一种杯型口罩机的制作方法
1.本技术属于口罩机技术领域,尤其涉及一种杯型口罩机。
背景技术:
2.随着国民经济的快速发展和人民生活水平的不断提高,国民的消费观念和消费习惯也随之发生了很大改变。人民逐渐意识到口罩对个人健康的重要性。
3.其中,杯型口罩属于口罩的一种,并且采用杯型口罩机进行生产,现有的杯型口罩机采用两边进布料的方式,并且第一压送模组和第二压送模组沿着相反方向进行输送,并且增大第一压送模组和第二压送模组之间的间隔,影响杯型口罩机的整体空间,导致现有的杯型口罩机的整体空间较大。
技术实现要素:
4.本技术实施例提供一种杯型口罩机,以解决现有的杯型口罩机的整体空间较大的技术问题。
5.第一方面,本技术实施例提供一种杯型口罩机,所述杯型口罩机包括:
6.机架;
7.外套成型组件,安装于所述机架;所述外套成型组件包括第一压送模组、第一热压成型模组,所述第一压送模组用于输送外层成型件;所述第一热压成型模组设置于所述第一压送模组的上侧,对经所述第一压送模组输送的外层成型件进行热压成型,以形成杯型口罩外层;
8.内套成型组件,设置于所述外套成型组件的一侧,并与所述外套成型组件并排布置;所述内套成型组件包括第二压送模组、第二热压成型模组,所述第二压送模组用于输送内层成型件;所述第二压送模组的输送方向和所述第一压送模组的输送方向相互平行,且沿同一方向延伸;所述第二热压成型模组设置于所述第二压送模组的上侧,对经所述第二压送模组输送的内层成型件进行热压成型,以形成杯型口罩内层;
9.转移组件,设置于所述外套成型组件和所述内套成型组件之间;所述转移组件包括支撑座、第一移动座、第一凹模、吸盘;所述支撑座安装于所述机架;所述第一移动座可移动地安装于所述支撑座;所述第一凹模安装于所述第一移动座,并随着所述第一移动座的移动而在所述第一压送模组和所述第二压送模组之间往复移动;所述吸盘安装于所述第一凹模;
10.其中,所述第一凹模容纳经所述吸盘吸附的所述杯型口罩外层,并在所述第一移动座的带动下移动至所述杯型口罩内层的上方,便于所述杯型口罩外层叠合于所述杯型口罩内层。
11.可选的,所述第一压送模组设置于所述第二压送模组的右侧;所述第一压送模组和所述第二压送模组沿左右方向间隔布置;所述第一压送模组的进料端和所述第二压送模组的进料端相平齐;所述第一压送模组出料端设置所述第二压送模组的出料端的后侧。
12.可选的,所述转移组件处于所述第一压送模组的出料端,并沿左右方向朝向所述第二压送模组的叠合工位布置;所述第一移动座沿左右方向在所述第一压送模组的出料端和所述第二压送模组的叠合工位之间往复移动。
13.可选的,所述转移组件包括第一直线模组,所述第一直线模组沿左右方向布置;所述第一直线模组的移动端连接于所述第一移动座,并带动所述第一移动座移动。
14.可选的,所述第一移动座连接有第一气缸,所述第一气缸沿竖直方向布置,所述第一气缸的输出端连接于所述第一凹模,并带动所述第一凹模和所述吸盘同步升降。
15.可选的,所述支撑座连接有电剪刀组件,所述电剪刀组件包括第二直线模组、第二移动座、第二气缸、第一连接座和多个电剪刀;所述第二直线模组沿左右方向布置;所述第二移动座的一侧壁连接于所述第二直线模组的移动端,另一侧壁连接所述第二气缸;所述第一连接座连接于所述第二气缸的输出端,并在所述第二气缸的输出端的带动下升降;
16.多个所述电剪刀安装于所述第一连接座,并相对于所述杯型口罩外层布置,以对所述杯型口罩外层进行切边。
17.可选的,所述杯型口罩机还包括贴海绵条组件,所述贴海绵条组件设置于所述转移组件的前侧,所述贴海绵条组件包括:
18.第一支架;
19.海绵条送料盘,可转动地安装于所述第一支架,并承载海绵条卷;
20.海绵条收料盘,设置于所述海绵条送料盘的一侧;所述海绵条收料盘和所述海绵条送料盘之间连接有多个牵引轴,所述海绵条卷由所述海绵条送料盘沿着多个所述牵引轴回收至所述海绵条收料盘;
21.剥离件,设置于所述牵引轴的下侧,并将海绵条剥离所述海绵条卷;
22.取海绵件,可移动地安装于所述机架,并将处于所述剥离件的海绵条贴合于所述杯型口罩内层。
23.可选的,所述贴海绵条组件还包括支撑板、移动板;所述支撑板可转动地安装于所述机架;所述移动板可移动地安装于所述支撑板,并支撑所述取海绵件,使得所述取海绵件在所述移动板和所述支撑板的带动下将处于所述剥离件的海绵条贴合于所述杯型口罩内层。
24.可选的,所述支撑板连接有第一翻转组件,所述第一翻转组件包括第一电机、第一同步带传动模组,所述第一同步带传动模组的一端连接于所述第一电机,另一端连接于所述支撑板,并带动所述支撑板翻转;
25.所述移动板连接有第二电机和第一丝杆传动模组,所述第一丝杆传动模组的一端连接于所述第二电机,另一端连接所述移动板,并带动所述移动板沿着所述支撑板的延伸方向移动。
26.可选的,所述杯型口罩机还包括:熔接组件,设置于所述贴海绵条组件的前侧,并用于对所述杯型口罩内层和所述杯型口罩外层进行超声波熔接;冲切组件,设置于所述熔接组件的前侧,并用于对已熔接的所述杯型口罩内层和所述杯型口罩外层进行冲切,以输出杯型口罩。
27.本技术的一个实施例提供的杯型口罩机,内套成型组件设置于所述外套成型组件的一侧,并与所述外套成型组件并排布置,第二压送模组和第一压送模组相邻布置,所述第
二压送模组的输送方向和所述第一压送模组的输送方向相互平行,且沿同一方向延伸,以便于充分利用左右方向的空间,缩小了杯型口罩机的整体体积,并且内层成型件和外层成型件沿着同一方向输送,以便于提高内层成型件和外层成型件的输送同步性,此时,所述第一凹模容纳经所述吸盘吸附的所述杯型口罩外层,并在所述第一移动座的带动下移动至所述杯型口罩内层的上方,便于所述杯型口罩外层叠合于所述杯型口罩内层,从而在同步输送下实现所述杯型口罩外层和所述杯型口罩内层的叠合,提高了杯型口罩机的工作效率和节约用料。
附图说明
28.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单的介绍。显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对本领域技术人员来说,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
29.为了更完整地理解本技术及其有益效果,下面将结合附图来进行说明。其中,在下面的描述中相同的附图标号表示相同部分。
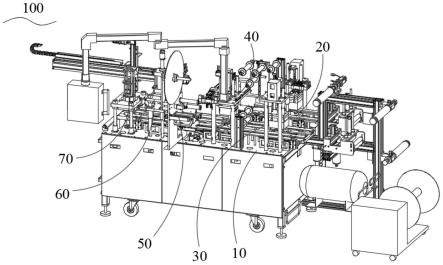
30.图1为本技术实施例提供的口罩机的示意视图。
31.图2为本技术实施例提供的口罩机的外套成型组件和内套成型组件的示意视图。
32.图3为本技术实施例提供的杯型口罩机的转移组件的示意图。
33.图4为本技术实施例提供的杯型口罩机的贴海绵条组件的示意图。
具体实施方式
34.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
35.本技术实施例提供一种杯型口罩机100,以解决现有的杯型口罩机100的整体空间较大的技术问题。
36.参考图1至图4,本技术实施例提供一种杯型口罩机100,杯型口罩机100包括机架10、外套成型组件20、内套成型组件30、转移组件40、贴海绵条组件50、熔接组件60和冲切组件70。
37.机架10作为杯型口罩机100的支撑部件,支撑外套成型组件20、内套成型组件30、转移组件40、贴海绵条组件50、熔接组件60和冲切组件70。
38.外套成型组件20安装于机架10,并处于机架10的上方。外套成型组件20包括第一压送模组21、第一热压成型模组22,第一压送模组21用于输送外层成型件;第一热压成型模组22设置于第一压送模组21的上侧,对经第一压送模组21输送的外层成型件进行热压成型,以形成杯型口罩外层。
39.此时,第一压送模组21通过直线模组带动至直板前后移动,并且气缸连接压板,并带动压板压合处于直板的布料或者针织棉,以便于布料或者针织棉在第一压送模组21的带动下持续向前移动,可选的,第一压送模组21属于现有技术,并被本领域技术人员所公知。
40.第一热压成型模组22相对于第一压送模组21的热压工位布置,第一热压成型模组
22包括外层凸模和外层凹模,外层凹模压沿竖直方向朝向外层凸模移动,并热压处于外层凸模和外层凹模之间的布料,以便于成型杯型口罩外层,此时,杯型口罩外层在第一压送模组21的带动下沿着预设工位距离进行向前移动。
41.内套成型组件30设置于外套成型组件20的一侧,并与外套成型组件20并排布置;内套成型组件30包括第二压送模组31、第二热压成型模组32,第二压送模组31 用于输送内层成型件;第二压送模组31的输送方向和第一压送模组21的输送方向相互平行,且沿同一方向延伸;第二热压成型模组32设置于第二压送模组31的上侧,对经第二压送模组31输送的内层成型件进行热压成型,以形成杯型口罩内层。
42.其中,内套成型组件30设置于外套成型组件20的一侧,并与外套成型组件20 并排布置,第二压送模组31和第一压送模组21相邻布置,第二压送模组31的输送方向和第一压送模组21的输送方向相互平行,且沿同一方向延伸,以便于充分利用左右方向的空间,缩小了杯型口罩机100的整体体积,并且内层成型件和外层成型件沿着同一方向输送,以便于提高内层成型件和外层成型件的输送同步性。
43.具体的,第二压送模组31通过直线模组带动至直板前后移动,并且气缸连接压板,并带动压板压合处于直板的布料或者针织棉,以便于布料或者针织棉在第二压送模组31的带动下持续向前移动,可选的,第二压送模组31属于现有技术,并被本领域技术人员所公知。
44.第二热压成型模组32相对于第二压送模组31的热压工位布置,第二热压成型模组32包括内层凸模和内层凹模,内层凹模沿竖直方向朝向内层凸模移动,并热压处于内层凸模和内层凹模之间的布料,以便于成型杯型口罩内层,此时,杯型口罩内层在第二压送模组31的带动下沿着预设工位距离进行向前移动。
45.此时,第一压送模组21设置于第二压送模组31的右侧;第一压送模组21和第二压送模组31沿左右方向间隔布置;第一压送模组21的进料端和第二压送模组31 的进料端相平齐;第一压送模组21出料端设置第二压送模组31的出料端的后侧,通过缩短第一压送模组21和第二压送模组31在左右方向的距离降低杯型口罩机100 的整体空间,并且布料的移动轨迹也节省了,降低布料的用量。
46.转移组件40设置于外套成型组件20和内套成型组件30之间;转移组件40包括支撑座41、第一移动座42、第一凹模43、吸盘44;支撑座41安装于机架10;第一移动座42可移动地安装于支撑座41;第一凹模43安装于第一移动座42,并随着第一移动座42的移动而在第一压送模组21和第二压送模组31之间往复移动;吸盘44安装于第一凹模43;其中,第一凹模43容纳经吸盘44吸附的杯型口罩外层,并在第一移动座42的带动下移动至杯型口罩内层的上方,便于杯型口罩外层叠合于杯型口罩内层,从而在同步输送下实现杯型口罩外层和杯型口罩内层的叠合,提高了杯型口罩机100的工作效率和节约用料。
47.其中,转移组件40处于第一压送模组21的出料端,并沿左右方向朝向第二压送模组31的叠合工位布置;第一移动座42沿左右方向在第一压送模组21的出料端和第二压送模组31的叠合工位之间往复移动。
48.具体的,转移组件40包括第一直线模组45,第一直线模组45沿左右方向布置;第一直线模组45的移动端连接于第一移动座42,并带动第一移动座42移动,第一移动座42在第一直线模组45的带动下沿左右方向移动,可选的,第一直线模组45 为丝杆式直线模组或者
同步带式直线模组。
49.第一移动座42连接有第一气缸46,第一气缸46沿竖直方向布置,第一气缸46 的输出端连接于第一凹模43,并带动第一凹模43和吸盘44同步升降。
50.可选的,支撑座41连接有电剪刀组件47,电剪刀组件47包括第二直线模组 471、第二移动座472、第二气缸473、第一连接座474和多个电剪刀475;第二直线模组471沿左右方向布置;第二移动座472的一侧壁连接于第二直线模组471的移动端,另一侧壁连接第二气缸473;第一连接座474连接于第二气缸473的输出端,并在第二气缸473的输出端的带动下升降;多个电剪刀475安装于第一连接座474,并相对于杯型口罩外层布置,以对杯型口罩外层进行切边。
51.另外,杯型口罩机100还包括贴海绵条组件50,贴海绵条组件50设置于转移组件40的前侧,贴海绵条组件50包括第一支架51、海绵条送料盘52、海绵条收料盘53、剥离件54和取海绵件55。
52.第一支架51安装于机架10,并沿竖直方向布置。海绵条送料盘52可转动地安装于第一支架51,并承载海绵条卷;可选的,海绵条送料盘52在电机的驱动下进行旋转。
53.海绵条收料盘53设置于海绵条送料盘52的一侧;海绵条收料盘53和海绵条送料盘52之间连接有多个牵引轴56,海绵条卷由海绵条送料盘52沿着多个牵引轴56 回收至海绵条收料盘53。
54.此时,剥离件54设置于牵引轴56的下侧,并将海绵条剥离海绵条卷,剥离件54 向下凸伸海绵条卷,以便于海绵条剥离海绵条卷。
55.取海绵件55可移动地安装于机架10,并将处于剥离件54的海绵条贴合于杯型口罩内层。具体的,贴海绵条组件50还包括支撑板57、移动板58;支撑板57可转动地安装于机架10;移动板58可移动地安装于支撑板57,并支撑取海绵件55,使得取海绵件55在移动板58和支撑板57的带动下将处于剥离件54的海绵条贴合于杯型口罩内层。
56.可选的,支撑板57连接有第一翻转组件591,第一翻转组件591包括第一电机、第一同步带传动模组,第一同步带传动模组的一端连接于第一电机,另一端连接于支撑板57,并带动支撑板57翻转。
57.移动板58连接有第二电机和第一丝杆传动模组592,第一丝杆传动模组592的一端连接于第二电机,另一端连接移动板58,并带动移动板58沿着支撑板57的延伸方向移动。
58.可选的,杯型口罩机100还包括熔接组件60和冲切组件70;熔接组件60设置于贴海绵条组件50的前侧,并用于对杯型口罩内层和杯型口罩外层进行超声波熔接;冲切组件70设置于熔接组件60的前侧,并用于对已熔接的杯型口罩内层和杯型口罩外层进行冲切,以输出杯型口罩。
59.本技术的一个实施例提供的杯型口罩机100,内套成型组件30设置于外套成型组件20的一侧,并与外套成型组件20并排布置,第二压送模组31和第一压送模组 21相邻布置,第二压送模组31的输送方向和第一压送模组21的输送方向相互平行,且沿同一方向延伸,以便于充分利用左右方向的空间,缩小了杯型口罩机100的整体体积,并且内层成型件和外层成型件沿着同一方向输送,以便于提高内层成型件和外层成型件的输送同步性,此时,第一凹模43容纳经吸盘44吸附的杯型口罩外层,并在第一移动座42的带动下移动至杯型口罩内层的上方,便于杯型口罩外层叠合于杯型口罩内层,从而在同步输送下实现杯型
口罩外层和杯型口罩内层的叠合,提高了杯型口罩机100的工作效率和节约用料。
60.在上述实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详述的部分,可以参见其他实施例的相关描述。
61.在本技术的描述中,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个特征。
62.以上结合附图对本发明的实施方式作了详细说明,但本发明不限于所描述的实施方式。对于本领域的技术人员而言,在不脱离本发明原理和精神的情况下,对这些实施方式进行多种变化、修改、替换和变型,仍落入本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1