一种玻璃自动化传输的方法、装置及设备与流程
1.本发明涉及机器视觉检测技术领域,特别涉及一种玻璃自动化传输的方法、装置及设备。
背景技术:
2.机器视觉识别能够提高生产的柔性和自动化程度,在一些不适合人工作业的危险工作环境或人工视觉难以满足要求的场合,常用机器视觉来替代人工视觉进行测量和判断;同时在大批量工业生产过程中,用人工搬运玻璃产品的场合不仅效率低而且易被玻璃碎片划伤,通过机器视觉识别进行定位的方法来控制机器人搬运,可以有效地提高生产效率和生产的自动化程度。
3.随着汽车行业的迅猛发展,对汽车内饰玻璃的需求量也迅猛增加,在内饰玻璃的工艺制作流程中,首先要做的是将贴有产品的玻璃悬挂到移动设备的固定位置,并随移动设备流入其他工艺,由于玻璃具有高透明及反光等特性,传统的机器视觉识别存在视觉识别率低和定位稳定性差等问题,对定位精度要求较高的场合,很难应用于产线;目前国内外许多加工企业只能采用人工挂板的方式,而依靠人工已远远达不到生产的需求,因此如何提高生产效率,降低劳动强度已成为企业亟待解决的问题。
技术实现要素:
4.本发明提供一种玻璃自动化传输的方法、装置及设备,用于对机器人抓取的玻璃的位置进行准确检测,解决了透明反光玻璃干扰机器视觉识别造成玻璃定位不准的问题。
5.第一方面,本发明实施例提供的一种玻璃自动化传输的方法,包括:
6.控制机器人抓取玻璃并移动到检测区域进行检测,确定所述玻璃在机器人坐标系下的坐标值;
7.根据所述在机器人坐标系下的坐标值以及抓取标准位置确定抓取偏移量,其中所述抓取标准位置是在机器人坐标系下预先标定的机器人抓取到的玻璃相对于机器人手爪的位置;
8.若检测到承载设备的到位信号,则根据所述承载设备在机器人坐标系下的当前位置以及设备标准位置,确定设备偏移量,其中所述设备标准位置是在机器人坐标系下预先标定的承载设备的位置;
9.根据所述抓取偏移量和所述设备偏移量确定悬挂偏移量,并根据所述至少一个悬挂标准位置和所述悬挂偏移量确定的悬挂位置,控制机器人将所述玻璃悬挂在所述承载设备上传输,其中所述悬挂标准位置是在机器人坐标系下预先标定的在承载设备上的玻璃的悬挂位置。
10.作为一种可能的实施方式,所述控制机器人将所述玻璃悬挂在所述承载设备上传输之后,该方法还包括:
11.若检测到悬挂玻璃的承载设备的到位信号,则根据拿取位置,控制机器人从所述
承载设备上取下所述玻璃,并将所述玻璃放入传送带或缓存装置中,其中所述拿取位置是根据所述承载设备在机器人坐标系下的当前位置以及当前所述玻璃的悬挂位置确定的。
12.作为一种可能的实施方式,所述控制机器人从所述承载设备上取下所述玻璃,并将所述玻璃放入缓存装置中,包括:
13.控制机器人从所述承载设备上取下所述玻璃,并移动到检测区域进行检测,确定所述玻璃在机器人坐标系下的坐标值,根据所述坐标值以及所述抓取标准位置确定抓取偏移量;
14.根据放置位置控制机器人将所述玻璃放入缓存装置中,其中所述放置位置是根据所述抓取偏移量以及放置标准位置确定的,所述放置标准位置是在机器人坐标系下预先标定的放置在缓存装置中的玻璃的位置。
15.作为一种可能的实施方式,所述检测区域包括至少三个传感器;
16.所述确定所述玻璃在机器人坐标系下的坐标值,包括:
17.通过检测区域中的至少三个传感器对所述玻璃的位置进行检测,得到在传感器坐标系下的传感器坐标值;
18.根据预先建立的所述传感器的传感器坐标系和机器人坐标系的相对位置关系,将所述传感器坐标值转换为在机器人坐标系下的坐标值,其中,所述传感器坐标系和机器人坐标系的各轴方向一致。
19.作为一种可能的实施方式,所述根据所述在机器人坐标系下的坐标值以及抓取标准位置确定抓取偏移量,包括:
20.根据所述坐标值中相对于机器人坐标系水平面的旋转角度值,确定旋转角度;
21.根据所述坐标值中的y轴坐标值以及所述抓取标准位置的y轴坐标值,确定y轴方向偏移量;
22.根据所述坐标值中的x轴坐标值以及所述抓取标准位置的x轴坐标值,确定x轴方向偏移量;
23.根据所述旋转角度、y轴方向偏移量以及x轴方向偏移量确定抓取偏移量。
24.作为一种可能的实施方式,所述检测到移动承载设备的到位信号之后,根据所述移动承载设备在机器人坐标系下的当前位置以及设备标准位置,确定设备偏移量之前,还包括:
25.触发相机拍照以获取所述移动承载设备在相机坐标系下的位置;
26.根据预先建立的相机坐标系和机器人坐标系的相对位置关系,将在相机坐标系下的位置转换为在机器人坐标系下的位置。
27.作为一种可能的实施方式,根据所述抓取偏移量和所述设备偏移量确定悬挂偏移量,包括:
28.将所述抓取偏移量和设备偏移量累加得到所述悬挂偏移量。
29.第二方面,本发明实施例提供的一种玻璃自动化传输的装置,该装置包括:
30.检测模块,用于控制机器人抓取玻璃并移动到检测区域进行检测,确定所述玻璃在机器人坐标系下的坐标值;
31.第一确定模块,用于根据所述在机器人坐标系下的坐标值以及抓取标准位置确定抓取偏移量,其中所述抓取标准位置是在机器人坐标系下预先标定的机器人抓取到的玻璃
相对于机器人手爪的位置;
32.第二确定模块,用于若检测到移动承载设备的到位信号,则根据所述移动承载设备在机器人坐标系下的当前位置以及设备标准位置,确定设备偏移量,其中所述设备标准位置是在机器人坐标系下预先标定的承载设备的位置;
33.控制模块,用于根据所述抓取偏移量和所述设备偏移量确定悬挂偏移量,并根据所述至少一个悬挂标准位置和所述悬挂偏移量确定的悬挂位置,控制机器人将所述玻璃悬挂在所述移动承载设备上传输,其中所述悬挂标准位置是在机器人坐标系下预先标定的在承载设备上的玻璃的悬挂位置。
34.作为一种可能的实施方式,所述控制模块具体还用于:
35.若检测到悬挂玻璃的承载设备的到位信号,则根据拿取位置控制机器人从所述承载设备上取下所述玻璃,并将所述玻璃放入传送带或缓存装置中,其中所述拿取位置是根据所述承载设备在机器人坐标系下的当前位置以及当前所述玻璃的悬挂位置确定的。
36.作为一种可能的实施方式,所述控制模块具体还用于:
37.控制机器人从所述承载设备上取下所述玻璃,并移动到检测区域进行检测,确定所述玻璃在机器人坐标系下的坐标值,根据所述坐标值以及所述抓取标准位置确定抓取偏移量;
38.根据放置位置控制机器人将所述玻璃放入缓存装置中,其中所述放置位置是根据所述抓取偏移量以及放置标准位置确定的,所述放置标准位置是在机器人坐标系下预先标定的放置在缓存装置中的玻璃的位置。
39.作为一种可能的实施方式,所述检测区域包括至少三个传感器;
40.所述检测模块具体用于:
41.通过检测区域中的至少三个传感器对所述玻璃的位置进行检测,得到在传感器坐标系下的传感器坐标值;
42.根据预先建立的所述传感器的传感器坐标系和机器人坐标系的相对位置关系,将所述传感器坐标值转换为在机器人坐标系下的坐标值,其中,所述传感器坐标系和机器人坐标系的各轴方向一致。
43.作为一种可能的实施方式,所述第一确定模块具体用于:
44.根据所述坐标值中相对于机器人坐标系水平面的旋转角度值,确定旋转角度;
45.根据所述坐标值中的y轴坐标值以及所述抓取标准位置的y轴坐标值,确定y轴方向偏移量;
46.根据所述坐标值中的x轴坐标值以及所述抓取标准位置的x轴坐标值,确定x轴方向偏移量;
47.根据所述旋转角度、y轴方向偏移量以及x轴方向偏移量确定抓取偏移量。
48.作为一种可能的实施方式,所述第二确定模块具体还用于:
49.触发相机拍照以获取所述移动承载设备在相机坐标系下的位置;
50.根据预先建立的相机坐标系和机器人坐标系的相对位置关系,将在相机坐标系下的位置转换为在机器人坐标系下的位置。
51.作为一种可能的实施方式,所述控制模块具体用于:
52.将所述抓取偏移量和设备偏移量累加得到所述悬挂偏移量。
53.第三方面,本发明实施例还提供一种玻璃自动化传输的设备,该设备包括处理器和存储器,所述存储器用于存储所述处理器可执行的程序,所述处理器用于读取所述存储器中的程序并执行如下步骤:
54.控制机器人抓取玻璃并移动到检测区域进行检测,确定所述玻璃在机器人坐标系下的坐标值;
55.根据所述在机器人坐标系下的坐标值以及抓取标准位置确定抓取偏移量,其中所述抓取标准位置是在机器人坐标系下预先标定的机器人抓取到的玻璃相对于机器人手爪的位置;
56.若检测到承载设备的到位信号,则根据所述承载设备在机器人坐标系下的当前位置以及设备标准位置,确定设备偏移量,其中所述设备标准位置是在机器人坐标系下预先标定的承载设备的位置;
57.根据所述抓取偏移量和所述设备偏移量确定悬挂偏移量,并根据所述至少一个悬挂标准位置和所述悬挂偏移量确定的悬挂位置,控制机器人将所述玻璃悬挂在所述承载设备上传输,其中所述悬挂标准位置是在机器人坐标系下预先标定的在承载设备上的玻璃的悬挂位置。
58.作为一种可能的实施方式,所述处理器具体还被配置为执行:
59.若检测到悬挂玻璃的承载设备的到位信号,则根据拿取位置,控制机器人从所述承载设备上取下所述玻璃,并将所述玻璃放入传送带或缓存装置中,其中所述拿取位置是根据所述承载设备在机器人坐标系下的当前位置以及当前所述玻璃的悬挂位置确定的。
60.作为一种可能的实施方式,所述处理器具体被配置为执行:
61.控制机器人从所述承载设备上取下所述玻璃,并移动到检测区域进行检测,确定所述玻璃在机器人坐标系下的坐标值,根据所述坐标值以及所述抓取标准位置确定抓取偏移量;
62.根据放置位置控制机器人将所述玻璃放入缓存装置中,其中所述放置位置是根据所述抓取偏移量以及放置标准位置确定的,所述放置标准位置是在机器人坐标系下预先标定的放置在缓存装置中的玻璃的位置。
63.作为一种可能的实施方式,所述检测区域包括至少三个传感器;
64.所述处理器具体被配置为执行:
65.通过检测区域中的至少三个传感器对所述玻璃的位置进行检测,得到在传感器坐标系下的传感器坐标值;
66.根据预先建立的所述传感器的传感器坐标系和机器人坐标系的相对位置关系,将所述传感器坐标值转换为在机器人坐标系下的坐标值,其中,所述传感器坐标系和机器人坐标系的各轴方向一致。
67.作为一种可能的实施方式,所述处理器具体被配置为执行:
68.根据所述坐标值中相对于机器人坐标系水平面的旋转角度值,确定旋转角度;
69.根据所述坐标值中的y轴坐标值以及所述抓取标准位置的y轴坐标值,确定y轴方向偏移量;
70.根据所述坐标值中的x轴坐标值以及所述抓取标准位置的x轴坐标值,确定x轴方向偏移量;
71.根据所述旋转角度、y轴方向偏移量以及x轴方向偏移量确定抓取偏移量。
72.作为一种可能的实施方式,所述处理器具体还被配置为执行:
73.触发相机拍照以获取所述移动承载设备在相机坐标系下的位置;
74.根据预先建立的相机坐标系和机器人坐标系的相对位置关系,将在相机坐标系下的位置转换为在机器人坐标系下的位置。
75.作为一种可能的实施方式,所述处理器具体被配置为执行:
76.将所述抓取偏移量和设备偏移量累加得到所述悬挂偏移量。
77.第四方面,本发明实施例还提供计算机存储介质,其上存储有计算机程序,该程序被处理器执行时用于实现上述第一方面所述方法的步骤。
78.本技术的这些方面或其他方面在以下的实施例的描述中会更加简明易懂。
附图说明
79.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简要介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域的普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
80.图1为本发明实施例提供的一种承载设备悬挂玻璃的示意图;
81.图2为本发明实施例提供的一种玻璃示意图;
82.图3为本发明实施例提供的一种玻璃缓存装置的示意图;
83.图4为本发明实施例提供的一种相机的安装位置示意图;
84.图5为本发明实施例提供的一种相机的安装位置示意图;
85.图6为本发明实施例提供的一种面光源正面结构剖切示意图;
86.图7为本发明实施例提供的一种玻璃自动化传输方法流程图;
87.图8为本发明实施例提供的一种传感器所在的位置示意图;
88.图9为本发明实施例提供的一种玻璃缓存装置示意图;
89.图10为本发明实施例提供的一种玻璃自动化传输的具体实施方法流程图;
90.图11为本发明实施例提供的一种玻璃自动化传输的具体实施方法流程图;
91.图12为本发明实施例提供的一种玻璃自动化传输的装置示意图;
92.图13为本发明实施例提供的一种玻璃自动化传输的设备示意图。
具体实施方式
93.为了使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作进一步地详细描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
94.本发明实施例中术语“和/或”,描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。字符“/”一般表示前后关联对象是一种“或”的关系。
95.本发明实施例描述的应用场景是为了更加清楚的说明本发明实施例的技术方案,
并不构成对于本发明实施例提供的技术方案的限定,本领域普通技术人员可知,随着新应用场景的出现,本发明实施例提供的技术方案对于类似的技术问题,同样适用。其中,在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
96.实施例一
97.机器视觉识别能够提高生产的柔性和自动化程度,在一些不适合人工作业的危险工作环境或人工视觉难以满足要求的场合,常用机器视觉来替代人工视觉进行测量和判断;同时在大批量工业生产过程中,用人工搬运玻璃产品的场合不仅效率低而且易被玻璃碎片划伤,通过机器视觉识别进行定位的方法来控制机器人搬运,可以有效地提高生产效率和生产的自动化程度。
98.随着汽车行业的迅猛发展,对汽车内饰玻璃的需求量也迅猛增加,在内饰玻璃的工艺制作流程中,首先要做的是将贴有产品的玻璃悬挂到移动设备的固定位置,并随移动设备流入其他工艺,由于玻璃具有高透明及反光等特性,传统的机器视觉识别存在视觉识别率低和定位稳定性差等问题,对定位精度要求较高的场合,很难应用于产线;目前国内外许多加工企业只能采用人工挂板的方式,而依靠人工已远远达不到生产的需求,因此如何提高生产效率,降低劳动强度已成为企业亟待解决的问题。
99.本发明实施例中主要应用于自动化工业生产,尤其应用于汽车内饰玻璃的自动化工艺制作流程,其中,工艺制作流程包括但不限于如下步骤:
100.步骤1、机器人从传送带上抓取玻璃悬挂到承载设备的悬挂位置;
101.其中,所述悬挂位置包括但不限于上层位置、中层位置以及下层位置,机器人从传送带上抓取玻璃依次悬挂到承载设备的上层位置、中层位置以及下层位置;具体的,机器人在悬挂时,将抓取的玻璃悬挂在悬挂位置的左右两个圆柱销上。如图1所示,承载设备10包括三层悬挂位置分别是上层位置100、中层位置101、下层位置102,每层位置都包括左右两个圆柱销,例如下层位置上的圆柱销103和圆柱销104,图1示出的是承载设备的上中下三层都悬挂了玻璃。每个玻璃包括玻璃上方左右两个孔,一个是圆孔,一个是方孔,玻璃示意图如图2所示。
102.步骤2、机器人从承载设备上抓取玻璃放入传送带上;
103.步骤3、机器人从玻璃缓存装置中抓取玻璃悬挂在承载设备上;
104.其中,所述玻璃缓存装置的示意图如图3所示,机器人从玻璃缓存装置300中抓取玻璃301悬挂在承载设备上。
105.步骤4、机器人从承载设备上抓取玻璃放入玻璃缓存装置。
106.需要说明的是,上述步骤的顺序可以依据生产的实际情况执行,本实施例中上述步骤的顺序仅为一个示例,本实施例对工艺制作流程中的各步骤的顺序不作过多限定。
107.由于在实际工艺流程中,承载设备停靠的位置是不确定的,停靠误差可为
±
4mm;玻璃在传送带上的来料位置也存在偏差;玻璃缓存装置存在人工放玻璃的情况,所以传统的通过机器视觉实现玻璃传输自动化的方案中,包括:一台工控机、6个工业相机、6个面光源;
108.其中,相机的安装位置为图4中相机检测区域400中的相机401、相机402、相机403、相机404所在位置,以及图5中玻璃缓存装置500上的相机501和相机502;其中,所述相机检测区域位于传送带附近,方便机器人从传送带上抓取玻璃后去相机检测区域进行检测,同
时,承载设备停靠的位置位于该相机检测区域附近,方便抓取玻璃的机器人在相机检测区域进行检测之后,将玻璃悬挂到承载设备上。
109.图6为面光源正面结构剖切示意图;其中,相机401、相机402确定承载设备的停靠偏差,相机403、相机404确定机器人抓取玻璃的偏差(即机器人抓取位置的偏差,也理解为机器人抓取的玻璃相对于机械手(即机器人手爪)的偏移量);相机501、相机502用来确定玻璃放入玻璃缓存装置的偏差。但由于玻璃本身具有反光性及透明性,相机抓取到的图像很难准确捕捉到玻璃的边角特征,因此导致确定的玻璃的位置不准确,难以准确地将玻璃放在承载设备上。另外,在实际生产过程中,如果在每个玻璃上都贴上mark标志点并不现实,针对以上问题,本发明实施例提供一种玻璃自动化传输方法,用于解决透明反光玻璃干扰机器视觉识别造成玻璃定位不准的问题。
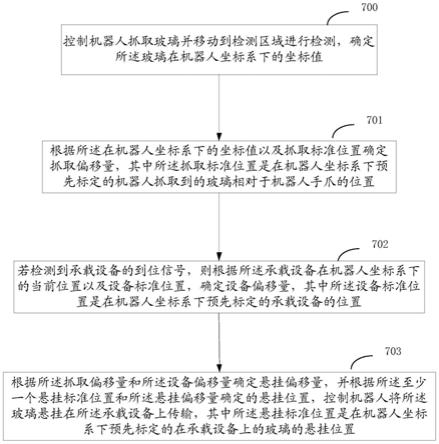
110.如图7所示,本发明实施例提供一种玻璃自动化传输方法,该方法的实施流程如下所示:
111.步骤700、控制机器人抓取玻璃并移动到检测区域进行检测,确定所述玻璃在机器人坐标系下的坐标值;
112.实施中,可以控制机器人从指定位置抓取玻璃并移动到检测区域进行检测,本实施例中的指定位置可以是传送带上的指定位置,具体的,可以通过光电传感器检测玻璃是否传送到指定位置,若检测到玻璃到达指定位置,则控制机器人从传送带上抓取玻璃,并去检测区域进行检测。需要说明的是,本实施例中的检测区域可以是和相机所在的检测区域相同位置的检测区域,也可以是和相机所在的检测区域不同位置的检测区域,本发明实施例中的检测区域能够对玻璃进行准确检测,并将检测到的玻璃在检测区域下的坐标值转换到机器人坐标系下,从而确定玻璃在机器人坐标系下的坐标值。
113.其中,转换的方式可以是,预先建立检测区域坐标系和机器人坐标系之间的相对位置关系,根据检测区域检测到的玻璃在检测区域坐标系下的坐标值以及所述相对位置关系,确定玻璃在机器人坐标系下的坐标值。
114.步骤701、根据所述坐标值以及抓取标准位置确定抓取偏移量,其中所述抓取标准位置是在机器人坐标系下预先标定的机器人抓取到的玻璃相对于机器人手爪的位置;
115.需要说明的是,机器人从传送带上或玻璃缓存装置或承载设备上抓取玻璃的抓取位置可能都存在一定的偏差,也就是说,机器人每次抓取到的玻璃相对于机器人手爪的位置可能都不相同,因此,本发明实施例预先标定机器人抓取玻璃的标准位置,根据当前抓取的玻璃在检测区域检测到的坐标值以及抓取标准位置来确定抓取位置的偏移量。
116.通过上述步骤机器人已经从传送带上抓取了玻璃,并确定了此时抓取偏移量,则确定检测到承载设备到位后,执行如下步骤。
117.步骤702、若检测到承载设备的到位信号,则根据所述承载设备在机器人坐标系下的当前位置以及设备标准位置,确定设备偏移量,其中所述设备标准位置是在机器人坐标系下预先标定的承载设备的位置;
118.作为一种可选的实施方式,可以通过可编程逻辑控制器plc监听承载设备的到位信号,若检测到承载设备已经停靠到位,则确定承载设备在机器人坐标系下的当前位置,可选的,通过如下方式确定承载设备在机器人坐标系下的当前位置:
119.1)触发相机拍照以获取所述移动承载设备在相机坐标系下的位置;
120.其中,承载设备停靠位置位于相机所在的检测区域(或检测区域附近),检测到承载设备到位后,触发相机拍照。
121.2)根据预先建立的相机坐标系和机器人坐标系的相对位置关系,将在相机坐标系下的位置转换为在机器人坐标系下的位置。
122.实施中,可以预先利用张正友标定法对相机进行内外参标定,容易理解的是,标定是为了能够从空间点的像素坐标映射到机器人坐标系中,这是3d立体视觉必须经过的过程。相机的内外参标定过程需要三步,第一步从畸变的像素坐标映射到去畸变的像素坐标,需要用到畸变矩阵mdistcoef(预先确定的);第二步从去畸变的像素坐标映射到相机坐标,需要用到相机内参数矩阵mk;第三步从相机坐标映射到机器人坐标系中,需要用到相机外参数矩阵,也就是相机位姿变换矩阵。
123.步骤703、根据所述抓取偏移量和所述设备偏移量确定悬挂偏移量,并根据所述至少一个悬挂标准位置和所述悬挂偏移量确定的悬挂位置,控制机器人将所述玻璃悬挂在所述承载设备上传输,其中所述悬挂标准位置是在机器人坐标系下预先标定的在承载设备上的玻璃的悬挂位置。
124.实施中,通过上述步骤确定了抓取偏移量和设备偏移量,那么若机器人需要将抓取的玻璃准确地悬挂在承载设备上,则还需要确定悬挂标准位置,根据悬挂偏移量和悬挂标准位置确定的悬挂位置将玻璃准确地悬挂在承载设备上。
125.需要说明的是,悬挂标准位置可以是玻璃刚好悬挂在承载设备上时玻璃在机器人坐标系下的位置,其中本实施例对承载设备悬挂玻璃的方式不作过多限定。具体可以是玻璃的左右两个孔准确地悬挂在承载设备的左右两个圆柱销上时玻璃在机器人坐标系下的位置,其中,该悬挂标准位置是预先标定的,标定的方法可以是半人工标定,也就是说,通过人工控制机器人悬挂玻璃,使玻璃能够刚好悬挂在承载设备的两个圆柱销上。
126.本发明实施例提供的方法,能够使得玻璃在检测区域进行检测确定机器人抓取玻璃的抓取偏移量,以及承载设备到位的偏移量,最终确定出悬挂在承载设备的准确地悬挂位置,从而解决透明反光玻璃干扰机器视觉识别造成玻璃定位不准的问题。
127.作为一种可选的实施方式,基于上述原理,本实施还提出控制机器人从悬挂玻璃的承载设备上准确地取下玻璃的方法,具体包括:
128.1)若检测到悬挂玻璃的承载设备的到位信号,则确定拿取位置;
129.2)根据拿取位置,控制机器人从所述移动承载设备上取下所述玻璃;
130.3)将所述玻璃放入传送带或缓存装置中。
131.可选的,通过如下方式确定拿取位置:
132.根据所述移动承载设备在机器人坐标系下的当前位置以及当前所述玻璃的悬挂位置确定拿取位置。
133.作为一种可选的实施方式,本发明实施例还提供一种控制机器人将玻璃放入缓存装置中的方法,具体为:
134.1)控制机器人从所述移动承载设备上取下所述玻璃;
135.2)控制机器人移动到检测区域进行检测;
136.3)确定所述玻璃在机器人坐标系下的坐标值;
137.4)根据所述坐标值以及抓取标准位置确定抓取偏移量;
138.5)根据所述抓取偏移量以及放置标准位置确定放置位置;
139.其中,所述放置标准位置是在机器人坐标系下预先标定的放置在缓存装置中的玻璃的位置。
140.6)根据放置位置控制机器人将所述玻璃放入缓存装置中。
141.作为一种可选的实施方式,本发明实施例中的检测区域包括至少三个传感器。本发明实施例通过传感器检测玻璃的位置,从而解决了由于玻璃透明反光导致相机无法准确确定玻璃位置的问题。其中,所述传感器包括但不限于线性传感器、线性位移传感器。
142.一种可能的实施方式是,本发明实施例中的相机所在的检测区域和本实施例中的检测区域属于同一检测区域,则本实施例中的传感器所在的位置如图8、图9所示,如图8中的检测区域800,通过传感器801、传感器802、传感器803检测玻璃相对于机器人手爪的位置。如图9中的玻璃缓存装置900,通过传感器901、传感器902、传感器903检测玻璃相对于机器人手爪的位置。其中,传感器801、传感器802用于检测玻璃的旋转角度和y轴方向的坐标值,从而确定玻璃的旋转角度和y轴方向的抓取偏移量;传感器803用于检测玻璃的x轴方向的坐标值,从而确定玻璃的x轴方向的抓取偏移量。同理,传感器901、传感器902用于检测玻璃的旋转角度和y轴方向的坐标值,从而确定玻璃的旋转角度和y轴方向的抓取偏移量;传感器903用于检测玻璃的x轴方向的坐标值,从而确定玻璃的x轴方向的抓取偏移量。
143.作为一种可选的实施方式,若本实施例中的检测区域包括至少三个传感器,则可通过如下方式预先标定抓取标准位置:
144.将所述传感器检测到的坐标值在所述传感器量程的一半左右时,所述玻璃所在的位置作为抓取标准位置。例如,传感器检测量程为10mm,故使传感器检测到的坐标值皆在5mm左右,以此作为玻璃在检测区的基准位置,即玻璃的抓取标准位置。同理可以确定玻璃的放置标准位置。
145.作为一种可选的实施方式,确定所述玻璃在机器人坐标系下的坐标值,包括:
146.通过检测区域中的至少三个传感器对所述玻璃的位置进行检测,得到在传感器坐标系下的传感器坐标值;
147.根据预先建立的所述传感器的传感器坐标系和机器人坐标系的相对位置关系,将所述传感器坐标值转换为在机器人坐标系下的坐标值,其中,所述传感器坐标系和机器人坐标系的各轴方向一致。
148.作为一种可选的实施方式,所述根据所述坐标值以及抓取标准位置确定抓取偏移量,包括:
149.根据所述坐标值中相对于机器人坐标系水平面的旋转角度值,确定旋转角度;
150.根据所述坐标值中的y轴坐标值以及所述抓取标准位置的y轴坐标值,确定y轴方向偏移量;
151.根据所述坐标值中的x轴坐标值以及所述抓取标准位置的x轴坐标值,确定x轴方向偏移量;
152.根据所述旋转角度、y轴方向偏移量以及x轴方向偏移量确定抓取偏移量。
153.作为一种可选的实施方式,根据所述抓取偏移量和所述设备偏移量确定悬挂偏移量,包括:
154.将所述抓取偏移量和设备偏移量累加得到所述悬挂偏移量。
155.综上可知,本实施例基于传感器与机器视觉相结合的玻璃自动化传输系统,其中,该系统包括但不限于:至少一个包括至少三个传感器的传感检测区域、至少一个包括两个相机的相机检测区域、至少一个承载设备、至少一个机器人,其中,传感检测区域和相机检测区域可以位于同一区域,也可位于不同区域。
156.该系统中的相机与计算机连接,相机支架装在地面固定支架上,相机垂直于承载设备平面安装,垂直安装距离可为250mm,相机以承载设备上左右两个圆柱销作为识别特征,承载设备悬挂玻璃的结构如图1所示,通过相机采集移动承载设备的两个圆柱销的图像,经pc端软件分析处理可以确定移动承载设备的偏移量和旋转角度信息。
157.利用至少三个传感器检测玻璃的位置,如图8所示,传感器801的读数为v1、传感器802的读数为v2、传感器803的读数为v3,通过v1、v2可以确定玻璃的旋转角度和y轴方向抓取偏移量,通过v3的读数可以确定x轴方向的抓取偏移量,将该抓取偏移量传递给pc端,可以确定玻璃相对机器人机械手的抓取偏移量(x1,y1,θ1),其中传感器801和传感器802间的安装距离可为1179mm,传感器803在与传感器801和传感器802组成直线ld的垂直方向安装,传感器803距直线ld的垂直距离可为450mm,传感器的量程均为0-10mm。
158.利用至少三个传感器检测玻璃的位置,如图9所示,传感器901的读数为v4、传感器902的读数为v5、传感器903的读数为v6,通过v4、v5可以确定玻璃的旋转角度和y轴方向抓取偏移量,通过v6的读数可以确定x轴方向的抓取偏移量,将该抓取偏移量传递给pc端,可以确定玻璃相对机器人机械手的抓取偏移量(x2,y2,θ2),将此抓取偏移量传给机器人,可准确将玻璃放入玻璃缓存装置的固定位置,其中传感器901和传感器902间的安装距离可为1370mm,传感器903在与传感器901和传感器902组成直线ld的垂直方向安装,传感器903距直线ld的垂直距离可为300mm,传感器的量程均为0-10mm。
159.如图10所示,本发明实施例还提供一种玻璃自动化传输的具体实施方法,该方法的具体实施流程如下所示:
160.步骤1000、预先对相机进行内外参标定,建立相机坐标系和机器人坐标系的相对位置关系;
161.步骤1001、预先建立传感器的传感器坐标系和机器人坐标系的相对位置关系;
162.步骤1002、预先标定抓取标准位置、设备标准位置、悬挂标准位置以及放置标准位置;
163.其中,上述步骤1000、步骤1001以及步骤1002的执行顺序没有先后,可以同时执行,本实施例中仅为一种示例,可根据实际情况执行,本发明实施例不作过多限定。
164.步骤1003、判断玻璃是否传送到指定位置,如果是执行步骤1004,否则继续执行步骤1003;
165.步骤1004、停止传送带运动,控制机器人从传送带上抓取玻璃;
166.步骤1005、机器人抓取玻璃后移动到检测区域进行检测;
167.步骤1006、判断传感器检测是否成功,若是则执行步骤1007,否则执行步骤1008;
168.步骤1007、确定所述玻璃在机器人坐标系下的坐标值,根据所述坐标值以及抓取标准位置确定抓取偏移量;
169.步骤1008、判断传感器检测失败次数是否大于3次,若是则执行步骤1009,否则执行步骤1005;
170.步骤1009、请求人工干预;
171.步骤1010、判断是否检测到承载设备的到位信号,若是,则执行步骤1011,否则继续执行步骤1010;
172.步骤1011、触发相机拍照;
173.步骤1012、判断拍照是否成功,若是执行步骤1013,否则执行步骤1014;
174.步骤1013、根据所述承载设备在机器人坐标系下的当前位置以及设备标准位置,确定设备偏移量;
175.步骤1014、判断拍照失败次数是否大于3次,若是则执行步骤1009,否则执行步骤1011;
176.步骤1015、根据所述抓取偏移量和所述设备偏移量确定悬挂偏移量;
177.步骤1016、根据所述至少一个悬挂标准位置和所述悬挂偏移量确定的悬挂位置,控制机器人将所述玻璃悬挂在所述承载设备上传输。
178.如图11所示,本发明实施例还提供一种玻璃自动化传输的具体实施方法,该方法的具体实施流程如下所示:
179.步骤1100、控制机器人从指定位置抓取玻璃并移动到检测区域进行检测,确定所述玻璃在机器人坐标系下的坐标值;
180.步骤1101、根据所述坐标值以及抓取标准位置确定抓取偏移量;
181.步骤1102、若检测到承载设备的到位信号,则触发相机拍照以获取所述移动承载设备在相机坐标系下的位置;
182.步骤1103、根据预先建立的相机坐标系和机器人坐标系的相对位置关系,将在相机坐标系下的位置转换为在机器人坐标系下的位置;
183.步骤1104、根据所述承载设备在机器人坐标系下的当前位置以及设备标准位置,确定设备偏移量;
184.步骤1105、根据所述抓取偏移量和所述设备偏移量确定悬挂偏移量;
185.步骤1106、根据所述至少一个悬挂标准位置和所述悬挂偏移量确定悬挂位置;
186.步骤1107、根据所述悬挂位置控制机器人将所述玻璃悬挂在所述承载设备上传输;
187.步骤1108、若检测到悬挂玻璃的承载设备的到位信号,则根据拿取位置控制机器人从所述承载设备上取下所述玻璃;
188.步骤1109、控制机器人移动到检测区域进行检测,确定所述玻璃在机器人坐标系下的坐标值;
189.步骤1110、根据所述坐标值以及所述抓取标准位置确定抓取偏移量;
190.步骤1111、根据放置位置控制机器人将所述玻璃放入缓存装置中。
191.实施例二
192.基于相同的发明构思,本发明实施例还提供了一种玻璃自动化传输的装置,由于该装置即是本发明实施例中的方法中的装置,并且该装置解决问题的原理与该方法相似,因此该装置的实施可以参见方法的实施,重复之处不再赘述。
193.如图12所示,该装置包括:
194.检测模块1200,用于控制机器人抓取玻璃并移动到检测区域进行检测,确定所述
玻璃在机器人坐标系下的坐标值;
195.第一确定模块1201,用于根据所述在机器人坐标系下的坐标值以及抓取标准位置确定抓取偏移量,其中所述抓取标准位置是在机器人坐标系下预先标定的机器人抓取到的玻璃相对于机器人手爪的位置;
196.第二确定模块1202,用于若检测到移动承载设备的到位信号,则根据所述移动承载设备在机器人坐标系下的当前位置以及设备标准位置,确定设备偏移量,其中所述设备标准位置是在机器人坐标系下预先标定的承载设备的位置;
197.控制模块1203,用于根据所述抓取偏移量和所述设备偏移量确定悬挂偏移量,并根据所述至少一个悬挂标准位置和所述悬挂偏移量确定的悬挂位置,控制机器人将所述玻璃悬挂在所述移动承载设备上传输,其中所述悬挂标准位置是在机器人坐标系下预先标定的在承载设备上的玻璃的悬挂位置。
198.作为一种可能的实施方式,所述控制模块具体还用于:
199.若检测到悬挂玻璃的承载设备的到位信号,则根据拿取位置控制机器人从所述承载设备上取下所述玻璃,并将所述玻璃放入传送带或缓存装置中,其中所述拿取位置是根据所述承载设备在机器人坐标系下的当前位置以及当前所述玻璃的悬挂位置确定的。
200.作为一种可能的实施方式,所述控制模块具体还用于:
201.控制机器人从所述承载设备上取下所述玻璃,并移动到检测区域进行检测,确定所述玻璃在机器人坐标系下的坐标值,根据所述坐标值以及所述抓取标准位置确定抓取偏移量;
202.根据放置位置控制机器人将所述玻璃放入缓存装置中,其中所述放置位置是根据所述抓取偏移量以及放置标准位置确定的,所述放置标准位置是在机器人坐标系下预先标定的放置在缓存装置中的玻璃的位置。
203.作为一种可能的实施方式,所述检测区域包括至少三个传感器;
204.所述检测模块具体用于:
205.通过检测区域中的至少三个传感器对所述玻璃的位置进行检测,得到在传感器坐标系下的传感器坐标值;
206.根据预先建立的所述传感器的传感器坐标系和机器人坐标系的相对位置关系,将所述传感器坐标值转换为在机器人坐标系下的坐标值,其中,所述传感器坐标系和机器人坐标系的各轴方向一致。
207.作为一种可能的实施方式,所述第一确定模块具体用于:
208.根据所述坐标值中相对于机器人坐标系水平面的旋转角度值,确定旋转角度;
209.根据所述坐标值中的y轴坐标值以及所述抓取标准位置的y轴坐标值,确定y轴方向偏移量;
210.根据所述坐标值中的x轴坐标值以及所述抓取标准位置的x轴坐标值,确定x轴方向偏移量;
211.根据所述旋转角度、y轴方向偏移量以及x轴方向偏移量确定抓取偏移量。
212.作为一种可能的实施方式,所述第二确定模块具体还用于:
213.触发相机拍照以获取所述移动承载设备在相机坐标系下的位置;
214.根据预先建立的相机坐标系和机器人坐标系的相对位置关系,将在相机坐标系下
的位置转换为在机器人坐标系下的位置。
215.作为一种可能的实施方式,所述控制模块具体用于:
216.将所述抓取偏移量和设备偏移量累加得到所述悬挂偏移量。
217.实施例三
218.基于相同的发明构思,本发明实施例还提供了一种玻璃自动化传输的设备,由于该设备即是本发明实施例中的方法中的设备,并且该设备解决问题的原理与该方法相似,因此该设备的实施可以参见方法的实施,重复之处不再赘述。
219.如图13所示,该设备包括处理器1300和存储器1301,所述存储器用于存储所述处理器可执行的程序,所述处理器用于读取所述存储器中的程序并执行如下方法的步骤:
220.控制机器人抓取玻璃并移动到检测区域进行检测,确定所述玻璃在机器人坐标系下的坐标值;
221.根据所述在机器人坐标系下的坐标值以及抓取标准位置确定抓取偏移量,其中所述抓取标准位置是在机器人坐标系下预先标定的机器人抓取到的玻璃相对于机器人手爪的位置;
222.若检测到承载设备的到位信号,则根据所述承载设备在机器人坐标系下的当前位置以及设备标准位置,确定设备偏移量,其中所述设备标准位置是在机器人坐标系下预先标定的承载设备的位置;
223.根据所述抓取偏移量和所述设备偏移量确定悬挂偏移量,并根据所述至少一个悬挂标准位置和所述悬挂偏移量确定的悬挂位置,控制机器人将所述玻璃悬挂在所述承载设备上传输,其中所述悬挂标准位置是在机器人坐标系下预先标定的在承载设备上的玻璃的悬挂位置。
224.作为一种可能的实施方式,所述处理器具体还被配置为执行:
225.若检测到悬挂玻璃的承载设备的到位信号,则根据拿取位置控制机器人从所述承载设备上取下所述玻璃,并将所述玻璃放入传送带或缓存装置中,其中所述拿取位置是根据所述承载设备在机器人坐标系下的当前位置以及当前所述玻璃的悬挂位置确定的。
226.作为一种可能的实施方式,所述处理器具体被配置为执行:
227.控制机器人从所述承载设备上取下所述玻璃,并移动到检测区域进行检测,确定所述玻璃在机器人坐标系下的坐标值,根据所述坐标值以及所述抓取标准位置确定抓取偏移量;
228.根据放置位置控制机器人将所述玻璃放入缓存装置中,其中所述放置位置是根据所述抓取偏移量以及放置标准位置确定的,所述放置标准位置是在机器人坐标系下预先标定的放置在缓存装置中的玻璃的位置。
229.作为一种可能的实施方式,所述检测区域包括至少三个传感器;
230.所述处理器具体被配置为执行:
231.通过检测区域中的至少三个传感器对所述玻璃的位置进行检测,得到在传感器坐标系下的传感器坐标值;
232.根据预先建立的所述传感器的传感器坐标系和机器人坐标系的相对位置关系,将所述传感器坐标值转换为在机器人坐标系下的坐标值,其中,所述传感器坐标系和机器人坐标系的各轴方向一致。
233.作为一种可能的实施方式,所述处理器具体被配置为执行:
234.根据所述坐标值中相对于机器人坐标系水平面的旋转角度值,确定旋转角度;
235.根据所述坐标值中的y轴坐标值以及所述抓取标准位置的y轴坐标值,确定y轴方向偏移量;
236.根据所述坐标值中的x轴坐标值以及所述抓取标准位置的x轴坐标值,确定x轴方向偏移量;
237.根据所述旋转角度、y轴方向偏移量以及x轴方向偏移量确定抓取偏移量。
238.作为一种可能的实施方式,所述处理器具体还被配置为执行:
239.触发相机拍照以获取所述移动承载设备在相机坐标系下的位置;
240.根据预先建立的相机坐标系和机器人坐标系的相对位置关系,将在相机坐标系下的位置转换为在机器人坐标系下的位置。
241.作为一种可能的实施方式,所述处理器具体被配置为执行:
242.将所述抓取偏移量和设备偏移量累加得到所述悬挂偏移量。
243.本发明实施例还提供一种计算机存储介质,其上存储有计算机程序,该程序被处理器执行时实现如下方法的步骤:
244.控制机器人抓取玻璃并移动到检测区域进行检测,确定所述玻璃在机器人坐标系下的坐标值;
245.根据所述在机器人坐标系下的坐标值以及抓取标准位置确定抓取偏移量,其中所述抓取标准位置是在机器人坐标系下预先标定的机器人抓取到的玻璃相对于机器人手爪的位置;
246.若检测到承载设备的到位信号,则根据所述承载设备在机器人坐标系下的当前位置以及设备标准位置,确定设备偏移量,其中所述设备标准位置是在机器人坐标系下预先标定的承载设备的位置;
247.根据所述抓取偏移量和所述设备偏移量确定悬挂偏移量,并根据所述至少一个悬挂标准位置和所述悬挂偏移量确定的悬挂位置,控制机器人将所述玻璃悬挂在所述承载设备上传输,其中所述悬挂标准位置是在机器人坐标系下预先标定的在承载设备上的玻璃的悬挂位置。
248.本领域内的技术人员应明白,本发明的实施例可提供为方法、系统、或计算机程序产品。因此,本发明可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实施例的形式。而且,本发明可采用在一个或多个其中包含有计算机可用程序代码的计算机可用存储介质(包括但不限于磁盘存储器和光学存储器等)上实施的计算机程序产品的形式。
249.本发明是参照根据本发明实施例的方法、设备(系统)、和计算机程序产品的流程图和/或方框图来描述的。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式处理机或其他可编程数据处理设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的设备。
250.这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特
定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令设备的制造品,该指令设备实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
251.这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
252.显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1