一种针织物防卷边的处理系统的制作方法
1.本发明属于针织物后处理技术领域,具体涉及一种针织物防卷边的处理系统。
背景技术:
2.针织物平幅处理时,由于针织物的自身弹性和内应力,边缘卷曲比较严重,因此在进行拉幅定型等工艺流程时要对针织物进行“浆边”处理。所谓的“浆边”处理即对织物边缘使用浆料进行涂覆,使织物边缘局部硬挺,来防止织物卷边的一种工艺方法。
3.传统“浆边”工艺在针织物轧水后经剥边、超喂、针板固定(上针压针)后对织物两侧边缘进行针板固定(见附图1),然后在针板内侧使用浆边轮进行浆边,传统浆料为淀粉糊、聚乙烯醇(通常称为pva)、聚丙烯酸类(paa)等,通过高温烘干过程,把浆料中的水分蒸发,浆料凝固使布边硬挺,达到防治卷边的效果。按照传统工艺浆边后,由于针孔及布边处没有上浆,布边仍有卷曲,不齐整,所以需要在收卷或落布前裁剪掉,造成一定浪费。(见附图2)
技术实现要素:
4.本发明为解决现存问题提供一种针织物防卷边的处理系统,采用热熔胶对织物进行上胶,并将上胶工艺设置在高温定型之后,所以浆边位置不需要避开针板,完全可以涂覆至布边缘亦可以覆盖针孔位置,真正做到布边硬挺整齐,不需再进行裁边。最终落布或收卷时,同样可以做到布边整齐美观。
5.本发明解决其技术问题所采用的技术方案为:
6.本发明提供了一种针织物防卷边的处理系统,所述处理系统包括:依次连接的剥边器、超喂装置、针板固定装置、高温定型机和浆边处理装置;所述浆边处理装置包括:支架、热熔胶枪和四指剥边器,所述热熔胶枪经胶枪安装座固定在支架上,所述支架上还固定四指剥边器,所述热熔胶枪位于四指剥边器上部。
7.进一步优选的,所述热熔枪上设有控制胶量的电磁阀,所述胶枪安装座经弹簧固定在支架上。
8.进一步优选的,所述热熔胶枪的一端经胶管接头连接熔胶机,所述热熔胶枪上设有涂胶刮刀,所述涂胶刮刀与胶管接头连通。
9.进一步优选的,所述热熔胶枪内设有过滤网组件,所述过滤网组件用于对进入到涂胶刮刀的热熔胶过滤。
10.进一步优选的,所述针织物从四指剥边器沿针织物运行方向的第一个辊子下方穿入,绕到后面三个辊子的上方,所述第一个辊子的旋转方向与针织物运行方向一致,所述后面三个棍子的旋转方向与针织物运行方向相反;或所述四指剥边器的四个棍子运行方向与针织物的运行方向均相反。
11.进一步优选的,所述涂料刮刀位于四指剥边器的中间两个棍子之间,所述涂料刮刀下方设有固定在支架上的托板。
12.进一步优选的,所述针织物在运行过程中与涂胶刮刀和托板接触,所述针织物在涂胶刮刀和托板之间运行,所述涂胶刮刀将针织物向下压,所述针织物的下表面和固定在支架上的托板接触。
13.进一步优选的,所述热熔胶枪的一侧设有风口,所述风口经风管引入压缩空气。
14.进一步优选的,所述热熔胶包括但不限于乙烯
‑
乙酸乙烯共聚物、湿气固化反应型聚氨酯热熔胶中的一种。
15.与现有技术相比,本发明的有益效果为:
16.1.本发明提供的一种针织物防卷边的处理系统,高温定型后进行浆边处理,所以浆边位置不需要避开针板,完全可以涂覆至布边缘亦可以覆盖针孔位置,真正做到布边硬挺整齐,不需再进行裁边。最终落布或收卷时,同样可以做到布边整齐美观。
17.2.本发明提供的一种针织物防卷边的处理系统,浆料也有别于传统工艺——使用热熔胶涂覆的方式进行浆边,热熔胶固化速度快,且固化过程无能耗,冷却后即可实现快速固化。
附图说明
18.图1为传统处理工艺;
19.图2为传统工艺处理后的针织物;
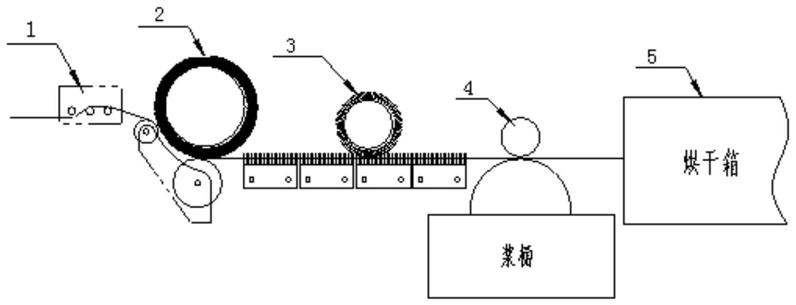
20.图3为本发明的处理工艺;
21.图4为浆边处理采用的结构示意图;
22.图5为热熔胶枪的结构示意图;
23.图6为热熔胶枪的左视图;
24.其中:1为剥边器;2为超喂装置;3为针板固定装置;4为浆边处理装置;5为高温定型机;6为布边;7为针孔;8为裁边位置;9为浆边;10为四指剥边器;11为支架;12为针织物;13为涂胶刮刀(组件);14为电磁阀;15为弹簧;16为胶枪安装座;17为风管;18为输胶管;19为加热器;20为涂胶刀口;21为胶管接头;22为过滤网组件;23为托板。
具体实施方式
25.下面结合实施例,更具体地说明本发明的内容。应当理解,本发明的实施并不局限于下面的实施例,对本发明所做的任何形式上的变通和/或改变都将落入本发明保护范围。
26.实施例一
27.本实施例提供一种针织物防卷边的处理系统,所述处理系统包括:依次连接的剥边器1、超喂装置2、针板固定装置3、高温定型机5和浆边处理装置4;所述浆边处理装置4包括:支架11、热熔胶枪和四指剥边器10,所述热熔胶枪经胶枪安装座16固定在支架11上,所述支架11还固定四指剥边器10,所述热熔胶枪位于四指剥边器10上部。
28.所述热熔枪上设有控制胶量的电磁阀14,所述电磁阀14经弹簧15固定在支架11上,弹簧15的作用是给予针织物一定的预紧力。
29.所述热熔胶枪的一端经胶管接头21连接熔胶机,所述胶管接头21和熔胶机之间经输胶管18连接,所述熔胶机提供胶料为现有技术,在附图中并未画出,热熔胶枪上设有加热器19,所述热熔胶枪为现有技术因此为避免赘述热熔胶枪的结构不再描述,所述热熔胶枪
上设有涂胶刮刀13,所述涂胶刮刀13与胶管接头21连通,熔胶机内的热熔胶经胶管接头21后再经过滤网组件22过滤后进入热熔胶刮刀13,并经由涂料刮刀13的刮胶刀口20涂覆在针织物表面,所述涂胶刮刀为现有技术为避免赘述其结构不再赘述。
30.所述针织物12从四指剥边器10沿针织物12运行方向的第一个辊子下方穿入,绕到后面三个辊子的上方,所述第一个辊子的旋转方向与针织物12运行方向一致,所述后面三个棍子的旋转方向与针织物12运行方向相反;或所述四指剥边器10的四个棍子的旋转方向均与针织物12运行方向相反,四指剥边器10上棍子的旋转方式设置是为了防止针织物12卷边。
31.所述涂料刮刀13位于四指剥边器10的中间两个棍子之间,所述涂料刮刀13下方设有固定在支架11上的托板23。
32.所述针织物12在运行过程中与涂胶刮刀13和托板23接触,所述针织物12在涂胶刮刀13和托板23之间运行,所述涂胶刮刀13将针织物12向下压,所述针织物12的下表面和固定在支架11上的托板23接触保证热熔胶和针织物牢固粘结。
33.所述热熔胶枪的一侧设有风口,所述风口经风管17引入压缩空气,引入压缩空气目的是涂胶后为加快热熔胶的固化速度。
34.所述热熔胶包括但不限于乙烯
‑
乙酸乙烯共聚物、湿气固化反应型聚氨酯热熔胶中的一种。
35.本实施例在使用时,涂胶工序放置在烘干定型完成并脱针之后,针织物按图3所示方向运行,布从第一个辊子的下方穿入,绕到后面三个辊子的上方,四指剥边器10在剥开卷边的同时热熔胶枪完成布面热熔胶的涂覆工作,四指剥边器10辊子的旋转方向和针织物12的运行方向相反,涂胶刮刀13通过弹簧安装在支架上,涂胶刮刀放置在四指剥边器的中间棍子之间,针织物12在运行过程中与涂胶刮刀13和托板23接触,涂胶刮刀13将针织物12向下压,针织物12在涂胶刮刀13和托板23之间运行,针织物12的下表面和固定在支架11上的托板23接触,保证热熔胶和针织物12牢固粘结。由于弹簧15作用一定的预紧力压紧在布边上。涂胶刮刀13通过输胶管连接在熔胶机(未示意)上。溶胶机熔化热熔胶后,通过输胶管18与胶管接头21传输至涂胶刮刀13,通过刮胶刀口20涂覆于针织物12与涂胶刮刀13所接触的布面上。输胶管18及涂胶刮刀13全程加热。涂胶后为加快热熔胶的固化速度,设置风口进行吹风,风口通过风管17引入压缩空气。
36.本实施例不同于传统工艺,在高温定型后再进行浆边处理,所以浆边位置不需要避开针板,完全可以涂覆至布边缘亦可以覆盖针孔位置,真正做到布边硬挺整齐,不需再进行裁边。最终落布或收卷时,同样可以做到布边整齐美观;浆料也有别于传统工艺——使用热熔胶涂覆的方式进行浆边,热熔胶固化速度快,且固化过程无能耗,冷却后即可实现快速固化。
37.除说明书所述的技术特征外,其余技术特征为本领域技术人员的已知技术,为突出本发明的创新特点,其余技术特征在此不再赘述。综上,以上仅为本发明的较佳实施例而已,不应以此限制本发明的范围,即凡是依本发明的权利要求书及本发明说明书内容所作的简单的等效变化与修饰,均应仍属本发明专利涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1