钢绞线编束穿束施工工艺的制作方法
1.本技术涉及建筑工程技术领域,尤其涉及一种钢绞线编束穿束施工工艺。
背景技术:
2.在桥梁施工的过程中,为了减少桥梁中钢筋的使用,进而减轻桥梁的重量,且还能满足桥梁的载荷能力,需要对桥梁将钢绞线穿束,进行桥梁进行预应力施工。
3.由于桥梁施工现场复杂,在遇到施工现场空间狭小,且吊装设备无法施工时,只能依靠人工穿束,由于人工穿束需要有较大的施工空间,以供工人发力或对钢绞线进行放置,但是对大跨度桥梁施工空间小,不适合人工穿束钢绞线,且由于施工空间小,穿束设备无法安装,因此,导致穿束工作需要无法进行。
技术实现要素:
4.本技术的主要目的在于提供一种钢绞线编束穿束施工工艺,旨在解决现有技术中大跨度桥梁施工空间小,钢绞线的穿束工作无法进行的技术问题。
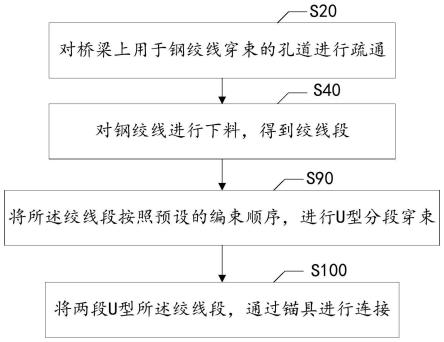
5.为实现上述目的,本技术提供一种钢绞线编束穿束施工工艺,包括以下步骤:
6.对桥梁上用于钢绞线穿束的孔道进行疏通;
7.对钢绞线进行下料,得到绞线段;
8.将所述绞线段按照预设的编束顺序,进行u型分段穿束;
9.将两段u型所述绞线段,通过锚具进行连接。
10.可选地,所述将所述绞线段按照预设的编束顺序,进行u型分段穿束的步骤之后,钢绞线编束穿束施工工艺包括:
11.通过调整所述绞线段的两端,对所述孔道内的所述绞线段进行调节,用于防止绞线段在孔道内出现打绞现象。
12.可选地,所述将两段u型,通过锚具进行连接的步骤之前,所述钢绞线编束穿束施工工艺还包括:
13.将所述绞线段的两端与所述锚具的孔位对齐。
14.可选地,所述将所述绞线段按照预设的编束顺序,进行u型分段穿束的步骤之前,所述钢绞线编束穿束施工工艺还包括:
15.对所述绞线段套设保护管,所述保护管用于保护所述绞线段的环氧图层。
16.可选地,所述对所述绞线段套设保护管,所述保护管用于保护所述绞线段的环氧图层的步骤之前,所述钢绞线编束穿束施工工艺还包括:
17.对所述绞线段的表层涂设环氧涂层。
18.可选地,所述对桥梁上用于钢绞线穿束的孔道进行疏通的步骤之前,所述钢绞线编束穿束施工工艺还包括:
19.对所述绞线段穿束用的孔道进行风力吹净,并进行吹干。
20.可选地,所述对钢绞线进行下料,得到绞线段的步骤之前,所述钢绞线编束穿束施
工工艺还包括:
21.确定所述钢绞线的下料长度。
22.可选地,所述对桥梁上用于钢绞线穿束的孔道进行疏通的步骤,包括:
23.用直径在所述孔道的直径和所述钢绞线的直径之间的疏通杆进行预穿束,所述疏通杆用于对绞线段穿束路径进行疏通,并确定穿束线路的通畅。
24.本技术提出一种钢绞线编束穿束施工工艺,与现有技术中大跨度桥梁施工空间小,钢绞线的穿束工作无法进行相比,本技术通过对桥梁上用于钢绞线穿束的孔道进行疏通;再对钢绞线进行下料,得到绞线段;并将所述绞线段按照预设的编束顺序,对桥梁进行u型分段穿束,再将两段u型的绞线段进行锚具连接,也就是说,本技术中先对钢绞线进行下料得到绞线段,且在穿束过程中进行u型分段穿束,最后将u型的绞线段进行锚具连接,形成环形绞线段,可以在较小的施工空间中进行人工穿束,进而,完成大跨度桥梁施工空间小,钢绞线的穿束工作。
附图说明
25.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本技术的实施例,并与说明书一起用于解释本技术的原理。
26.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
27.图1为本技术钢绞线编束穿束施工工艺第一实施例的流程示意图;
28.图2为本技术钢绞线编束穿束施工工艺第二实施例的流程示意图;
29.图3为本技术钢绞线编束穿束施工工艺第三实施例的流程示意图;
30.图4为本技术钢绞线编束穿束施工工艺第四实施例的流程示意图;
31.图5为本技术钢绞线编束穿束施工工艺第五实施例的流程示意图;
32.图6为本技术钢绞线编束穿束施工工艺第二实施例中第一编顺序参考示意图;
33.图7为本技术钢绞线编束穿束施工工艺第二实施例中第二编顺序参考示意图。
34.本技术目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
35.应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
36.本技术实施例提供了一种钢绞线编束穿束施工工艺,参照图1,图1为本技术钢绞线编束穿束施工工艺第一实施例的流程示意图。
37.在本实施例中,所述钢绞线编束穿束施工工艺包括:
38.步骤s20、对桥梁上用于钢绞线穿束的孔道进行疏通。
39.在对桥梁上用于钢绞线穿束的孔道进行疏通之前,需要对孔道进行清理,以避免在疏通时孔道内分散的杂物堆积,造成堵塞,进而提高疏通的效率。在完成对孔道的清理后,根据孔道的长度,选取对孔道疏通用的疏通杆,通过疏通杆对孔道进行疏通。
40.在疏通过程中需要避免疏通杆将孔道刮伤,具体地,可以在疏通杆的疏通段进行包裹,还可以将疏通杆的疏通端设置成圆弧形。其中,对疏通杆进行包裹后,疏通杆包裹的
直径要小于孔道的孔径。另外,对疏通杆进行包裹的包裹物可以是方便袋,也可以是编织袋,还可以是固定套设饮料瓶,在施工现场可以用于包裹的物品,都可以作为包裹物对疏通杆进行包裹。
41.在本实施例中,对孔道进行疏通过程中,疏通杆的疏通端可以对孔道的内壁进行擦拭,将孔道内的小凸起进行清除,可以避免在钢绞线穿束过程中,孔道内的小凸起会改变钢绞线的穿束路径,使钢绞线缠绕在一起,且还可以避免小凸起将钢绞线刮伤,影响钢绞线的应力张拉。
42.所述对桥梁上用于钢绞线穿束的孔道进行疏通的步骤,包括:
43.用直径在所述孔道的直径和所述钢绞线的直径之间的疏通杆进行预穿束,所述疏通杆用于对绞线段穿束路径进行疏通,并确定穿束线路的通畅。
44.对孔道疏通的疏通杆进行选择时,选择的要求是疏通杆的直径要小于孔道直径并大于钢绞线直径,例如,若孔道的直径为10厘米,钢绞线的直径为2厘米,则疏通杆的直径可以是2~10厘米,其中,不包括2厘米和10厘米。
45.在本实施例中,若疏通棒的直径小于钢绞线,则杂物之间的缝隙等于钢绞线的直径时,疏通棒可能无法疏通到,导致疏通不干净。若疏通杆的直径与孔道相等,在疏通时,由于直径误差,可能会将孔道扩大,或将孔道撑裂,对孔道造成破坏。
46.步骤s40、对钢绞线进行下料,得到绞线段。
47.采用砂轮切割机对钢绞线记性切割下料,得到绞线段。在进行切割下料之前,根据设计长度对钢绞线进行测量,在满足设计长度处进行标记,例如,可以通过记号笔进行标记,也可以将绳子绑在个钢绞线上进行标记等,在确定好标记长度和测量长度一致时,再对钢绞线进行切割。
48.步骤s90、将所述绞线段按照预设的编束顺序,进行u型分段穿束。
49.在绞线段按照预设的编束顺序,引入孔道内之前,需要将绞线段传输到穿孔现场,由于绞线段是柔软的,可以使用坚硬的疏通杆将绞线段的牵引端递给穿孔现场的工人,再由工人将绞线段拖拉至孔道内,在拖拉绞线段使需要注意绞线段表面的摩擦,可以在穿束平台或传输平台的边缘铺垫防磨垫。
50.将绞线段按照设计的穿束顺序,并按照先下后上,先外后内的原则,将绞线段依次穿束到孔道内,在一根绞线段从孔道的一端穿到另一端,且穿出长度满足设计长度后,再进行穿束下一根绞线段。
51.在依次穿束绞线段时,需要将每根绞线段的两端相互对应,也即,在穿束过程中绞线段之间不能缠绕,例如,在移动其中一根绞线段时,必能带动另一根绞线段一块移动,且每根绞线段两端的位置要对应,例如,绞线段一的在穿入孔道内时是从孔道的最下端穿入的,在穿出孔道时,穿出的位置也对应在孔道的最下端,可以直观的判断出在绞线段穿束过程中是否发生扭曲,与其他绞线段缠绕在一起。
52.s100、将两段u型所述绞线段,通过锚具进行连接。
53.在本实施中,将两段u型的绞线段为穿束后的整束绞线,将两段绞线通过锚具进行孔位对齐后,进行连接,防止连接后单根绞线段发生偏移,产生绞线段之间的缠绕。
54.在本实施例中,对桥梁穿束的钢绞线采用的是切割后的绞线段,进行分段穿束,减短了穿束时的绞线段的长度,在穿束过程中,通过u型孔道,在穿束时绞线段遇到u型内壁会
随着u型的弧度进行转弯,可以更加方便单根穿束后的绞线段的调整,以便穿束的绞线段发生缠绕后快速调整,可以在较小的施工空间完成钢绞线穿束工作。
55.本技术实施例在钢绞线编束穿束施工工艺的上述实施例的基础上,还提供了第二实施例。参照图2,图2为本技术钢绞线编束穿束施工工艺第二实施例的流程示意图。
56.所述将所述绞线段按照预设的编束顺序,进行u型分段穿束的步骤之后,钢绞线编束穿束施工工艺包括:
57.步骤s70、通过调整所述绞线段的两端,对所述孔道内的所述绞线段进行调节,用于防止绞线段在孔道内出现打绞现象。
58.在本实施例中,拉动绞线段的一端,确定该绞线段的另一端,通过移动该绞线段,判断是否和另一绞线段缠绕,且由于孔道的是u型的,若绞线段缠绕时,可以根据另一绞线段的移动幅度,确定缠绕侧位于u型孔道的一侧,通过调整该侧的绞线段即可对缠绕进行快速调节。
59.所述通过调整所述绞线段的两端,对所述孔道内的所述绞线段进行调节,用于防止绞线段在孔道内出现打绞现象的步骤之后,所述钢绞线编束穿束施工工艺还包括:
60.步骤s80、将所述绞线段的两端与所述锚具的孔位对齐。
61.在本实施例中,将每根绞线段的两端都与锚具的孔位对齐之前,根据编束顺序,确定锚具的孔位对应的绞线段端,将两段u型绞线段的两端都与对应的锚具中的孔进行对应,再将每根绞线段与锚具的孔位对齐,并与插入锚具的孔位内。
62.在每根绞线段的两端都与锚具的孔位对齐后,再次对绞线段进行调节,避免编束顺序发生错误,其中编束顺序可以参考图6和图7两种编束顺序,但不限于这两种。严格根据编束顺序进行编束,可以使实际施工和设计数据之间的误差达到最小。
63.其中,图6为本技术钢绞线编束穿束施工工艺第二实施例中第一编顺序参考示意图。
64.其中,图7为本技术钢绞线编束穿束施工工艺第二实施例中第二编顺序参考示意图。
65.在孔位对齐后缓慢的将绞线段上的保护管抽出,避免后续压浆时绞线段之间存在空隙,在桥梁内产生应力后,钢绞线可以抵挡桥梁的变形,避免桥梁产生裂缝。
66.在本实施例中,将两段u型的穿束好的绞线段进行调整,并和锚具孔进行对齐,避免绞线段在孔道内缠绕,进而可以避免后续预应力张拉时绞线段由于缠绕,发生断裂,提高施工的可行性。例如,在孔道内存在绞线段缠绕,且在预应力张拉时,由于绞线段缠绕发生断裂,由于孔道内的视角是看不到的,所以会认为是整个施工工艺在实际施工中不能达到要求。
67.本技术实施例在钢绞线编束穿束施工工艺的上述实施例的基础上,还提供了第三实施例。参照图3,图3为本技术钢绞线编束穿束施工工艺第三实施例的流程示意图。
68.在本实施例中,所述对所述绞线段套设保护管,所述保护管用于保护所述绞线段的环氧图层的步骤之前,所述钢绞线编束穿束施工工艺还包括:
69.步骤s50、对所述绞线段的表层涂设环氧涂层。
70.对绞线段的表层涂设环氧图层的作用在于,减少绞线段和空气的接触,减缓绞线段的氧化,进而提高绞线段的使用寿命。也可以选择以涂好环氧涂层的钢绞线,由于钢绞线
是缠绕成盘装运输的,在运输过程中,难免会产生摩擦,将环氧图层破坏,所以在使用自带环氧图层的钢绞线时也需要涂一层环氧图层。
71.在本实施例中,选用未涂环氧涂层的钢绞线时,可以将环氧涂层涂至多层在该钢绞线上,在选用自带环氧涂层的钢绞线时,由于只是部分环氧涂层破坏,在破坏处还可以短时间隔绝氧气,为了达到设计的使用寿命,可以在该钢绞线上涂一层环氧涂层。
72.所述将所述绞线段按照预设的编束顺序,进行u型分段穿束的步骤之前,所述钢绞线编束穿束施工工艺还包括:
73.步骤s60、对所述绞线段套设保护管,所述保护管用于保护所述绞线段的环氧图层。
74.选择软质的保护管,便于在孔道的u型转弯处进行转弯,通过软管套设在绞线段上,可以避免在穿束时绞线段之间的或绞线段和孔道至今的摩擦,将环氧涂层抹掉,以保证施工时对绞线段的环氧涂层的保护。
75.在本实施例中,对绞线段进行涂设环氧图层,以减少绞线段与氧气的接触,增加绞线段的使用寿命,进而提高桥梁的使用寿命。
76.本技术实施例在钢绞线编束穿束施工工艺的上述实施例的基础上,还提供了第四实施例。参照图4,图4为本技术钢绞线编束穿束施工工艺第四实施例的流程示意图。
77.在本实施例中,所述对桥梁上用于钢绞线穿束的孔道进行疏通的步骤之前,所述钢绞线编束穿束施工工艺还包括:
78.s10、对所述绞线段穿束用的孔道进行风力吹净,并进行吹干。
79.在本实施例中,可以先在通过清水对孔道内进行冲洗,再将孔道的一端进行密封,再通过空气压缩机对孔道内的杂物进行吹扫和清洗,在清洗后将孔道内的水抽干,并对孔道进行干燥,避免孔道内积存的水会对后续压浆的浆料浓度产生影响。
80.也可以,通过风力机对孔道内进行吹风,使风力带动孔道内的杂物,在借用杂物将黏在孔道壁上的杂物冲掉,最后将孔道吹干,减少可施工工具的更换,节省了用来储存施工工具的空间,在有限的空间内增大可以利用施工空间。
81.本技术实施例在钢绞线编束穿束施工工艺的上述实施例的基础上,还提供了第五实施例。参照图5,图5为本技术钢绞线编束穿束施工工艺第五实施例的流程示意图。
82.在本实施例中,所述对钢绞线进行下料,得到绞线段的步骤之前,所述钢绞线编束穿束施工工艺还包括:
83.步骤s30、确定所述钢绞线的下料长度。
84.在本实施例中,根据孔道的长度、锚具夹具的厚度、限位板厚度、偏转器的长度、千斤顶长度、工具锚板的厚度、以及版外必要的安全长度,确定钢绞线的下料长度,也即,每根绞线段的长度。
85.在本实施例中,绞线段分为张拉端和锚固端,在张拉端预留的最小安全长度为2.2米,锚固端预留的最小安全长度为1.8米。
86.需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者系统不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者系统所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括该
要素的过程、方法、物品或者系统中还存在另外的相同要素。
87.上述本技术实施例序号仅仅为了描述,不代表实施例的优劣。
88.通过以上的实施方式的描述,本领域的技术人员可以清楚地了解到上述实施例方法可借助软件加必需的通用硬件平台的方式来实现,当然也可以通过硬件,但很多情况下前者是更佳的实施方式。基于这样的理解,本技术的技术方案本质上或者说对现有技术做出贡献的部分可以以软件产品的形式体现出来,该计算机软件产品存储在如上所述的一个存储介质(如rom/ram、磁碟、光盘)中,包括若干指令用以使得一台终端设备(可以是手机,计算机,服务器,或者网络设备等)执行本技术各个实施例所述的方法。
89.以上仅为本技术的优选实施例,并非因此限制本技术的专利范围,凡是利用本技术说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本技术的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1