一种桂花片茶及其生产工艺
1.本发明属于青砖茶生产技术领域,涉及一种桂花片茶及其生产工艺。
背景技术:
2.湖北咸宁具有桂花之乡的美誉,青砖茶更是咸宁的亮丽名片,桂花茶具有养颜美容、舒缓喉咙、改善多痰咳嗽症状等功效,但是单纯的桂花茶香气浓厚易腻,而且不耐泡;但是青砖茶因其压制工艺而非常耐泡,如果能够将两者结合将产生口味别致、耐泡的优势,但这存在难度。一方面,青砖茶在制作过程中需要汽蒸、加热,而桂花受蒸汽作用会导致芳香油的散失,传统砖茶制备过程中的烘干工艺也会导致桂花精油的损失,为了达到桂花茶中桂花精油含量的要求,只能通过增大桂花占比,而这不仅增大了成本,也会导致砖茶易散(影响耐泡性);另一方面,桂花与茶叶的混合难,具有湿度的茶叶在与细小花瓣的桂花混合时,桂花难以与茶叶均匀混合,如果通过强制搅动的方式混合,则会影响茶叶的完整性,使砖茶泡制过程中呈碎渣状;第三,桂花高温熟化之后,其含有的桂花精油更加容易挥发,导致精油含量降低,而且熟制的桂花会影响桂花茶在泡制过程中的桂花成色和茶汁的口感,即桂花鲜度严重受损。
技术实现要素:
3.本发明的目的是针对现有的技术存在的上述问题,提供一种桂花片茶及其生产工艺,本发明所要解决的技术问题是如何使片茶尽可能的保留桂花成分,提高口感,减少降低桂花用量。
4.本发明的目的可通过下列技术方案来实现:一种桂花片茶,其特征在于,包括质量占比82~98%的青砖茶原料和质量占比0.8~17%的的桂花花瓣。
5.一种桂花片茶的制备方法,其特征在于,包括如下步骤:
6.a、将青砖茶原料汽蒸3~6min,控制汽蒸后青砖茶原料的含水率在18~25%之间;
7.b、将汽蒸后的青砖茶原料冷却至20~40摄氏度,并风干脱水至青砖茶原料的含水率小于15%;
8.c、在模具中铺层冷却后的青砖茶和除杂清洗后的桂花花瓣,铺层方式为:依序在模腔中加入青砖茶原料和桂花花瓣,使青砖茶原料和桂花花瓣呈层状,表层和底层为青砖茶原料,相邻青砖茶原料层之间为桂花花瓣层;
9.d、合模,合模后并对模腔内的混合料进行压制,压制时间控制在0.8~1.2min之间,压制压力控制在12~20mpa之间,在压制过程中对模具外壁进行加热,使贴近模腔壁面的混合物熟化程度高于远离模腔壁面的混合物,模具为导热性好的金属材料,加热温度为110~160摄氏度之间;
10.e、在模腔保型状态下对步骤d制得的桂花茶半成品进行快速冷却,冷却至常温后脱模;
11.f、对脱模后的桂花茶进行冻干,即得到含水率小于2%的桂花片茶。
12.进一步的,所述步骤c中桂花花瓣为鲜花瓣。
13.进一步的,所述青砖茶原料为鲜茶叶经过杀青、揉捻、渥堆、干燥后的茶叶半成品。
14.进一步的,所述步骤c中,在每一次青砖茶原料铺层后即进行一次预压,预压压力小于5mpa,单次预压时间为3~10s,预压过程中不对模具进行加热。
15.进一步的,上述工艺中采用的模具包括上模和下模,所述下模包括上端开口的模盒和纵向滑动连接在模盒内的随动网架,所述随动网架包括一块横板和等间距分布在横板上的竖板,所述横板位于竖板的中部,所述下模的底面具有与随动网架适配的滑槽,所述上模为与模盒开口适配的方辊。
16.进一步的,所述步骤c中铺层的设备包括若干上传送带和一个下传送带,所述下模等间距固定在下传送带上,所述上模等间距固定在上传送带上,相邻上模在上传送带上的间距与相邻下模在下传送带上的间距相等,相邻上传送带之间依次设置有桂花下料工位和青砖茶原料下料工位。
17.进一步的,在最后一个上传送带的后方设置一压制传送带,在压制传送带和与压制传送带对应的下传送带处设置对模具进行加热的加热装置。
18.本方案的优势在于:
19.1、尽可能的减少桂花精油的挥发,在桂花片茶中保留了大部分桂花原本的成分,可减少桂花的用量,降低成本。
20.2、避免了对桂花花瓣在裸露环境下的加热,对桂花成色和桂花成分有较好的保留。
21.3、在对模具进行加热的过程中,只会造成片茶外层的熟化,不会造成内部的熟化,不仅使桂花片茶外观平整(熟化后的茶叶在压制后平滑美观),优化了片茶的外观,使压制图案的平整度和清晰度提升,还利于脱模,最关键的是确保了片茶内大部分区域的桂花花瓣不被熟化。
22.4、通过铺层的方式,使桂花在茶叶中分布均匀,在泡制过程中桂花精油的溢出速度平缓,提高了片茶的耐泡性,避免了初泡之后即无桂花清香的情况。
23.5、在每次铺层后,即对其进行预压,预压的上模作用在青砖茶层之上,避免桂花花瓣粘附在上模上。
附图说明
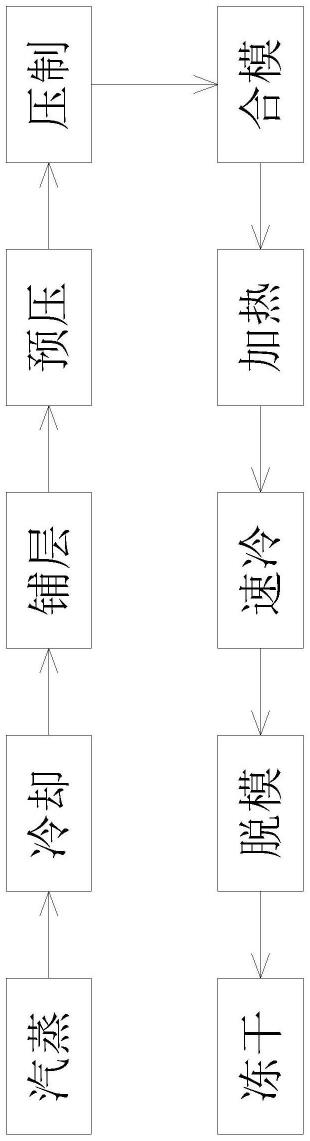
24.图1是本桂花片茶的生产工艺流程图。
25.图2是铺层和压制成型所需的设备简易原理图。
26.图3是模具的结构示意图。
27.图4是下模分解后的模具结构示意图。
28.图5是桂花片茶的产品图样。
29.图中,1、上模;2、下模;21、模盒;22、随动网架;23、横板;24、竖板;25、滑槽;3、上传送带;4、下传送带;5、桂花下料工位;6、青砖茶原料下料工位;7、压制传送带;8、加热装置。
具体实施方式
30.以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,
但本发明并不限于这些实施例。
31.如图1所示,将经过杀青、揉捻、渥堆、干燥后的青砖茶原料汽蒸3~6min,控制汽蒸后青砖茶原料的含水率在18~20%之间,汽蒸后即进行冷却,可通过挑散的方式避免其粘结,并使其冷却至20~40摄氏度,同时稍作脱水,控制其含水率小于15%,大于10%,目的是避免水分积存滴流,也便于后续铺层;
32.随后在下模2中铺层冷却后的青砖茶和除杂清洗后的桂花花瓣,下加入一层青砖茶原料,经预压后再加入一层桂花花瓣,如此反复,每加入一层青砖茶原料即进行一次预压,预压压力小于5mpa,单次预压时间为3~10s,预压过程中不对模具进行加热。根据桂花片茶的厚度控制层数,桂花花瓣在添加至青砖茶层之上时,桂花花瓣零散分布,并不能覆盖青砖茶表面,桂花花瓣分布面积最多只能占青砖茶表面面积的一半,如果桂花含量较高,需增加铺层次数,使相邻青砖茶层之间能够接触,提高压制过程中层间的黏接强度,提高耐泡性能,还能够有效的对桂花花瓣进行包覆。
33.添加桂花时尽可能不使其分布在模腔的外圈,一方面是避免桂花外洒,另一方面是后续加热过程中避免高温影响桂花;预压的作用除了优化桂花的分布外,还能够使模腔边缘压实,使成型后的片茶外廓毛刺较少,更加美观。
34.在铺层和预压结束后,保持上模1对下模2的压紧,并增大压力,使其压制压力控制在12~20mpa之间,压制时间控制在0.8~1.2min之间,在压制过程中对模具外壁进行加热,使贴近模腔壁面的混合物熟化程度高于远离模腔壁面的混合物,模具为导热性好的金属材料,加热温度为110~160摄氏度之间;
35.在模腔保型状态下桂花茶半成品进行快速冷却,快速冷却的目的是减少桂花的热损伤,可采用风冷或随模具浸水水冷,冷却至常温后脱模;
36.对脱模后的桂花茶进行冻干,即得到含水率小于2%的桂花片茶,一般来讲小于1%。片茶的正面为边长在2cm至6cm的正方形,厚度与边长比小于0.2,根据需要可在压制前的表层洒一层桂花花瓣,提高产品的辨识度,如图5所示。
37.采用的桂花花瓣为鲜花瓣,丹桂为佳。也可以是冻干后的桂花干料,冻干可以有效保型和防止精油挥发,如果是冻干的话,桂花在质量占比需相应减少。
38.青砖茶原料为鲜茶叶经过杀青、揉捻、渥堆、干燥后的茶叶半成品,此为青砖茶原材料的传统加工工序。
39.汽蒸采用蒸屉进行,而后续的压制、加热和脱模均采用如图2所示的设备,上模1和下模2的结构如图3和图4所示。
40.采用的模具包括上模1和下模2,下模2包括上端开口的模盒21和纵向滑动连接在模盒21内的随动网架22,随动网架22包括一块横板23和等间距分布在横板23上的竖板24,横板23位于竖板24的中部,下模2的底面具有与随动网架22适配的滑槽25,上模1为与模盒21开口适配的方辊。下模2等间距固定在下传送带4上,上模1等间距固定在上传送带3上,相邻上模1在上传送带3上的间距与相邻下模2在下传送带4上的间距相等,相邻上传送带3之间依次设置有桂花下料工位5和青砖茶原料下料工位6。
41.需说明的是,随动网架22与模盒21之间设置有可拆卸连接在模盒21上的弹性件,该弹性件可以是波纹状的金属弹片,使随动网架在滑槽25内下行时有阻力,使随动网架22在压制过程中不会脱离模盒21,但是随动网架22在拆除时与弹性件一同被拆除,以便于脱
模,在压制结束后,随动网架22在弹性件的作用下完成对片茶的部分脱模。另外,模具可以是铝合金材质,其导热性能良好,且能够耐所处高温。
42.在最后一个上传送带3的后方设置一压制传送带7,在压制传送带7和与压制传送带7对应的下传送带4处设置对模具进行加热的加热装置8。
43.脱模过程中,先在上模1脱离后的下传送带4的下方取出随动网架22,然后取出片茶。随动网架22在预压和成型压制过程中均随着物料厚度的变化而下移,使上模1下表面、下模2内壁和随动网架22三者能够封闭形成片茶的储存空间。
44.本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1