一种集流片焊接结构的制作方法
1.本实用新型涉及一种锂电池生产制造过程中的焊接结构,即一种集流片焊接结构。
背景技术:
2.目前,锂电池的端部都需要安装集流片,以此方便与外壳内的电芯全极耳进行焊接导电,同时集流片还需要通过焊接工艺与外壳进行连接固定,传统的焊接方式就是围绕着集流片的外圆周面与外壳之间进行点焊,由于集流片是一个薄片状零部件,其外圆周面与外壳之间的接触面较小,故焊接过程比较麻烦,焊接牢固度也欠佳;同时,现在的锂电池制造已经变得越来越智能化和自动化,而集流片却受限于薄片状的外形,往往很难通过自动化生产设备进行输送和装配,从而极大影响了锂电池的自动化制造应用。
技术实现要素:
3.本实用新型所要解决的技术问题在于克服现有技术的缺陷而提供一种焊接方便牢固、能更好适应自动化生产制造的集流片焊接结构。
4.本实用新型的技术问题通过以下技术方案实现:
5.一种集流片焊接结构,安装在锂电池的外壳端部内,所述的集流片外圆周设有圆周弯折的折边,该折边的外圆周面上设有若干个圆周分布的焊接点,且折边经该焊接点与所述外壳之间形成焊接。
6.所述的折边由集流片的外圆周连体向上弯折而成。
7.所述的焊接点均是凸起在折边的外圆周面上的空心凸点。
8.所述的若干个焊接点设有至少一排,且圆周分布在折边的外圆周面上。
9.所述的焊接点横截面呈半圆形或三角形或梯形或矩形。
10.所述的外壳的外圆周面上设有滚槽,并经该滚槽将所述集流片的折边向内压制固定。
11.与现有技术相比,本实用新型主要是在集流片外圆周设有圆周弯折的折边,并在折边的外圆周面上设有若干个圆周分布的焊接点,而集流片正是通过折边上的若干个焊接点与外壳之间形成焊接;因此,通过折边和折边外圆周面上的若干个焊接点,不但能增大集流片与外壳之间的焊接接触面,而且焊接过程更加简单,焊接后也更加牢固;同时,集流片采用折边和焊接点的设计结构,相比传统的薄片状结构,更能方便自动化生产设备的输送和装配,从而更好适应锂电池的自动化生产制造。
附图说明
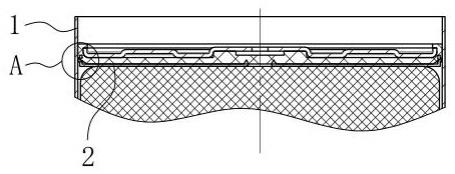
12.图1为本实用新型的剖视图。
13.图2为图1的a处放大图。
14.图3为集流片的剖视图。
15.图4为图3的b处放大图。
16.图5为图3的立体图。
具体实施方式
17.下面将按上述附图对本实用新型实施例再作详细说明。
18.如图1~图5所示,1.外壳、2.集流片、21.焊接点、22.折边。
19.一种集流片焊接结构,如图1所示,主要是指安装在锂电池的外壳1端部内的集流片2焊接结构,本实施例以锂电池正极端的集流片焊接结构为例,其中集流片2是一个与外壳1端部吻合的圆盖状部件,它主要是在圆片状的外圆周设有圆周弯折的折边22,具体是将折边由集流片2的外圆周连体向上垂直弯折而成。
20.所述折边2的外圆周面上设有若干个圆周分布的焊接点21,一般来说,若干个焊接点21设有至少一排,且圆周均布在折边22的外圆周面上,每个焊接点21均是凸起在折边22的外圆周面上的空心凸点;所述的焊接点21横截面可采用各种形状,如本实例中图2、图4所示的半圆形,也可以采用三角形或梯形或矩形等,故横截面形状是不受限制的。
21.这样,集流片2通过折边22上的若干个焊接点21就能与外壳1之间形成焊接。
22.显然,通过折边22和折边外圆周面上的若干个焊接点21,不但能增大集流片2与外壳1之间的焊接接触面,而且焊接过程更加简单,焊接后也更加牢固。
23.同时,集流片2采用折边22和焊接点21的设计结构,其相比传统的薄片状结构,更能方便自动化生产设备的输送和装配,从而更好适应锂电池的自动化生产制造。
24.当然,根据实际使用情况,折边22的上边缘可以如本实施例所示采用直线型,也可以采用锯齿型,这都不会影响集流片2的焊接操作。
25.另外,在集流片2与外壳1焊接完成后,外壳1的外圆周面上还需设有滚槽(图中未示),并经该滚槽可将集流片2的折边22向内压制以作进一步固定。
26.以上所述仅是本实用新型的具体实施例,本领域技术人员应该理解,任何与该实施例类似的结构设计,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种集流片焊接结构,安装在锂电池的外壳(1)端部内,其特征在于所述的集流片(2)外圆周设有圆周弯折的折边(22),该折边的外圆周面上设有若干个圆周分布的焊接点(21),且折边(22)经该焊接点(21)与所述外壳(1)之间形成焊接。2.根据权利要求1所述的一种集流片焊接结构,其特征在于所述的折边(22)由集流片(2)的外圆周连体向上弯折而成。3.根据权利要求1所述的一种集流片焊接结构,其特征在于所述的焊接点(21)均是凸起在折边(22)的外圆周面上的空心凸点。4.根据权利要求1所述的一种集流片焊接结构,其特征在于所述的若干个焊接点(21)设有至少一排,且圆周分布在折边(22)的外圆周面上。5.根据权利要求4所述的一种集流片焊接结构,其特征在于所述的焊接点(21)横截面呈半圆形或三角形或梯形或矩形。6.根据权利要求1所述的一种集流片焊接结构,其特征在于所述的外壳(1)的外圆周面上设有滚槽,并经该滚槽将所述集流片(2)的折边(22)向内压制固定。
技术总结
本实用新型公开了一种集流片焊接结构,该集流片安装在锂电池的外壳端部内,主要是在集流片外圆周设有圆周弯折的折边,并在折边的外圆周面上设有若干个圆周分布的焊接点,而集流片正是通过折边上的若干个焊接点与外壳之间形成焊接;因此,通过折边和折边外圆周面上的若干个焊接点,不但能增大集流片与外壳之间的焊接接触面,而且焊接过程更加简单,焊接后也更加牢固;同时,集流片采用折边和焊接点的设计结构,其相比传统的薄片状结构,更能方便自动化生产设备的输送和装配,从而更好适应锂电池的自动化生产制造。池的自动化生产制造。池的自动化生产制造。
技术研发人员:朱效铭
受保护的技术使用者:宁波博大梧桐电池有限公司
技术研发日:2022.03.28
技术公布日:2022/8/30
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1