方钢柱调垂装置及方法与流程
1.本发明涉及建筑工程技术领域,特别涉及一种方钢柱调垂装置及方法。
背景技术:
2.钢结构凭借其重量轻、强度高、抗震性能好等多方面优势,在建筑行业中具有广泛的应用前景,目前,钢结构主要应用于工业建筑、高层及超高层建筑、大跨度和大空间场馆等领域。但在方钢柱等竖向钢构件的吊装拼接施工中,需要焊接的位置很多,目前方钢柱吊装拼接的关键工序主要采用预制耳板配合连接板对方钢柱进行临时固定,再进行竖向相邻方钢柱的焊缝焊接。其中分别预制耳板焊接竖向相邻方钢柱的对接端上,连接板竖向焊接在竖向相邻的各方钢柱的两个相对侧面的预制耳板上,以将竖向相邻的方钢柱通过连接板连接在一起,然后焊接方钢柱之间的拼接缝,往往因为连接板的存在,导致在拼接缝施工时存在焊缝施焊不连续的施工质量问题。并且拼接缝焊接完成后需要将临时固定耳板进行割除且不能重复利用,存在材料浪费且对方钢柱原有结构造成一定程度的损伤,影响方钢柱及建筑结构的稳定性和安全性。另外由于方钢柱质量大,在吊装拼接中如果临时固定耳板产生变形或是工厂预制偏差,此时无法通过连接板的焊接实现竖向相邻方钢柱的调垂的目的,方钢柱的拼接和焊接无法实现严丝合缝,则对于方钢柱的垂直度控制会造成极大的困难,影响方钢柱作为竖向构件的结构安全。
技术实现要素:
3.本发明的目的是,提供一种方钢柱调垂装置及方法,以解决传统方钢柱竖向拼接材料浪费多导致成本高、焊缝不连续、影响方钢柱及其建筑结构的安全性和稳定性以及不便于对竖向相邻方钢柱进行调垂的问题。
4.为了解决上述技术问题,本发明提供的技术方案是:一种方钢柱调垂装置,包括:
5.四个调垂直组件,可调节设置在上下相邻竖向方钢柱的拼接缝处的上下方钢柱上;每个所述调垂直组件包括竖向设置的角板,每个所述角板包括第一板面和第二板面,每个所述角板的第一板面的外表面平行间隔设置有两个横杆,每个所述横杆上远离所述第一板面的一端设置有螺杆,每根所述螺杆上设置有螺母;每个所述角板的第二板面的外表面竖向对齐设置有两个固定块,每个所述固定块上设置有与第一板面上对应位置的螺杆等线轴设置的通孔;每个所述角板位于两根所述横杆之间的第一板面和第二板面的内表面设置有用于避让上下相邻竖向方钢柱的拼接缝的避让凹槽;四个所述调垂直组件的横杆同方向设置,每相邻两个所述调垂直组件中的一个调垂直组件的螺杆穿过另一个调垂直组件的对应位置的固定块上的通孔通过所述螺母连接,所述螺母位于所述固定块的外侧,四个所述调垂直组件组合形成围绕上下方钢柱的拼接缝处的上下方钢柱上可调节连接的抱箍结构。
6.进一步地,本发明提供的方钢柱调垂装置,所述角板的第一侧板和第二板面为等边结构。
7.进一步地,本发明提供的方钢柱调垂装置,每个所述角板的第一板面和第二板面
的内表面的上下端面与避让凹槽之间设置有外延凹槽,所述外延凹槽的两端以及避让凹槽的两端的内表面形成贴合在上下方钢柱的拼接缝处的上下方钢柱上凸键。
8.进一步地,本发明提供的方钢柱调垂装置,所述横杆为条形板体,所述螺杆与所述横杆为一体化结构。
9.进一步地,本发明提供的方钢柱调垂装置,所述横杆为条形板体,所述螺杆沿所述横杆的一端贯穿至另一端设置,所述横杆的长度小于所述横杆的长度。
10.进一步地,本发明提供的方钢柱调垂装置,所述横杆为条形板体,所述横杆延伸出所述角板的第一板面。
11.进一步地,本发明提供的方钢柱调垂装置,所述横杆为条形板体,所述横杆不延伸出所述角板的第一板面。
12.进一步地,本发明提供的方钢柱调垂装置,每个所述横杆上设置有两根所述螺杆。
13.为了解决上述技术问题,本发明提供的另一种技术方案是:一种方钢柱调垂方法,采用上述的方钢柱调垂装置,包括:
14.将四个调垂直组件的四个角板的内表面分别贴合在上下相邻竖向方钢柱的拼接缝处的至少一个方钢柱的四个边角上,将四个调垂直组件中每相邻两个所述调垂直组件中的一个调垂直组件的横杆上的螺杆穿过另一个调垂直组件的对应位置的固定块上的通孔通过位于所述固定块的外侧的所述螺母连接,以将四个所述调垂直组件形成可调节连接的抱箍结构箍设在一个方钢柱上,使该方钢柱的端面位于四个调垂直组件的四个角板的避让凹槽内;
15.将缆风绳连接在上下相邻竖向方钢柱的拼接缝处的上方钢柱的四面中心线上的钢梁连接板;
16.通过吊装设备将上下相邻竖向方钢柱的拼接缝处的上方钢柱吊装在下方钢柱上,并将方钢柱调垂装置箍设在另一个方钢柱上,以使上下相邻竖向方钢柱的拼接缝处位于四个调垂直组件的四个角板的避让凹槽内;
17.将四根缆风绳相对于竖直方向成夹角锚固在地面上;
18.架设经纬仪,对准在上下相邻竖向方钢柱的拼接缝处的上下方钢柱上预先标记好的垂直度校核线,当经纬仪检测到上下方钢柱的位置不对准出现偏差时,通过拉动四个方向的缆风绳对上方钢柱相对于下方钢柱的垂直度进行粗调校正,然后通过螺母在螺杆上紧固位置对上方钢柱相对于下方钢柱的垂直度进行微调校正。
19.为了解决上述技术问题,本发明提供的又一种技术方案是:一种方钢柱的拼接方法,包括:
20.采用上述的方钢柱调垂方法对上下方钢柱的垂直度进行调垂校正;
21.采用焊机对上下相邻竖向方钢柱的拼接缝按中部到角部的顺序焊接形成焊缝,在拼接缝的角部焊接时将焊机的焊枪伸入至避让凹槽处对拼接缝的角部进行施焊;
22.焊接完成之后,拆除缆风绳;
23.通过拆除螺母将四个调垂直组件分解,以将方钢柱调垂装置从方钢柱上拆除。
24.与现有技术相比,本发明的有益效果如下:
25.本发明提供的方钢柱调垂装置及方法,通过四个调垂直组件箍设在上下相邻竖向方钢柱的拼接缝处的上下方钢柱上,以对上方钢柱的垂直度进行调整,克服了传统的上下
方钢柱上焊接预制耳板和竖向连接板对位出现偏差后无法对上方钢柱的垂直度进行调整的缺陷。
26.本发明提供的方钢柱调垂装置及方法,在垂直度调整之后,通过调垂直组件的角板内表面的避让凹槽,能够在拼接缝处进行连续焊接,提高了上下方钢柱的焊缝的焊接质量。
27.本发明提供的方钢柱调垂装置及方法,将上下方钢柱通过方钢柱调垂装置进行临时固定,有效降低了方钢柱安装过程中临时固定的施工难度。
28.本发明提供的方钢柱调垂装置及方法,在拼接缝焊接之前,四个调垂直组件形成的抱箍结构箍设在上下相邻竖向方钢柱的拼接缝处的上下方钢柱上,在拼接缝焊接之后,通过松开螺母将形成整体的抱箍结构脱离于上下方钢柱分解为四个调垂直组件,可以重复使用,具有节能环保、绿色节能的效果。相对于传统上下方钢柱拼接工艺中在焊接前通过在上下方钢柱上焊接预制耳板和竖向连接板,在拼接缝焊接之后,切割去除竖向连接板和预制耳板的方案相比,避免了材料的浪费,降低了人工和材料成本,还具有施工工序简单的效果。另外无需在拼接缝焊接前后无需对上下方钢柱进行焊接和切割去除预制耳板和竖向连接板的步骤,降低了对上下方钢柱的结构影响,提高了上下方钢柱焊接后的整体稳定性和安全性。
29.本发明提供的方钢柱调垂方法及拼接方法,在一个方钢柱上箍设方钢柱调垂装置,在上下方钢柱对接时,方钢柱调垂装置将另一个方钢柱套入安装,以确定上方钢柱相对于下方钢柱的大致位置,实现了上下方钢柱的有效对接,通过缆风绳对上方钢柱进行粗调,通过方钢柱调垂装置对上方钢柱进行微调,提高了上方钢柱垂直度的调整精度,提高了焊接的可靠性和上下方钢柱作为竖向构件的整体稳定性和安全性。与传统拼接工艺相比,提高了上下方钢柱的对准精度,降低了对准难度。
附图说明
30.图1是方钢柱调垂装置处于分解状态的立体结构示意图;
31.图2是方钢柱调垂装置处于组合状态的立体结构示意图;
32.图3是在下方钢柱上安装方钢柱调垂装置的立体结构示意图;
33.图4是在上下方钢柱拼接缝处安装方钢柱调垂装置的立体结构示意图;
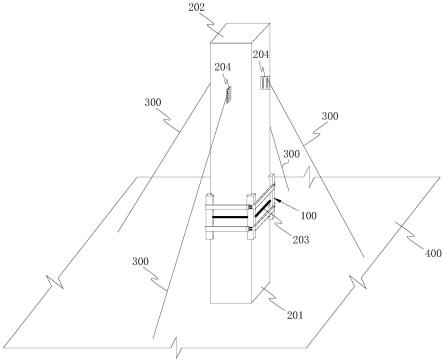
34.图5是上下方钢柱通过方钢柱调垂装置调垂的立体结构示意图;
35.图6是上下方钢柱调垂焊接后去除缆风绳的立体结构示意图;
36.图7是上下方钢柱调垂焊接后去除方钢柱调垂装置的立体结构示意图;
37.图8是在焊接后的上下方钢柱上焊接钢梁的立体结构示意图;
38.图中所示:
39.100、方钢柱调垂装置;
40.110、调垂直组件,111、角板,1111、第一板面,1112、第二板面,112、横杆,113、螺杆,114、螺母,115、固定块,1151、通孔,116、避让凹槽,117、凸键,118、外延凹槽;
41.201、下方钢柱,202、上方钢柱,203、焊缝,204、钢梁连接板,205、钢梁;
42.300、缆风绳;
43.400、地面。
具体实施方式
44.下面结合附图对本发明作详细描述:根据下面说明,本发明的优点和特征将更清楚。需说明的是,附图均采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本发明实施例的目的。
45.请参考图1至图4,本发明实施例提供一种方钢柱调垂装置100,包括:
46.四个调垂直组件110,可调节设置在上下相邻竖向方钢柱的拼接缝处的上下方钢柱上;每个所述调垂直组件110包括竖向设置的角板111,每个所述角板111包括第一板面1111和第二板面1112,每个所述角板111的第一板面1111的外表面平行间隔设置有两个横杆112,每个所述横杆112上远离所述第一板面1111的一端设置有螺杆113,每根所述螺杆113上设置有螺母114;每个所述角板111的第二板面1112的外表面竖向对齐设置有两个固定块115,每个所述固定块115上设置有与第一板面1111上对应位置的螺杆113等线轴设置的通孔1151;每个所述角板111位于两根所述横杆112之间的第一板面1111和第二板面1112的内表面设置有用于避让上下相邻竖向方钢柱的拼接缝的避让凹槽116;四个所述调垂直组件110的横杆112同方向设置,每相邻两个所述调垂直组件110中的一个调垂直组件110的螺杆113穿过另一个调垂直组件110的对应位置的固定块115上的通孔1151通过位于所述固定块115的外侧的所述螺母114连接,四个所述调垂直组件110组合形成围绕上下方钢柱的拼接缝处的上下方钢柱上可调节连接的抱箍结构。
47.请参考图1至图2,为了提高角板的结构稳定性,本发明实施例提供的方钢柱调垂装置100,每个所述调垂直组件110的角板111的第一侧板和第二板面1112为等边结构。
48.请参考图3至图4,为了提高角板与上方钢柱202、下方钢柱201的可靠性连接,本发明实施例提供的方钢柱调垂装置100,每个所述角板111的第一板面1111和第二板面1112的内表面的上下端面与避让凹槽116之间设置有外延凹槽118,所述外延凹槽118的两端以及避让凹槽116的两端的内表面形成贴合在上下方钢柱201的拼接缝处的上下方钢柱201上凸键117。其中外延凹槽118能够减轻调垂直组件110的重量,进而减轻方钢柱调垂装置100的整体重量,具有方便人工拆装的效果。而凸键117与上方钢柱202、下方钢柱201接触,能够避免角板111的内表面不平产生间隙的不可靠连接的情形,多个凸键117通过两点一线的方式与上下方钢柱有效接触,提高连接的可靠性。
49.请参考图1,为了方便拆装,本发明实施例提供的方钢柱调垂装置100,所述横杆112为条形板体,所述螺杆113与所述横杆112为一体化结构。
50.为了实现横杆112与螺杆113的连接目的,本发明实施例提供的方钢柱调垂装置100,所述横杆112为条形板体,所述螺杆113沿所述横杆112的一端贯穿至另一端设置,所述横杆112的长度小于所述横杆112的长度。此时,螺杆113优选为全螺纹。
51.请参考图1至图2,为了提高结构强度,本发明实施例提供的方钢柱调垂装置100,所述横杆112为条形板体,所述横杆112延伸出所述角板111的第一板面1111。
52.为了实现四个调垂直组件连接形成整体的抱箍结构,本发明实施例提供的方钢柱调垂装置100,所述横杆112为条形板体,所述横杆112不延伸出所述角板111的第一板面1111。
53.请参考图1至图4,为了提高可调节效果,本发明实施例提供的方钢柱调垂
54.装置,每个所述横杆112上设置有两根所述螺杆113。此时,每个所述调垂直组5件
110的上下横杆112上的四个螺杆113与上下固定块115的四个通孔1151等
55.线轴设置。
56.请参考图1至图5,本发明实施例还提供一种方钢柱调垂方法,采用上述的
57.方钢柱调垂装置100,可以包括以下步骤:0步骤501,请参考图1至图3,将四个调垂直组件110的四个角板111的内
58.表面分别贴合在上下相邻竖向方钢柱的拼接缝处的至少一个方钢柱的四个边角上,将四个调垂直组件110中每相邻两个所述调垂直组件110中的一个调垂直组件110的横杆112上的螺杆113穿过另一个调垂直组件110的对应位置的固
59.定块115上的通孔1151通过位于所述固定块115的外侧的所述螺母114连接,5以将四个所述调垂直组件110形成可调节连接的抱箍结构箍设在一个方钢柱上,
60.图示中以箍设下方钢柱201上为例,使该下方钢柱201的端面位于四个调垂直组件110的四个角板111的避让凹槽116内。
61.步骤502,请参考图5,将缆风绳300连接在上下相邻竖向方钢柱的拼接缝处的上方钢柱202的四面中心线上的钢梁连接板204。
62.0步骤503,请参考图4至图5,通过吊装设备将上下相邻竖向方钢柱的拼接
63.缝处的上方钢柱202吊装在下方钢柱201上,并将方钢柱调垂装置100箍设在另一个方钢柱上,即箍设在上方钢柱202上,以使上下相邻竖向方钢柱的拼接缝处位于四个调垂直组件110的四个角板111的避让凹槽116内。为了提高可
64.靠性安装,方钢柱调垂装置100的两根横杆112之间的中线对准在拼接缝处。5步骤504,请参考图5,将四根缆风绳300相对于竖直方向成夹角锚固在地
65.面400上。
66.步骤505,请参考图5,架设经纬仪,对准在上下相邻竖向方钢柱的拼接缝处的上下方钢柱201上预先标记好的垂直度校核线,当经纬仪检测到上下方钢柱201的位置不对准出现偏差时,通过拉动四个方向的缆风绳300对上方钢柱202相对于下方钢柱201的垂直度进行粗调校正,通过螺母114在螺杆113上紧固位置对上方钢柱202相对于下方钢柱201的垂直度进行微调校正。
67.请参考图4至图8,本发明实施例还提供一种方钢柱的拼接方法,可以包括以下步骤:
68.步骤601,请参考图5,采用上述的方钢柱调垂方法对上下方钢柱201的垂直度进行调垂校正。
69.步骤602,请参考图4至图5,采用焊机对上下相邻竖向方钢柱的拼接缝按中部到角部的顺序焊接形成焊缝203,在拼接缝的角部焊接时将焊机的焊枪伸入至避让凹槽116处对拼接缝的角部进行施焊。其中拼接缝的角部处的避让凹槽116能够为焊条提高充足的焊接空间,提高了该处的焊接质量,避免了竖向连接板阻碍上下方钢柱中部焊接,存在焊缝不连续的施工质量问题。其中拼接缝的中部是指侧表面。
70.步骤603,请参考图5至图6,焊接完成之后,拆除缆风绳300。具体可以为从锚固点松开缆风绳300,并将其从钢梁连接板204上卸下。
71.步骤604,请参考图6至图7,通过拆除螺母114将四个调垂直组件110分解,以将方钢柱调垂装置100从方钢柱上拆除。其中
72.还可以包括:
73.步骤605,请参考图8,将钢梁205通过钢梁连接板204连接在上方钢柱202上。步骤605是为了实现焊接后的上下方钢柱作为竖向构件与钢梁205的连接,以通过钢梁205形成楼板。
74.本发明实施例提供的方钢柱调垂装置100及方法,通过四个调垂直组件110箍设在上下相邻竖向方钢柱的拼接缝处的上下方钢柱上,以对上方钢柱202的垂直度进行调整,克服了传统的上下方钢柱上焊接预制耳板和竖向连接板对位出现偏差后无法对上方钢柱202的垂直度进行调整的缺陷。
75.本发明实施例提供的方钢柱调垂装置100及方法,在垂直度调整之后,通过调垂直组件110的角板111内表面的避让凹槽116,能够在拼接缝处进行连续焊接,提高了上下方钢柱的焊缝203的焊接质量。
76.本发明实施例提供的方钢柱调垂装置100及方法,将上下方钢柱通过方钢柱调垂装置100进行临时固定,有效降低了方钢柱安装过程中临时固定的施工难度。
77.本发明实施例提供的方钢柱调垂装置100及方法,在拼接缝焊接之前,四个调垂直组件110形成的抱箍结构箍设在上下相邻竖向方钢柱的拼接缝处的上下方钢柱上,在拼接缝焊接之后,通过松开螺母114将形成整体的抱箍结构脱离于上下方钢柱分解为四个调垂直组件110,可以重复使用,具有节能环保、绿色节能的效果。相对于传统上下方钢柱拼接工艺中在焊接前通过在上下方钢柱上焊接预制耳板和竖向连接板,在拼接缝焊接之后,切割去除竖向连接板和预制耳板的方案相比,避免了材料的浪费,降低了人工和材料成本,还具有施工工序简单的效果。另外无需在拼接缝焊接前后无需对上下方钢柱进行焊接和切割去除预制耳板和竖向连接板的步骤,降低了对上下方钢柱的结构影响,提高了上下方钢柱焊接后的整体稳定性和安全性。
78.本发明实施例提供的方钢柱调垂方法及拼接方法,在一个方钢柱上箍设方钢柱调垂装置100,在上下方钢柱对接时,方钢柱调垂装置100将另一个方钢柱套入安装,以确定上方钢柱202相对于下方钢柱201的大致位置,实现了上下方钢柱的有效对接,通过缆风绳300对上方钢柱202进行粗调,通过方钢柱调垂装置100对上方钢柱202进行微调,提高了上方钢柱202垂直度的调整精度,提高了焊接的可靠性和上下方钢柱作为竖向构件的整体稳定性和安全性。与传统拼接工艺相比,提高了上下方钢柱的对准精度,降低了对准难度。
79.本发明实施例提供一种方钢柱调垂装置100及方法,能够适用于多种截面尺寸规格的方钢柱的调垂,具有适用范围广泛的效果。
80.本发明不限于上述具体实施方式,显然,上述所描述的实施例是本发明实施例的一部分实施例,而不是全部的实施例。基于所描述的本发明的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本发明保护的范围。本领域的技术人员可以对本发明进行其他层次的修改和变动。如此,若本发明的这些修改和变动属于本发明权利要求书的范围之内,则本发明也意图包括这些改动和变动在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1