺距。
[0006]
但是,根据本发明也可能是过渡区域,在该过渡区域中,第一螺距过渡到第二螺距中。例如,具有大约对应于螺纹距的四倍的第一螺距的第一铣削肋能够弧形地过渡到第二铣削肋中,该第二铣削肋平行于螺钉纵轴线伸展,即该第二铣削肋具有无穷大的第二螺距。
在第一与第二螺距之间,铣削肋具有中间螺距。在这个特定的根据本发明的例子中,用于第二铣削肋的“螺旋形”指的是具有无穷大的螺距的螺旋的形状。
[0007]
一组铣削肋尤其是全部在沿着螺钉纵轴线的相同的长度上延伸。一组尤其是由至少两个并且优选三个或者四个铣削肋组成,但是一组只具有唯一的铣削肋的实施方式也是可能的。
[0008]
通过提到的铣削肋的根据本发明的布置实现:与迄今为止由现有技术公开的内容相比,更好地将尤其是木材纤维与环绕的螺钉孔分离并且由此更有效地进行铣削。木材纤维与螺钉纵轴线成非常不同的角度。因此,前方的组的铣削肋只切割相关的木材纤维的一部分,而木材纤维的另一部分仅被挤压到孔壁处、即螺钉孔的壁处。由于后方的铣削肋的不同的螺距,这些剩余的木材纤维的至少一部分被再次对齐并且同样被割断。因此,在铣削肋的互相配合下,实现更好的铣削结果,由此减小旋入力矩。
[0009]
优选地,第一铣削肋与螺钉螺纹同向,第二铣削肋与螺钉螺纹反向。由此,特别好地实现上述效果。“同向”和“反向”指的是在围绕螺钉纵轴线的周向上的取向。尤其是,第一铣削肋比第二铣削肋更靠近螺钉螺纹。换言之,在螺钉杆处,第一铣削肋比第二铣削肋布置得更靠前方。
[0010]
为了特别可靠地实现期望的铣削效果,本发明提出,第一和第二螺距的数值大于螺纹距,尤其至少是螺纹距的两倍。在此,在这里右旋螺纹或者说具有与右旋螺纹同向地取向的铣削肋被理解为具有正螺距的螺纹,而左旋螺纹被理解为具有负螺距的螺纹。已表明,当螺距的数值大于螺纹距时,所说明的效果在铣削时更好地起作用。但是,尤其是,所述数值最多是螺纹距的十倍。当螺距更大时,效果又变差。
[0011]
优选地,第一和第二螺距的数值基本上相同,这尤其是在辊压制造立铣刀时对材料流和起作用的力产生有利的影响。
[0012]
两组铣削肋能够彼此间隔开地布置在杆处,但是优选直接彼此邻接、即直接相继地布置。由此避免在组之间产生切屑积聚,该切屑积聚会增加旋入力矩。此外,本发明还提出,第一铣削肋过渡到第二铣削肋中,其前提条件是,两组具有同样多的铣削肋。这不仅导致产生在视觉上吸引人的几何形状,还便于尤其是通过辊压工艺进行制造,因为与铣削肋在周向上的错位相比,需要构造较少的棱边并且由此在成型时有利于材料流。
[0013]
优选地,前方的组的铣削肋与螺钉螺纹反向,后方的组的铣削肋与螺钉螺纹同向,第一铣削肋过渡到第二铣削肋中。由此产生v形,其具有作为v的臂的铣削肋。这个v形指向周向,更确切地说指向螺钉为了拧入而必须旋转的方向。因此,铣削肋明确旋入方向,尤其是在操作者不熟练的情况下,这改善了操作。尤其是,如果螺钉螺纹应该是左旋螺纹的话(这是不常见的),则明确旋入方向具有很大的优点。
[0014]
在一种优选的实施方式中,立铣刀的外直径小于螺钉螺纹的外直径,但是大于杆直径。这确保:在底座中的螺钉孔不被扩开得超过必要的程度,进而不以不必要的方式增加旋入力矩。“外直径”分别指的是假想的、外接立铣刀或者说螺钉螺纹的柱形的直径,其中,假想的柱形与螺钉纵轴线同轴。
[0015]
优选地,第一铣削肋在沿着螺钉纵轴线的长度上延伸,所述长度对应于立铣刀的外直径的0.6至1.4倍、尤其是0.8至1.2倍。此外,尤其是,第二铣削肋在基本上相同的长度上延伸。由于与已知的立铣刀相比铣削肋相对较短,因此,根据本发明的由第一和第二铣削
肋组成的组合也不太长,即尤其是也能够用于在螺钉螺纹与螺钉头部之间的位置小的螺钉。尽管如此,相对较短的铣削肋仍实现期望的效果。作为整体的立铣刀尤其是最多在立铣刀的外直径的3.5倍上延伸。
[0016]
在一种优选的实施方式中,一组铣削肋仅在螺钉杆的外周的一部分上延伸,以便实现良好的铣削效果。这尤其是伴随着用于铣削肋的螺距和长度的、先前提到的、优选的值,但是也是独立有效的。
[0017]
原则上,除了第一和第二组铣削肋之外还能够增加任意多的其他组铣削肋,只要螺钉杆为其提供位置。但是,优选的是,最多设置另一组铣削肋。这个第三组以分布在圆周上的方式螺旋形地布置的第三铣削肋具有第三螺距。在此,第三螺距也与螺纹距不同并且也与相邻组的铣削肋不同,其中,根据所述组布置的顺序,该相邻组是第一或者第二组。尤其是,第三螺距与另一组铣削肋的螺距、即与再下一组铣削肋的螺距相同。换言之,在三组的情况下,前方的组的螺距在后方的组处重现。这已被证明为有利于提到的铣削效果,除此之外还产生特别和谐的画面。尤其是,所述组以“第一、第二、第三组”的顺序布置,第一和第三组与螺纹反向,第二组与螺纹同向,其中,三个组的螺距在数值方面分别是相同的。替代地,螺距能够例如从前向后增加。
[0018]
尤其是对于较长的螺钉,本发明提出,在螺钉头部与立铣刀之间布置有柱形的杆区段。
[0019]
本发明的以上在说明书中提到的特征和特征组合、实施方案和构型方案以及下文在附图说明中提到的和/或在附图中绘制的特征和特征组合,不仅能够按相应给出的或者绘制的组合使用,而且还能够按原则上任意的其他的组合来使用或者单独使用。本发明的实施方案可能不具有一项从属权利的所有特征。一项权利要求的单个的特征也能够由别的已公开的特征或者特征组合代替。本发明的不具有实施例的所有特征、而是具有实施例的特征部分的特征的原则上任意一部分必要时结合一个或者多个其他实施例的一个、多个或者所有特征的实施方案是可能的。
附图说明
[0020]
下面,根据两个实施例阐述本发明。
[0021]
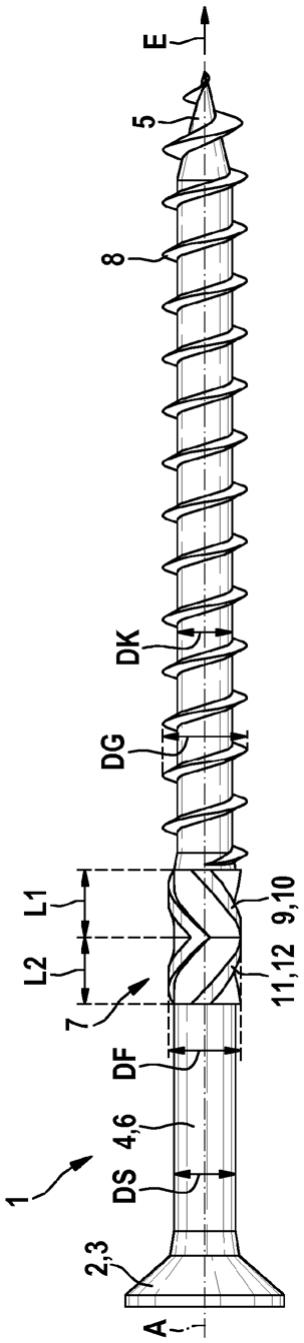
其示出:图1 第一实施例的侧视图;图2 第二实施例的侧视图。
具体实施方式
[0022]
在图1中示出的、根据本发明的螺钉1沿着螺钉纵轴线a延伸并且在沿着拧入方向e的后方的端部处具有螺钉头部2,该螺钉头部具有不可见的工具接收几何形状和双锥形的头部下侧3,该头部下侧指向前方。螺钉杆4邻接螺钉头部2,该螺钉杆在螺钉1的前端部处过渡到螺钉尖部5中。在与螺钉头部2邻接的区域中,螺钉杆4具有柱形的杆区段6和与其邻接的立铣刀7。直接在立铣刀7的前方,螺钉杆4具有螺钉螺纹8,该螺钉螺纹具有螺纹距。螺纹距大约对应于柱形的杆区段6的外直径ds的0.75倍,螺纹外直径dg大约对应于柱形的杆区段6的外直径ds的1.4倍。螺钉螺纹8连续地延伸直至螺钉尖部5的前端部处。
[0023]
立铣刀7具有前方的第一组9第一铣削肋10和与其直接与其邻接的后方的第二组11第二铣削肋12。每组9、11分别具有三个铣削肋10、12,其彼此具有相同的间距地以分布在外周上的方式螺旋形地沿着螺钉杆4延伸。即,铣削肋10、12在横截面中彼此错位120度。第一铣削肋10具有第一螺距,所述第一螺距大约对应于螺纹距的负4.4倍,即第一铣削肋10与螺钉螺纹8反向。虽然第二铣削肋12在数值方面与第一铣削肋10具有相同的螺距,但是其与螺钉螺纹8同向。在此,第一铣削肋10v形地过渡到第二铣削肋12中,并且因此显示需要如何拧入螺钉1。立铣刀7具有外直径df,该外直径比柱形的杆区段6的外直径ds大大约15%。第一和第二组9、11铣削肋10、12分别具有沿着螺钉纵轴线a的长度l1、l2,其大约对应于立铣刀7的外直径df。
[0024]
在将螺钉1拧入到例如由木材制成的底座(未示出)中时,螺纹8切入到底座中,在此形成配对螺纹并且创造用于螺钉杆4的位置。在这种情况下,在螺钉螺纹8的区域中的附加的几何形状,例如副螺纹(nebengewinde)、附加的棱边和类似物(未示出),能够将所述拧入简化,其方式是,底座的材料附加地被分离、被分开和/或被运离螺钉1。然而,如果螺钉杆4的部分侵入到与螺钉螺纹8邻接的底座中,则还需要在(关于螺钉纵轴线a的)径向上挤出底座的更多材料,因为螺钉螺纹的内径dk小于柱形的杆区段6的外直径ds。这通过立铣刀1被大大简化,从而使得柱形的杆区段6找到足够的位置并且几乎不产生附加的旋入阻力。在木材的情况下,第一铣削肋10切断纤维的一部分,但是根据纤维先前朝向的方向,将纤维的另一部分横向地挤压到通过拧入螺钉1产生的孔的壁处。第二铣削肋12将这些横向地被挤压到孔壁处的纤维对齐并且切断所述纤维,从而使得与现有技术相比,纤维的至少一个更大的部分被铣去,或者说更好地铣出螺钉孔,这最终便于拧入螺钉1。
[0025]
图2示出第二实施例。根据本发明的螺钉1a在许多特征上与第一实施例一致,因此,为了避免重复,仅探讨区别之处。立铣刀7比在第一实施例中长,柱形的杆区段6对应地较短。除了不变的第一和第二组10、12铣削肋9、11之外,还有第三组13第三铣削肋14。这个第三组13与第一组11具有相同的几何形状,第三铣削肋14又v形地过渡到第二铣削肋12中。即,第三铣削肋14与第一铣削肋10具有相同的螺距,也具有相同的长度。在一些木材的情况下,通过第三组13产生比在第一实施例中还更小的旋入力矩,因为更多的纤维被切割、进而更好地铣出螺钉孔。
[0026]
附图标记列表螺钉1、1a
ꢀꢀꢀꢀꢀ
螺钉2
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
螺钉头部3
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
头部下侧4、4a
ꢀꢀꢀꢀꢀ
螺钉杆5
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
螺钉尖部6、6a
ꢀꢀꢀꢀꢀ
柱形的杆区段7、7a
ꢀꢀꢀꢀꢀ
立铣刀8
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
螺钉螺纹9
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一组铣削肋10
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一铣削肋
11
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二组铣削肋12
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二铣削肋13
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第三组铣削肋14
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第三铣削肋a
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
螺钉纵轴线e
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
拧入方向df
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
立铣刀7、7a的外直径dg
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
螺钉螺纹8的外直径dk
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
螺钉螺纹8的内直径ds
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
柱形的杆区段6、6a的外直径l1
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一组9铣削肋的长度l2
ꢀꢀꢀꢀꢀꢀꢀ
第二组11铣削肋的长度
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1