拉链带切断、穿头、上止成型组合机的制作方法
[0001]
本发明涉及拉链制造设备技术领域,尤其涉及一种将拉链带进行切断、穿头、上止成型的一体式组合机。
背景技术:
[0002]
拉链的制造一般包括前、后两个工序,其中,前制造工序是制造带有链牙的拉链带,后制造工序是将拉链带依次进行切断、穿头、打上止操作,切断是将成卷的拉链带裁切成小段,穿头是将将拉链头穿在拉链带上,将上止是在拉链带的端部成型上止。
[0003]
目前的后制造工序制造设备都是分别独立的,即,采用独立安装的切带装置、穿头装置、打上止装置依次完成后制造工序,但由于各个装置独立设置,装置间的衔接难度大,这一方面导致整个产线占据较大的空间,另一方面导致后制造工序的制程繁琐、效率低。
[0004]
因此,有必要提供一种设备集成度高、占地小、制造效率高且控制更简单的拉链带切断、穿头、上止成型组合机,以解决上述现有技术中的问题。
技术实现要素:
[0005]
本发明的目的在于提供一种设备集成度高、占地小、制造效率高且控制更简单的拉链带切断、穿头、上止成型组合机。
[0006]
为实现上述目的,本发明的技术方案为:提供一种拉链带切断、穿头、上止成型组合机,包括依次设置的拉链带输送机构、定位切断机构、夹拉输送穿头机构、上止成型机构及下料机构,所述夹拉输送穿头机构用于夹持并拉动由所述定位切断机构裁切后的拉链带移动并进行穿头,其中,所述夹拉输送穿头机构包括驱动组件、两相对设置且均与所述驱动组件相连的移动组件、分别固定于两所述滑块并相对设置的两夹拉组件及固定于所述滑轨的一侧的引导块;并且,每一所述移动组件均包括滑动配合的滑轨及滑块,所述驱动组件可驱动所述滑块沿所述滑轨往复移动;每一所述夹拉组件均包括固定于所述滑块的固定板、滑动设置于所述固定板的滑动板、安装于所述滑动板的夹持单元及滚轮、连接于所述滑动板与所述固定板之间的弹性复位件,所述固定板移动时带动由所述夹持单元夹持的拉链带移动,并由所述滑动板带动所述夹持单元沿垂直于所述滑轨的方向滑动以拉开所述拉链带,使所所述拉链带在移动的过程中进行穿头,所述弹性复位件用于驱动所述滑动板复位;所述引导块的一侧面设有与所述滑轨的轴向呈夹角的引导斜面,通过所述滚轮与所述引导斜面的相互作用使所述滑动板沿垂直于所述滑轨的方向滑动。
[0007]
较佳地,所述夹持单元包括夹子安装座、两夹子、夹子顶推杆及夹子顶推气缸,所述夹子安装座固定于所述滑动板,两所述夹子上下相对于地枢接于所述夹子安装座的一端,所述夹子顶推气缸固定于所述夹子安装座的另一端并与所述夹子顶推杆固定连接,所述夹子顶推杆的端部设有顶推斜面,通过所述夹子顶推气缸驱动所述夹子顶推杆移动以使所述顶推斜面顶推两所述夹子,进而使两所述夹子相闭合以夹持拉链带或相打开以释放拉链带。
[0008]
较佳地,所述滚轮安装于所述滑动板的远离所述夹子的一端并与所述滑轨相间隔,所述弹性复位件的一端连接于所述滑动板的靠近所述滚轮的一端,另一端连接于所述固定板,所述滚轮沿所述引导斜面移动时将带动所述滑动板沿垂直于所述滑轨的方向滑动,并拉动所述弹性复位件产生形变。
[0009]
较佳地,每一所述移动组件均还包括丝杆、与所述丝杆配合的丝杆螺母、固定于所述丝杆螺母的固定块,所述固定块与所述滑块相固定,通过所述丝杆、所述丝杆螺母的配合带动所述滑块沿所述滑轨水平移动,以拉动由所述夹持单元夹持的拉链带水平移动。
[0010]
较佳地,所述驱动组件包括电机、皮带及驱动轮,所述驱动轮分别安装于所述丝杆的端部及所述电机的输出端,所述皮带绕设于各所述驱动轮,所述电机驱动通过所述皮带驱动两所述丝杆同步转动,以使两所述滑块同步水平移动。
[0011]
较佳地,所述拉链带切断、穿头、上止成型组合机还包括拉头输送机构及拉头固定机构,所述拉头输送机构设于所述夹拉输送穿头机构的侧部并用于逐一输送拉头,所述拉头固定机构设于述夹拉输送穿头机构的下方并与所述拉头输送机构对接,所述拉头固定机构可上下移动并用于可释放地固定拉头,所述夹持单元夹持拉链带沿所述滑轨移动至所述拉头固定机构处时,通过所述夹持单元沿垂直于所述滑轨的方向移动以实现穿头。
[0012]
较佳地,所述定位切断机构包括沿拉链带输送方向相间隔设置的第一定位组件、第二定位组件及设于两者之间的切断组件;其中,所述第一定位组件包括设于拉链带下方的拉钩及分别与之连接的拉钩驱动气缸、回拉气缸,所述拉钩驱动气缸用于驱动所述拉钩沿垂直于拉链带移动方向的方向上下移动,以使所述拉钩勾住所述拉链带或脱离所述拉链带,所述回拉气缸用于驱动所述拉钩沿所述拉链带的移动方向水平移动以使所述拉钩拉紧所述拉链带;所述第二定位组件包括上滚轮、上滚轮驱动电机、下滚轮及下滚轮驱动气缸,所述上滚轮安装于拉链带的上方并与所述上滚轮驱动电机连接,所述下滚轮设于拉链带的下方并与所述上滚轮相对设置,所述下滚轮驱动气缸连接所述下滚轮以驱动其上下移动,通过所述上滚轮、所述下滚轮相配合夹持固定拉链带或松开拉链带;所述切断组件包括上切刀、上切刀驱动气缸、下切刀及下切刀驱动气缸,所述上切刀驱动气缸安装于拉链带的上方且驱动端固定所述上切刀,所述下切刀设于拉链带的下方并与所述上切刀相对应,所述下切刀驱动气缸的动端固定所述下切刀,通过所述上切刀、所述下切刀的配合以切断所述拉链带。
[0013]
较佳地,所述定位切断机构还包括导入感应组件,其包括导入底板、导入压板、安装座、传感器、摆杆及压轮,所述导入底板上开设有导槽,所述安装座通过所述导入压板固定于所述导入底板的上方,所述摆杆枢接于所述安装座且其底端枢接所述压轮,所述压轮位于所述导槽内,所述传感器固定于所述安装座的顶部并与所述摆杆的上端相对应,当拉链带经由所述压轮与所述导入底板之间通过时,拉链带的端头可推动所述压轮上移而使所述摆杆转动,所述摆动作用于所述传感器而产生感应信号。
[0014]
较佳地,所述上止成型机构包焊头、成型模具及模具驱动气缸,所述焊头安装于拉链带的上方,所述成型模具滑动设于所述焊头的下方并与之相对应,所述成型模具上开设有两相对的拉链定位槽,所述模具驱动气缸连接于所述成型模具用于驱动所述成型模具上下滑动以使其与所述焊头接触或分离。
[0015]
较佳地,所述拉链带切断、穿头、上止成型组合机还包括两相对设置的单丝进料机
构,每一所述单丝进料机构均包括竖板、依次固定于所述竖板的送料爪组件、阻丝组件、料槽及单丝切断组件,所述送料爪组件用于将单丝送入所述料槽,所述阻丝组件用于阻止单丝进入所述料槽,所述单丝切断组件用于将进入所述料槽的单丝切断。
[0016]
与现有技术相比,由于本发明的拉链带切断、穿头、上止成型组合机,其夹拉输送穿头机构包括驱动组件、两相对设置且均与驱动组件相连的移动组件、分别固定于两滑块并相对设置的两夹拉组件及固定于移动组件的滑轨的一侧的引导块,该引导块的一侧面设有与所述滑轨的轴向呈夹角的引导斜面,并且每一夹拉组件均包括固定于滑块的固定板、滑动设置于固定板的滑动板、安装于滑动板的夹持单元及滚轮,因此,固定板沿滑轨移动时将带动由夹持单元夹持的拉链带移动,在拉链带移动过程中,滑动板带动夹持单元沿垂直于滑轨的方向滑动以拉开拉链带完成穿头,不需要另外设置独立的穿头装置,设备集成度高、占地小、制造效率高,同时也使得整体组合机的控制更简单。
附图说明
[0017]
图1是本发明拉链带切断、穿头、上止成型组合机的结构示意图。
[0018]
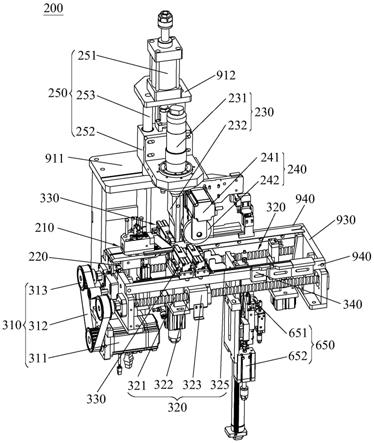
图2是图1中定位切断机构和夹拉输送穿头机构的结构示意图。
[0019]
图3是图2的侧视图。
[0020]
图4是图2拆除安装机架的的结构示意图。
[0021]
图5是图4另一角度的结构示意图。
[0022]
图6是图4的正视图。
[0023]
图7是图4中定位切断机构的结构示意图。
[0024]
图8是图7中导入感应组件的结构示意图。
[0025]
图9是图8的正视图。
[0026]
图10是图8的分解图。
[0027]
图11是图4中夹拉输送穿头机构之移动组件、夹拉组件的结构示意图。
[0028]
图12是图11中夹拉组件另一角度的结构示意图。
[0029]
图13是图12的分解图。
[0030]
图14是本发明中上止成型机构及单丝送料机构的结构示意图。
[0031]
图15是图14中上止成型机构与分带夹固机构相配合的结构示意图。
[0032]
图16是图14中上止成型机构的结构示意图。
[0033]
图17是图16的分解图。
[0034]
图18是图14中单丝送料机构的结构示意图。
[0035]
图19是图18另一角度的结构示意图。
[0036]
图20是图18又一角度的结构示意图。
[0037]
图21是图20的正视图。
[0038]
图22是本发明中拉头输送机构的结构示意图。
[0039]
图23是本发明中分带夹固机构的结构示意图。
[0040]
图24是本发明中下料机构的结构示意图。
具体实施方式
[0041]
现在参考附图描述本发明的实施例,附图中类似的元件标号代表类似的元件。
[0042]
首先结合图1-图24所示,本发明所提供的拉链带切断、穿头、上止成型组合机1,包括安装机架900及依次设置于该安装机架900的拉链带输送机构100、定位切断机构200、夹拉输送穿头机构300、上止成型机构400及下料机构800,另外还包括设于安装机架900的单丝送料机构500、拉头输送机构600及分带夹固机构700。其中,拉链带输送机构100用于将长条状的拉链带输送至定位切断机构200,由定位切断机构200对拉链带进行定位并裁切为小段,然后由夹拉输送穿头机构300夹持裁切后的拉链带移动并对其进行穿头,此过程中,拉头输送机构600将拉头逐一输送至穿头工位并定位,穿头完成后,由分带夹固机构700夹持拉链带并保持分开,通过上止成型机构400、单丝送料机构500相配合完成打上止操作,之后由下料机构800将小段状的拉链带回收。
[0043]
结合图1-7、图15-17所示,安装机架900的顶板上设有第一侧支架910、第二侧支架920及两安装立架930,其中,两安装立架930相对地固定于安装机架900的顶板上,两安装立架930之间固定有两相互平行的安装杆940(见图2-3),每个安装杆940均垂直于两个安装立架930,通过两安装立架930、两安装杆940来安装定位切断机构200和夹拉输送穿头机构300,第一侧支架910设于安装机架900的顶板的后侧,用于安装定位切断机构200的切断组件(详见后述),第二侧支架920的安装机架900的顶板上,并位于其中一个安装立架930与下料机构800之间,用于安装上止成型机构400以及单丝送料机构500。
[0044]
继续参看图1所示,所述拉链带输送机构100包括安装在安装机架900一端的轮杆110以及安装于轮杆110上的若干个引导轮120,通过引导轮120引导拉链带进料,该拉链带输送机构100的其他部分的结构及输送方式均为本领域的常规设置方式,不再赘述。
[0045]
下面参看图4-图10所示,所述定位切断机构200包括沿拉链带输送方向相间隔设置的导入感应组件210、第一定位组件220、切断组件230、第二定位组件240。具体参看图7-图10,所述导入感应组件210包括导入底板211、导入压板212、安装座213、传感器214、摆杆215及压轮216。导入底板211固定于其中一安装立架930上且其上开设有沿其前后端延伸的导槽2111(见图10),导入底板211的后端固定有两相间隔的挡条218,两挡条218位于导槽2111的两侧,导入压板212固定于导入底板211的上方,且导入压板212的一端压持于两挡条218上方,拉链带经由导入底板211、导入压板212及两挡条218之间穿过。安装座213固定于导入压板212上,摆杆215枢接于安装座213且其底端枢接有压轮216,压轮216位于导槽2111内,摆杆215的上端与安装座213之间连接有弹簧217,同时,传感器214固定于安装座213的顶部并与摆杆215的上端相对应;当拉链带经由导入底板211、导入压板212之间通过时将经过压轮216的下方,因此,拉链带的端头可推动压轮216上移而使摆杆215转动,由此使摆杆215的上端作用于传感器214而产生感应信号,控制系统根据该感应信号控制后续的第一定位组件220、第二定位组件240及切断组件230协同动作。
[0046]
参看图8-图10所示,安装座213的端部还安装有一压持块219,该压持块219的一端固定于压轮216的上方,另一端位于两挡条218之间并位于导槽2111的上方。
[0047]
下面参看图8-图10所示,所述第一定位组件220包括拉钩安装块221、拉钩222、回拉杆223、回拉气缸224以及拉钩驱动气缸225。其中,拉钩222安装块221固定于导入底板211的下方,回拉杆223可移动的连接于拉钩222安装块221且两端凸伸出拉钩222安装块221,回
拉杆223的一端固定拉钩222,回拉杆223的另一端固定回拉气缸224,回拉气缸224通过回拉杆223带动拉钩222水平移动;拉钩驱动气缸225固定于拉钩222安装块221并连接于拉钩222,其用于驱动拉钩222沿垂直于拉链带移动方向的方向上下移动,以使拉钩222勾住拉链带或脱离拉链带,当拉钩222勾住拉链带后,回拉气缸224驱动拉钩222沿拉链带的移动方向水平移动以使拉钩222拉紧拉链带。
[0048]
下面参看图4-图7所示,所述第二定位组件240包括上滚轮驱动电机241、上滚轮242、下滚轮243及中下滚轮驱动气缸244。其,上滚轮242安装于第一侧支架910并位于拉链带的上方,上滚轮242的转轴通过皮带连接安装于第一侧支架910的上滚轮驱动电机241,通过上滚轮驱动电机241驱动上滚轮242转动以使拉链带向前输送;下滚轮243设于拉链带移送位置的下方并与上滚轮242相对设置(见图7),下滚轮驱动气缸244连接下滚轮243以驱动其上下移动,当下滚轮243上移到与上滚轮242接触后,可夹持位于两者之间的拉链带,下滚轮243下移后可松开拉链带。
[0049]
继续参看图4-图7所示,所述切断组件230包括上切刀驱动气缸231、上切刀232、下切刀233及下切刀驱动气缸234。其中,所述上切刀驱动气缸231安装于第一侧支架910且其驱动端固定上切刀232,下切刀233设于拉链带的下方并与上切刀232相对应,下切刀驱动气缸234的驱动端固定下切刀233,通过上切刀232、下切刀233的配合以切断所述拉链带。
[0050]
更进一步地,本发明的定位切断机构200还包括上切刀调节组件250,其包括上切刀调节气缸251、上切刀滑块252、上切刀导杆253,上切刀导杆253安装于第一侧支架910的第一水平支撑板911与第一顶板912之间,上切刀滑块252滑动连接于上切刀导杆253,上切刀调节气缸251固定于第一顶板912并连接上切刀滑块252滑动,同时,该上切刀滑块252上安装有上切刀驱动气缸231,因此,上切刀调节气缸251驱动上切刀滑块252沿上切刀导杆253滑动时,将带动上切刀驱动气缸231及其下端固定的上切刀232上下移动,以调节上切刀232的位置。
[0051]
下面结合图4-6、图11-图13所示,本发明中的夹拉输送穿头机构300包括一驱动组件310、两移动组件320、两夹拉组件330及两引导块340。其中,两移动组件320分别安装于两安装杆940并相对设置,两夹拉组件330分别固定于两移动组件320并相对设置,两引导块340分别固定于安装杆940的远离切断组件230的一端,两移动组件320均与驱动组件310相连,通过驱动组件310驱动两移动组件320带动两夹拉组件330同步水平移动以拉动拉链带,当两夹拉组件330移动到引导块340所在位置时,通过引导块340的导向作用而沿垂直于拉链带移动方向的方向滑动,从而在拉动拉链带水平移动的过程中向移动方向的两侧拉开拉链带以完成穿头工序。
[0052]
结合参看图4-6、图11所示,两个移动组件320的结构相同,以其中一个为例进行说明。所述移动组件320包括丝杆321、与丝杆321配合的丝杆螺母322、固定于丝杆螺母322的固定块323、固定于固定块323的滑块324以及与滑块324滑动配合的滑轨325,滑轨325固定于安装杆940,丝杆321可转动的安装于两安装立架930,且丝杆321的轴向与滑轨325的轴向一致,并且,滑块324上方固定有夹拉组件330;通过驱动组件310驱动丝杆321转动,使丝杆螺母322沿丝杆321水平移动,由此通过固定块323带动滑块324沿滑轨325水平移动,实现夹拉组件330的水平移动,以拉动由夹拉组件330所夹持的拉链带水平移动进行穿头。
[0053]
如图4-5所示,所述驱动组件310包括电机311、皮带312及驱动轮313,电机311固定
于丝杆321的下方,驱动轮313分别安装于丝杆321的端部及电机311的输出端,皮带312绕设于各驱动轮313,电机311通过皮带312驱动两移动组件320的丝杆321同步转动,以使两移动组件320的滑块324同步水平移动。
[0054]
继续结合图4-5、图11-13所示,两个滑块324上方固定的夹拉组件330的结构相同,以其中一个为例进行说明。所述夹拉组件330包括固定于滑块324的固定板331、滑动连接于固定板331的至少一个滑动板332、安装于每个滑动板332上的夹持单元333及滚轮334、连接于滑动板332与固定板331之间的弹性复位件335。在本发明的一种实施方式中,每个固定板331上滑动连接有两个滑动板332,相应设有两组夹持单元333,但并不以此为限。
[0055]
如图11-13所示,固定板331上开设有与滑动板332相对应的滑动槽3311,滑动板332滑动连接于滑动槽3311内,且滑动板332的滑动方向垂直于滑轨325,同时滑动板332的远离拉链带的一端凸伸出固定板331外,滑动板332的凸伸出固定板331外的一端垂直固定有板件336,该板件336的底部枢接有滚轮334并使滚轮334与安装杆940相间隔,滚轮334的转轴垂直于滑动板332,弹性复位件335的一端连接于该板件336,弹性复位件335的另一端连接于固定板331的靠近拉链带的一端,在滑块324带动固定板331移动的过程中,滚轮334将会与引导块340相互作用而驱动滑动板332沿垂直于滑轨325的方向滑动,由此使拉链带被拉开,弹性复位件335用于驱动滑动板332复位。
[0056]
继续参看图11-13所示,本发明中的每个夹持单元333的结构均相同,下面以其中一个为例进行说明,所述夹持单元333包括夹子安装座3331、两夹子3332、夹子顶推杆3333及夹子顶推气缸3334,夹子安装座3331固定于滑动板332上,两夹子3332上下相对于地枢接于夹子安装座3331的一端,两夹子3332的一端凸出夹子3332固定座而形成用于夹持拉链带的夹持端,两夹子3332的另一端枢接有小滚轮3335,夹子顶推气缸3334固定于夹子安装座3331,其驱动端与夹子顶推杆3333固定连接,夹子顶推杆3333伸入夹子安装座3331内且其端部设有顶推头3336,该顶推头3336的向下表面设有顶推斜面3337,通过夹子顶推气缸3334驱动夹子顶推杆3333移动,当顶推斜面3337顶推小轮滚3335时,可使两夹子3332相闭合以夹持拉链带,当顶推斜面3337脱离枢接于两夹子3332的小轮滚3335时,可以使两夹子3332相打开以释放拉链带。
[0057]
参看图11,本发明中,引导块340固定于安装杆940并位于远离滑轨325的一侧,其引导块340的侧面形成有相平行的第一引导面341、第二引导面343及连接于两者之间的引导斜面342,且,第一引导面341到安装杆940的侧面的距离小于第二引导面343到安装杆940的侧面的距离,因此,引导斜面342相对于滑轨325的轴向呈向外扩张的倾斜面。另外,滚轮334与安装杆940的侧边之间的间距大于等于第一引导面341到安装杆940的侧面的距离。这样,滚轮334经由第一引导面341向引导斜面342、第二引导面343移动,当滚轮334在引导斜面342上移动时,倾斜的引导斜面342将推动滚轮334带动滑动板332沿垂直于滑轨325的方向水平移动,当滚轮334移动至第二引导面343后,使滑动板332将拉链带保持在拉开位置。
[0058]
结合图1-13所示,当定位切断机构200将长条状的拉链带裁切为小段状的拉链带时,夹持单元333的夹子顶推气缸3334驱动两夹子3332相闭合以夹持该小段状的拉链带的两侧,然后通过丝杆321的转动使滑块324沿滑轨325水平移动,由此带动固定板331及其上的夹持单元333同步水平移动,由夹持单元333夹持拉链带而带动其水平移动,当移动到穿头工位时,滚轮334经过引导块340的引导斜面342,引导斜面342将推动滑动板332沿垂直于
滑轨325的轴向的方向滑动以拉开拉链带而完成穿头,滑动板332滑动过程中,将拉动弹性复位件335产生形变,当丝杆321反向转动而使滑块324沿滑轨325反向滑动时,滚轮334由第二引导面343经引导斜面342向第一引导面341移动,当滚轮334脱离引导斜面342后,弹性复位件335将拉动滑动板332复位。
[0059]
下面结合图1、图5-7、图22所示,本发明中的拉头输送机构600包括设于安装机架900的顶板的支撑柱610、设于支撑柱610的支撑盘620、设于支撑盘620上的振动盘630、设于振动盘630一侧并与其出口相连的向下倾斜的输送带640,其中,振动盘630可将杂乱的拉头规整后逐一从振动盘630的出口处出料,振动盘630的出口处输出的拉头可通过输送带640滑下,输送带640的末端对接有拉头水平输送组件,该拉头水平输送组件的另一端对接拉头固定组件650。其中,拉头水平输送组件的结构及输送方式为本领域的常规方式,不再详细说明。
[0060]
再次参看图5-7所示,本发明中的拉头固定组件650包括拉头夹块651及连接于拉头夹块651下方的夹块驱动气缸652,拉头夹块651接收到拉头后,通过夹块驱动气缸652驱动拉头夹块651向上移动至穿头工位,以使夹持单元333通过沿垂直于滑轨325的轴向的方向移动而实现穿头,当穿头完成后,拉头夹块651释放拉头,然后夹块驱动气缸652驱动拉头夹块651向下移动以接收新的拉头。该拉头固定组件650的其他部分的结构为本领域的常规设计,不再赘述。
[0061]
穿头完成的拉链带将进入上止成型机构400打上止,完成后由下料机构800输出并收料,下面对上止成型机构400、下料机构800的结构进行说明。
[0062]
先参看图14-17所示,本发明中,所述上止成型机构400包括焊头410、成型模具420、模具固定块430及模具驱动气缸440。其中,焊头410安装于第二侧支架920,焊头410用于行进行超声波熔接,模具固定块430固定于第二侧支架920的第二水平支撑板921并向下延伸,成型模具420可滑动地连接于模具固定块430并位于焊头410的下方,成型模具420上开设有两相对的上止成型槽421,模具驱动气缸440固定于模具固定块430的另一侧并连接成型模具420,所述模具驱动气缸440用于驱动成型模具420上下滑动以使其与焊头410接触或分离。
[0063]
更进一步地,所述上止成型机构400还包括焊头调节组件450,其包括焊头气缸451、焊头导杆452、焊头滑块453,焊头导杆452的两端分别固定于第二侧支架920的第二水平支撑板921、第二顶板922之间,焊头滑块453滑动连接于焊头导杆452,焊头气缸451固定于第二顶板922并连接焊头滑块453,另外,焊头410固接在焊头滑块453上;这样,通过焊头气缸451驱动焊头滑块453沿焊头导杆452上下滑动,即可带动焊头410上下移动以调整其位置。
[0064]
如图14所示,本发明的拉链带切断、穿头、上止成型组合机1中,具有两单丝进料机构500与上止成型机构400相配合,两单丝进料机构500相对地安装于第二侧支架920并位于成型模具420的两侧,用于将单丝送入成型模具420的两上止成型槽421内,两单丝进料机构500的结构相同,下面以其中一个为例对其结构进行说明。
[0065]
结合图14、图18-21所示,每一单丝进料机构500均包括单丝卷筒510、安装竖板520、送料爪组件530、料槽固定块540、料槽550、阻丝组件560、单丝切断组件570。其中,单丝卷筒510安装于第二侧支架920的第二顶板922上,用于饶设单丝;安装竖板520通过连接组
件固定于第二侧支架920的第二水平支撑板921并向下延伸,且安装竖板520位于前述模具固定块430的外侧,送料爪组件530、阻丝组件560、料槽550、单丝切断组件570依次设于安装竖板520,并且料槽550与成型模具420的上止成型槽421相对应,送料爪组件530用于将单丝送入料槽550内,阻丝组件560可阻碍单丝在单丝送料通道中往下移动,单丝切断组件570用于将进入料槽550的单丝切断。
[0066]
如图18-21所示,送料爪组件530具体包括料爪气缸531、爪座532、铰接于爪座532的料爪533,料爪533与爪座532的底部之间还设有弹簧534,料爪气缸531、爪座532分别设于安装竖板520的两侧并相连接,且料爪气缸531固定于安装竖板520,通过料爪气缸531驱动爪座532上下移动,以带动料爪533上下移动以将单丝送入所述料槽550。
[0067]
另外,安装竖板520上还间隔地设有两单丝进料块580,其中一单丝进料块580对应于爪座532设置,另一单丝进料块580设于爪座532的上方,且每个单丝进料块580上均设有供单丝移动的单丝送料通道581。
[0068]
参看图18、图20-21所示,所示,安装竖板520的底部还固定有料槽固定块540,料槽固定块540上开设有卡槽,料槽550固定于料槽固定块540的端部并与成型模具420的上止成型槽421相对应,阻丝组件560、单丝切断组件570均滑动连接于料槽固定块540的卡槽内。具体地,阻丝组件560包括阻丝驱动气缸561及与之固定连接的阻丝滑块562,阻丝滑块562滑动设置于料槽固定块540的卡槽内并位于料槽550的上方,且阻丝滑块562的端部开设有进料孔5621,通过进料孔5621将单丝引入料槽550的端部,当阻丝驱动气缸561驱动阻丝滑块562滑动而使进料孔5621滑入料槽固定块540的上壁下方时,可以阻止单丝进料。单丝切断组件570包括切刀气缸571及与之固定连接单丝切刀572,单丝切刀572滑动设置于料槽固定块540的卡槽内并与料槽550的槽口相对应,通过切刀气缸571驱动单丝切刀572移动以切断单丝。
[0069]
结合参看15、图23所示,本发明的拉链带切断、穿头、上止成型组合机1中,分带夹固机构700设于成型模具420的下方并与下料机构800相连,在上述打上止过程中,通过分带夹固机构700夹持拉链带并保持拉链带分开,以便于成型上止,完成后通过下料机构800带动该分带夹固机构700移动以将拉链带拉出并完成下料。
[0070]
具体地,该分带夹固机构700包括连接板710、枢接于该连接板710下放的两个夹持单元720、安装于每个夹持单元720上部的柱体730、安装于连接板710上方的分带气缸740及固定于分带气缸740的分带推杆750,该分带推杆750的前端的左右两侧边形成锥形斜面751,同时,两个夹持单元720之间还连接有弹簧760。其中,每个两个夹持单元720的结构及夹持方式均与上述夹持单元333相同,因此不再重复描述。当分带气缸740推动分带推杆750移动以使其锥形斜面751顶推两柱体730时,将推动两夹持单元720向相反方向枢转以打开,从而使两夹持单元720所夹持的拉链带保持打开,当分带气缸740带动分带推杆750缩回后,两柱体730失去锥形斜面751的作用力,进而使两个夹持单元720在弹簧760的作用下复位。
[0071]
另外,分带夹固机构700的连接板710还与下料机构800相连,通过下料机构800拉动分带夹固机构700移动已将拉链袋输出。
[0072]
下面结合图1、图24所示,本发明中的下料机构800包括拉动组件810、输送带820及料斗830,拉动组件810与前述连接板710固定,用于拉动分带夹固机构700移动,输送带820设于拉动组件810的下方,且输送带820的输送方向垂直于拉链带的移动方向,料斗830固定
于安装机架900的侧壁并位于输送带820的下方,经输送带820输送出的拉链带掉入料斗830内。
[0073]
如图24所示,拉动组件810具体包括下料电机811、皮带812、固定块813、下料滑轨814及下料滑块(未标号),下料滑轨814固定于皮带812的下方,下料滑块滑动连接于下料滑轨814,固定块813固定于皮带812并与下料滑块固定, 同时固定块813还固定于前述连接板710,因此,当下料电机811驱动皮带812转动时,皮带812带动固定于其上的固定块813移动,由此拉动连接板710及其上安装的两组夹持单元720移动,将夹持单元720夹固的拉链带拉出,释放后掉落于输送带820上。
[0074]
综上,由于本发明的拉链带切断、穿头、上止成型组合机1,其夹拉输送穿头机构300包括驱动组件310、两相对设置且均与驱动组件310相连的移动组件320、分别固定于两移动组件320的滑块324并相对设置的两夹拉组件330及固定于移动组件320的滑轨325的一侧的引导块340,该引导块340的一侧面设有与滑轨325的轴向呈夹角的引导斜面342,并且每一夹拉组件330均包括固定于滑块324的固定板331、滑动设置于固定板331的滑动板332、安装于滑动板332的夹持单元333及滚轮334,因此,固定板331沿滑轨325移动时将带动由夹持单元333夹持的拉链带移动,在拉链带移动过程中,滑动板332带动夹持单元333沿垂直于滑轨325的方向滑动以拉开拉链带完成穿头,不需要另外设置独立的穿头装置,设备集成度高、占地小、制造效率高,同时也使得整体组合机的控制更简单。
[0075]
本发明拉链带切断、穿头、上止成型组合机1所涉及到的其他部分的结构均为本领域普通技术人员所熟知,在此不再做详细的说明。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1