金属锂负极自动制片机的制作方法
[0001]
本实用新型涉及一种金属锂负极自动制片机。
背景技术:
[0002]
传统制作负极片需要多个工人和多个工位且是采用手动生产线来进行生产的,此种生产方式不但具有生产效率低的不足,其还导致工人的劳动强度大和企业的劳务成本高,其不符合企业大规模批量化生产和自动化生产的要求。
技术实现要素:
[0003]
本实用新型要解决的技术问题是提供一种金属锂负极自动制片机,其整体的结构实现能自动制作负极片,且其的制作过程无需人工参与操作,其具有制作效率高和定位精度高等优点,使其能有效地解决了传统采用多个工人和多个工位的手动方式来制作负极片而导致其具有生产效率低、工人的劳动强度大和企业的劳务成本高的问题。本实用新型是通过以下技术方案来实现的:
[0004]
金属锂负极自动制片机,包括机台,机台的上面设置有极片上料机构,极片上料机构的一侧设置有极片纠偏校正传送机构,极片纠偏校正传送机构的左侧设置有极片预压合机构,极片纠偏校正传送机构的后侧设置有极耳上料机构,极耳上料机构的一侧设置有极耳锂片传送机构,极耳锂片传送机构的一侧设置有锂片上料机构,锂片上料机构的一侧设置有极片极耳压合机构。极耳锂片传送机构就是送料机械手,其可采用但不局限于品牌为fuyu/福誉、型号为fts120xyz-l的送料机构手。
[0005]
作为优选,极片上料机构包括极片纠偏滑动组件,于极片纠偏滑动组件的上面设置有极片纠偏底板,极片纠偏滑动组件的一侧设置有极片纠偏气缸,极片纠偏底板的上面垂直设置有极片上料安装架,极片上料安装架的一侧设置有极片上料盘,极片上料安装架的另一侧设置有极片上料电机,极片上料盘的中心设置有极片上料轴,且极片上料轴与极片上料电机连接,极片上料盘的一侧设置有极片张紧滑动组件,极片张紧滑动组件的一端设置有极片张紧气缸,极片张紧滑动组件的两侧分别设置有极片传送轴,极片传送轴设置有若干条,于极片张紧滑动组件的一侧滑动设置有极片张紧轴;极片上料安装架的一侧设置有载板,载板的两侧分别设置有极片切刀滑动组件,于极片切刀滑动组件的一侧滑动设置有第一切刀,第一切刀的下面设置有第一气缸;载板的上方设置有压板,压板的上方设置有压板驱动气缸,压板驱动气缸的一侧设置有第二气缸,第二气缸的下面连接有第二切刀;第一气缸的一侧设置有拉极片气缸,拉极片气缸的上方设置有极片下托板,极片下托板的下面连接有下托板气缸;拉极片气缸的一侧设置有拉极片移动组件,于拉极片移动组件的上面滑动设置有拉极片移动架,拉极片移动架的上面安装有拉极片夹指气缸。
[0006]
作为优选,极片纠偏校正传送机构包括极片流水线搬运丝杆组件,极片流水线搬运丝杆组件的一端设置有极片移送气缸,于极片流水线搬运丝杆组件的一侧滑动设置有滑动板架,滑动板架的两端分别设置有极片吸取气缸,每个极片吸取气缸的下面设置有一个
第一极片旋转气缸,其中一个第一极片旋转气缸的下面设置有第一极片吸盘,另一个第一极片旋转气缸的下面设置有第二极片吸盘,第一极片吸盘和第二极片吸盘的下方共同设置有一个极片定位修正台,极片定位修正台的一侧设置有第一支架,第一支架上部的一侧设置有极片ccd相机。
[0007]
作为优选,极片预压合机构包括第二支架,横向贯穿第二支架设置有极片滑台滑轨组件,极片滑台滑轨组件的一端设置有极片滑台气缸,于极片滑台滑轨组件的上面滑动设置有极片制作滑台,第二支架上部的一侧设置有极耳预压合气缸,极耳预压合气缸的下面设置有极耳预压头。
[0008]
作为优选,极片上料机构的操作流程为:极片上料盘的装入有锂带料卷,当极片上料电机驱动极片上料轴转动时能对锂带进行开卷和放料;极片张紧轴在张片张紧气缸的驱动下能进行升降移动,当锂带的张紧状态过松时,张片张紧气缸会驱动极片张紧轴下降而对锂带进行张紧调节,当锂带处于过紧的状态时,张片张紧气缸会驱动极片张紧轴升高,以缓解锂带的过紧;当锂带在传送的过程中发生偏位时,极片纠偏气缸会驱动极片上料轴和极片传送轴随极片纠偏底板并沿极片纠偏滑动组件进行左右移动,以实现能对锂带的传送进和地纠偏;当压板驱动气缸驱动压板将锂带的最前端压紧在载板的上面时,其实现能对锂带进行压紧和定位;当拉极片气缸驱动拉极片夹指气缸前往并夹住锂带的前端并向前拉出一段定长的锂带后,极片下托板在下托板气缸的驱动下向上升起并托住锂带,极片吸取气缸在极片移送气缸的驱动下能定位到极片下托板中的锂带的上表面,接着,第二气缸驱动第二切刀向下运动及第一气缸驱动第一切刀向上运动能将锂带切断(此时的锂带段变成了锂电芯的负极片);接着,极片吸取气缸又在极片移送气缸的驱动下能从第一极片吸盘中吸取负极片,而每个极片旋转气缸能对与之连接的极片吸取气缸进行旋转,使其实现能对被极片吸取气缸吸取后的极片进行旋转,并把负极片搬送到极片定位纠正台的上面,极片ccd相机用于对负极片的定位情况进行拍照,以实现能检测其的负极片是否定位精准,而第二极片吸盘用于从极片定位纠正台的上面吸取负极片,并将其搬送到极片制作滑台的上面。
[0009]
作为优选,极耳上料机构包括极耳上料板座,极耳上料板座的一侧设置有极耳上料电机,极耳上料板座的另一侧设置有极耳上料盘,极耳上料盘的中心设置有极耳上料轴与极耳上料电机连接,极耳上料盘的下面设置有极耳张紧滑动组件,极耳张紧滑动组件的一侧设置有极耳张紧轴,极耳张紧滑动组件的另一侧设置有极耳送料被动轮,极耳送料被动轮的下面设置有极耳送料主动轮,极耳上料电机的下侧设置有极耳送料电机,且极耳送料电机与极耳送料主动轮连接;极耳送料主动轮的一侧设置有第三支架,第三支架的一侧设置有切极耳滑动组件,于切极耳滑动组件的一侧滑动设置有第三切刀,第三切刀的下面连接有第三气缸,第三切刀的上方设置有第四切刀,第四切刀的上面设置有第四气缸,第三切刀的一侧设置有第四支架,第四支架的一侧设置有极耳冲孔底座,极耳冲孔底座的上方设置有极耳冲头,极耳冲头的上面设置有极耳冲孔气缸,极耳冲孔气缸的一侧设置有极耳预压气缸;极耳预压气缸的一侧设置有第五支架,第五支架的顶部设置有极耳横向移送丝杆组件,极耳横向移送丝杆组件的一端设置有极耳横向移送电机,极耳横向移送丝杆组件的一侧设置有极耳横向滑板,极耳横向滑板的一侧设置有极耳纵向移送滑轨组件,于极耳纵向移送滑轨组件的一侧滑动设置有极耳夹指气缸,极耳夹指气缸的上方设置有极耳纵向
移送滑轨气缸。
[0010]
作为优选,极耳上料机构的操作流程为:极耳上料盘放置有铜带料卷,当极耳上料电机驱动极耳上料轴旋转时,旋转的极耳上料轴能带动铜带料卷进行开卷和上料;极耳张紧轴沿极耳张紧滑动组件能进行上下滑动,当铜带出现过松的现象时,极耳张紧轴受自身的重力作用下降会对传送经过其的铜带进行张紧调节;当铜带出现过紧的现象时,铜带的张力会拉动极耳张紧轴升高至铜带的张力与极耳张紧轴重力相同的位置;当极耳送料电机驱动极耳送料主动轮转动时,转动的极耳送料主动轮能对铜带进行传送;极耳纵向移送滑轨气缸通过极耳横向移送电机能于极耳横向移送滑轨的一侧进行横向移动,而极耳夹指气缸通过极耳纵向移动滑轨气缸能沿极耳纵向移送滑轨组件进行纵向升降移动,使极耳夹指气缸在极耳纵向移送滑轨气缸的驱动下能定位到铜带切料工位燕夹住铜带的前端;当第四气缸驱动第四切刀向下移动及第三气缸驱动第三切刀向上移动时能将极耳切断,接着,极耳夹指气缸夹住极耳(即由铜带切断变成的极耳) 并将其移送到和定位到极耳冲孔底座的上面,极耳冲头在极耳冲孔气缸的驱动下能对极耳进行冲孔;待极耳完成冲孔之后,极耳夹指气缸又夹住极耳,并将其定位到位于极片制作滑台上面的极片安装极耳的位置,接着,极耳预压气缸启动向下将极耳压紧在极片的上面,然后,极片滑台气缸驱动极片制作滑台移送至压锂片工位。
[0011]
作为优选,锂片上料机构包括锂片上料架,锂片上料架的一侧设置有锂片上料盘,锂片上料架的另一侧设置有锂片上料电机,锂片上料盘的中心设置有锂片上料转轴与锂片上料电机连接,锂片上料盘的下面设置有锂片张紧滑动组件,于锂片张紧滑动组件的一侧滑动设置有锂片张紧轴,锂片上料架左下角处设置有锂片拉料气缸,锂片拉料气缸的上面设置有锂片夹持气缸;锂片上料架的一侧设置有锂片切料架,锂片切料架的一侧设置有锂片滑轨组件,于锂片滑轨组件的一侧滑动从上至下分别设置有第五切刀和第六切刀,第六切刀的下面设置有第六气缸,第六切刀的一侧设置有锂片吸座,第六切刀的上方设置有锂片托板,锂片托板的上方设置有锂片压紧板,锂片压紧板的上方连接有锂片压紧气缸,第五切刀的上面连接有第五气缸;第五气缸的一侧设置有锂片横向移送丝杆组件,锂片横向移送丝杆组件的一端设置有锂片横向移送气缸,于锂片横向移送丝杆组件的一侧滑动设置有锂片横向移送滑板,锂片横向移送滑板的一侧设置有锂片纵向移送气缸,锂片纵向移送气缸的下面设置有锂片移送吸头。
[0012]
作为优选,锂片上料机构的操作流程为:锂片上料电机启动时能驱动锂片上料转轴转动,转动的锂片上料转轴能带动锂片旋转放料,锂片张紧轴的运作原理与极耳张紧轴的工作原理相同,使锂片张紧轴实现能利用自身的重力来对锂带进行张紧调节;当锂带牵引至锂片托板的前侧并被锂带吸座吸住时,接着,锂片压紧板在锂片压紧气缸的驱动下能将锂带压紧在锂片托板的上面,同时,锂片夹持气缸夹紧锂带;第五切刀在第五气缸的驱动下向下移动及第六切刀在第六气缸的驱动下向上移动能将锂带切断,锂片移送吸头在锂片横向移送气缸和锂片纵向移送气缸的共同驱动下能将锂片从锂带吸座中进行吸取、传送、将其压紧到负极片和极耳的表面等操作,以实现能自动对锂片、极耳和极片进行预压合操作。
[0013]
作为优选,极片极耳压合机构包括第六支架,第六支架的一侧设置有第七支架,第七支架的一侧设置有第八支架,共同贯穿第六支架、第七支架和第八支架的下部设置有极
耳压合移位滑轨组件,极耳压合移位滑轨组件的一端设置有极耳压合移位气缸,于极耳压合移位滑轨组件的上面滑动设置有负极片压合滑台;第六支架顶面的上面设置有极片极耳压合气缸,第六支架内设置有极片极耳压合导柱层板,极片极耳压合导柱层板的下面设置有极片极耳压合板,极片极耳压合导柱层板的四个角分别与第六支架连接有导柱;第七支架上部的一侧设置有极片摄像ccd,第八支架的上端设置有极片横向传送丝杆组件,极片横向传送丝杆组件的一端设置有极片横向传送气缸,于极片横向传送丝杆组件的一侧滑动设置有极片纵向传送气缸,极片纵向传送气缸设置有至少二个,每个极片纵向传送气缸的下面设置有第二极片旋转气缸,其中一个第二极片旋转气缸的下面设置有第一极片传送吸头,另一个第二极片旋转气缸缸的下面设置有第二极片传送吸头。
[0014]
作为优选,极片极耳压合机构的操作流程为:第一极片传送吸头在极片横向传送气缸和极片纵向传送气缸的共同驱动下能移送到极片制作滑台中吸取完成预压合的负极片,并将其传送到负极片压合滑台的上面,而负极片压合滑台在极耳压合移位气缸的驱动下通过极耳压合移位滑轨组件能移送并定位到极片极耳压合板的下面,极片极耳压合板在极片极耳压合气缸的驱动下能对锂片、极耳和极片进行铆压或铆合;当极耳压合移位气缸驱动负极片压合滑台向第二极片传送吸头的方向传送时,且其在经过极片摄像ccd的下方时,极片摄像ccd能对铆合完毕后的负极片进行拍照,并自动将其拍到的信息发送给控制器,由控制器接收信息后进行判断,使其实现能判定产品是否合格,当控制器判断产品为合格产品后,产品则由第二极片传送吸头吸取并下料,而不合格的产品则随负极片压合滑台移送至极耳压合移位滑轨组件的最右侧进行不合格产品下料。
[0015]
作为优选,极片纠偏滑动组件、极片张紧滑动组件、极片切刀滑动组件、拉极片移动组件、极片滑台滑轨组件、极耳张紧滑动组件、切极耳滑动组件、极耳纵向移送滑轨组件、锂片张紧滑动组件、锂片滑轨组件、锂片横向移送丝杆组件和极耳压合移位滑轨组件均设置有滑轨,及于滑轨上面滑动设置的滑块。
[0016]
作为优选,极片流水线搬运丝杆组件、极耳横向移送丝杆组件、锂片横向移送丝杆组件和极片横向传送丝杆组件均设置有丝杆,丝杆的两侧分别设置有导轨,让丝杆贯穿其的中心设置有螺母支撑座。
[0017]
作为优选,分别与极片上料机构、极片纠偏校正传送机构、极片预压合机构、极耳上料机构、极耳锂片传送机构、锂片上料机构和极片极耳压合机构连接有控制器,控制器为plc可编程逻辑控制器,plc可编程逻辑控制器能采用但不局限于品牌为vigor/丰炜、货号为4586的可编程控制器。操作人员能根据生产的需要通过控制器设置控制各个部件运行的各项参数。
[0018]
本实用新型的金属锂负极自动制片机, 包括机台、极片上料机构、极片纠偏校正传送机构、极片预压合机构、极耳上料机构、极耳锂片传送机构、锂片上料机构和极片极耳压合机构。本实用新型的极片上料机构用于对锂带进行上料和切段,极片纠偏校正传送机构用于对负极片进行定位、检测、校正及将其负极片传送到极片预压合机构;极耳上料机构用于对铜带进行上料、切段及将完成切段后的铜带传送到极片预压合机构进行预压合操作;锂片上料机构用于对锂带进行上料和切段,并将完成切段后的锂带传送到极片预压合机构进行预压合操作;极片预压合机构用于对传送进入其内的锂片、极耳和极片进行预压合,使之成为负极片;极片极耳压合机构用于对负极片进行铆压或铆合,并能对完成铆压或
铆合后的负极片进行良品检测、非良品检测、良品下料和非良品下料等操作,其整体的结构设计实现了能自动对负极片进行制作,且其的制作过程无需人工参与操作,其具有制作效率高和定位精度高等优点,其使用更加方便、快捷,实用性强。
附图说明
[0019]
为了易于说明,本实用新型由下述的较佳实施例及附图作以详细描述。
[0020]
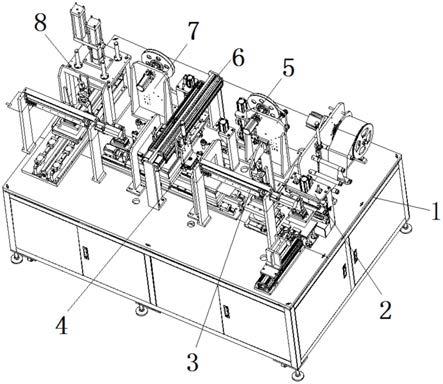
图1为本实用新型的金属锂负极自动制片机的立体图。
[0021]
图2为本实用新型的金属锂负极自动制片机的极片上料机构的立体图。
[0022]
图3为本实用新型的金属锂负极自动制片机的极片上料机构的另一方向的立体图。
[0023]
图4为本实用新型的金属锂负极自动制片机的极片纠偏校正传送机构的立体图。
[0024]
图5为本实用新型的金属锂负极自动制片机的极片预压合机构的立体图。
[0025]
图6为本实用新型的金属锂负极自动制片机的极耳上料机构的立体图。
[0026]
图7为本实用新型的金属锂负极自动制片机的极耳上料机构另一方向的立体图。
[0027]
图8为本实用新型的金属锂负极自动制片机的锂片上料机构的立体图。
[0028]
图9为本实用新型的金属锂负极自动制片机的锂片上料机构另一方向的立体图。
[0029]
图10为本实用新型的金属锂负极自动制片机的极片极耳压合机构的立体图。
具体实施方式
[0030]
为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳实施方式。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本实用新型的公开内容理解的更加透彻全面。
[0031]
除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本实用新型。
[0032]
本实施例中,参照图1至图10所示,本实用新型的金属锂负极自动制片机,包括机台1,机台1的上面设置有极片上料机构2,极片上料机构2的一侧设置有极片纠偏校正传送机构3,极片纠偏校正传送机构3的左侧设置有极片预压合机构4,极片纠偏校正传送机构3的后侧设置有极耳上料机构5,极耳上料机构5的一侧设置有极耳锂片传送机构6,极耳锂片传送机构6的一侧设置有锂片上料机构7,锂片上料机构7的一侧设置有极片极耳压合机构8。
[0033]
在其中一实施例中,极片上料机构2包括极片纠偏滑动组件201,于极片纠偏滑动组件201的上面设置有极片纠偏底板202,极片纠偏滑动组件201的一侧设置有极片纠偏气缸203,极片纠偏底板202的上面垂直设置有极片上料安装架204,极片上料安装架204的一侧设置有极片上料盘205,极片上料安装架204的另一侧设置有极片上料电机206,极片上料盘205的中心设置有极片上料轴207,且极片上料轴207与极片上料电机206连接,极片上料盘205的一侧设置有极片张紧滑动组件208,极片张紧滑动组件208的一端设置有极片张紧气缸209,极片张紧滑动组件208的前后两侧分别设置有极片传送轴210,极片传送轴210设
置有若干条,于极片张紧滑动组件208的一侧滑动设置有极片张紧轴211;极片上料安装架204的一侧设置有载板212,载板212的左右两侧分别设置有极片切刀滑动组件213,于极片切刀滑动组件213的一侧滑动设置有第一切刀214,第一切刀214的下面设置有第一气缸215;载板212的上方设置有压板216,压板216的上方设置有压板驱动气缸217,压板驱动气缸217的一侧设置有第二气缸218,第二气缸218的下面连接有第二切刀219;第一气缸215的一侧设置有拉极片气缸220,拉极片气缸220的上方设置有极片下托板221,极片下托板221的下面连接有下托板气缸222;拉极片气缸220的一侧设置有拉极片移动组件223,于拉极片移动组件223的上面滑动设置有拉极片移动架224,拉极片移动架224的上面安装有拉极片夹指气缸225。
[0034]
在其中一实施例中,极片纠偏校正传送机构3包括极片流水线搬运丝杆组件30,极片流水线搬运丝杆组件30的一端设置有极片移送气缸31(极片移送气缸),于极片流水线搬运丝杆组件30的一侧滑动设置有滑动板架32,滑动板架32的左右两端分别设置有极片吸取气缸33,每个极片吸取气缸33的下面设置有一个第一极片旋转气缸34,其中一个第一极片旋转气缸34的下面设置有第一极片吸盘35,另一个第一极片旋转气缸34的下面设置有第二极片吸盘36,第一极片吸盘35和第二极片吸盘36的下方共同设置有一个极片定位修正台37,极片定位修正台37的一侧设置有第一支架38,第一支架38上部的一侧设置有极片ccd相机39。
[0035]
在其中一实施例中,极片预压合机构4包括第二支架40,横向贯穿第二支架40设置有极片滑台滑轨组件41,极片滑台滑轨组件41的一端设置有极片滑台气缸42,于极片滑台滑轨组件41的上面滑动设置有极片制作滑台43,第二支架40上部的一侧设置有极耳预压合气缸44,极耳预压合气缸44的下面设置有极耳预压头45。
[0036]
在其中一实施例中,极耳上料机构5包括极耳上料板座501,极耳上料板座501的一侧设置有极耳上料电机502,极耳上料板座501的另一侧设置有极耳上料盘503,极耳上料盘503的中心设置有极耳上料轴504与极耳上料电机502连接,极耳上料盘503的下面设置有极耳张紧滑动组件505,极耳张紧滑动组件505的一侧设置有极耳张紧轴506,极耳张紧滑动组件505的另一侧设置有极耳送料被动轮507,极耳送料被动轮507的下面设置有极耳送料主动轮508,极耳上料电机502的下侧设置有极耳送料电机509,且极耳送料电机509与极耳送料主动轮508连接;极耳送料主动轮508的一侧设置有第三支架510,第三支架510的一侧设置有切极耳滑动组件511,于切极耳滑动组件511的一侧滑动设置有第三切刀512,第三切刀512的下面连接有第三气缸513,第三切刀512的上方设置有第四切刀514,第四切刀514的上面设置有第四气缸515,第三切刀512的一侧设置有第四支架516,第四支架516的一侧设置有极耳冲孔底座517,极耳冲孔底座517的上方设置有极耳冲头518,极耳冲头518的上面设置有极耳冲孔气缸519,极耳冲孔气缸519的一侧设置有极耳预压气缸520;极片制作滑台43设置在极耳预压气缸520的下面。极耳预压气缸520的一侧设置有第五支架521,第五支架521的顶部设置有极耳横向移送丝杆组件522,极耳横向移送丝杆组件522的一端设置有极耳横向移送电机523,极耳横向移送丝杆组件522的一侧设置有极耳横向滑板524,极耳横向滑板524的一侧设置有极耳纵向移送滑轨组件525,于极耳纵向移送滑轨组件525的一侧滑动设置有极耳夹指气缸526,极耳夹指气缸526的上方设置有极耳纵向移送滑轨气缸527。
[0037]
在其中一实施例中,锂片上料机构7包括锂片上料架70,锂片上料架70的一侧设置
有锂片上料盘71,锂片上料架70的另一侧设置有锂片上料电机72,锂片上料盘71的中心设置有锂片上料转轴73与锂片上料电机72连接,锂片上料盘71的下面设置有锂片张紧滑动组件74,于锂片张紧滑动组件74的一侧滑动设置有锂片张紧轴75,锂片上料架70左下角处设置有锂片拉料气缸76,锂片拉料气缸76的上面设置有锂片夹持气缸77;锂片上料架70的一侧设置有锂片切料架78,锂片切料架78的一侧设置有锂片滑轨组件79,于锂片滑轨组件79的一侧滑动从上至下分别设置有第五切刀791和第六切刀792,第六切刀792的下面设置有第六气缸793,第六切刀792的一侧设置有锂片吸座794,第六切刀792的上方设置有锂片托板795,锂片托板795的上方设置有锂片压紧板796,锂片压紧板796的上方连接有锂片压紧气缸797,第五切刀791的上面连接有第五气缸798;第五气缸798的一侧设置有锂片横向移送丝杆组件799,锂片横向移送丝杆组件799的一端设置有锂片横向移送气缸7990,于锂片横向移送丝杆组件799的一侧滑动设置有锂片横向移送滑板7991,锂片横向移送滑板7991的一侧设置有锂片纵向移送气缸7992,锂片纵向移送气缸7992的下面设置有锂片移送吸头7993。
[0038]
在其中一实施例中,极片极耳压合机构8包括第六支架801,第六支架801的一侧设置有第七支架802,第七支架802的一侧设置有第八支架803,共同贯穿第六支架801、第七支架802和第八支架803的下部设置有极耳压合移位滑轨组件804,极耳压合移位滑轨组件804的一端设置有极耳压合移位气缸805,于极耳压合移位滑轨组件804的上面滑动设置有负极片压合滑台806;第六支架801顶面的上面设置有极片极耳压合气缸807,第六支架801内设置有极片极耳压合导柱层板808,极片极耳压合导柱层板808的下面设置有极片极耳压合板809,极片极耳压合导柱层板808的四个角分别与第六支架801连接有导柱810;第七支架802上部的一侧设置有极片摄像ccd811,第八支架803的上端设置有极片横向传送丝杆组件812,极片横向传送丝杆组件812的一端设置有极片横向传送气缸813,于极片横向传送丝杆组件812的一侧滑动设置有极片纵向传送气缸814,极片纵向传送气缸814设置有至少二个,每个极片纵向传送气缸814的下面设置有第二极片旋转气缸815,其中一个第二极片旋转气缸815的下面设置有第一极片传送吸头816,另一个第二极片旋转气缸815的下面设置有第二极片传送吸头817。
[0039]
在其中一实施例中,该金属锂负极自动制片机的结构设计原理为:极片上料机构2用于对锂带进行上料和切段,极片纠偏校正传送机构3用于对负极片进行定位、检测、校正及将其负极片传送到极片预压合机构4;极耳上料机构5用于对铜带进行上料、切段及将完成切段后的铜带传送到极片预压合机构4进行预压合操作;锂片上料机构7用于对锂带进行上料和切段,并将完成切段后的锂带传送到极片预压合机构4进行预压合操作;极片预压合机构4用于对传送进入其内的锂片、极耳和极片进行预压合,使之成为负极片;极片极耳压合机构8用于对负极片进行铆压或铆合,并能对完成铆压或铆合后的负极片进行良品检测、非良品检测、良品下料和非良品下料等操作,其整体的结构设计实现了能自动对负极片进行制作,且其的制作过程无需人工参与操作,其具有制作效率高和定位精度高等优点,其使用更加方便、快捷,实用性强。
[0040]
本实用新型的金属锂负极自动制片机,包括机台、极片上料机构、极片纠偏校正传送机构、极片预压合机构、极耳上料机构、极耳锂片传送机构、锂片上料机构和极片极耳压合机构。本实用新型整体的结构设计实现能对锂带进行上料和切段,对负极片进行定位、检
测、校正和传送,对铜带进行上料、切段及对完成切段后的铜带进行传送,对锂带进行上料、切段和传送,对锂片、极耳和极片进行预压合,对负极片进行铆压或铆合,并能对完成铆压或铆合后的负极片进行良品检测、非良品检测、良品下料和非良品下料等一系列操作,其整体的结构实现能自动制作负极片,且其的制作过程无需人工参与操作,其具有制作效率高和定位精度高等优点,使其能有效地解决了传统采用多个工人和多个工位的手动方式来制作负极片而导致其具有生产效率低、工人的劳动强度大和企业的劳务成本高的问题。
[0041]
上述实施例,只是本实用新型的一个实例,并不是用来限制本实用新型的实施与权利范围,凡与本实用新型权利要求所述内容相同或等同的技术方案,均应包括在本实用新型保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1